一种适用于锂电池极片轧制设备的专家控制器及调控系统的制作方法
1.本发明涉及工业自动化设备智能控制技术领域,具体是一种适用于锂电池极片轧制设备的专家控制器及调控系统。
背景技术:
2.专家智能控制是指将专家系统的理论和技术同控制理论方法与技术相结合,在环境未知的条件下,仿效专家的智能,实现对复杂系统的控制。专家控制系统是一种基于知识的控制系统,控制器不是一个单一的模型。专家控制能够在线动态采集数据、处理数据、进行推理和决策,对控制动作进行独立、自动决策,具有使用的灵活性和控制的实时性。
3.新能源产业的迅速发展,锂电池极片轧制设备作为锂电池制造装备中的重要的组成部分,其控制系统与控制方法也朝着生产智能化方向发展。目前锂电池极片轧机控制系统大多采用plc为主控制器,与变频器、传感器等相关检测装置共同构成整个测控系统。尽管现在工业现场大多采取这种测控系统,但也存在着明显的不足,相对于嵌入式控制系统而言,以plc为控制核心的测控系统,智能化程度普遍较低,缺乏数据的有效管理。
4.传统的极片轧制设备大多采用固定参数的控制算法,容易出现震荡、超调现象,控制效果和适应性较差,难以满足控制要求。除此之外,极片轧制设备工作过程中的实际运行状态也无法得到及时的监测。
技术实现要素:
5.针对现有技术的不足,本发明提出一种适用于锂电池极片轧制设备的专家控制器及调控系统。
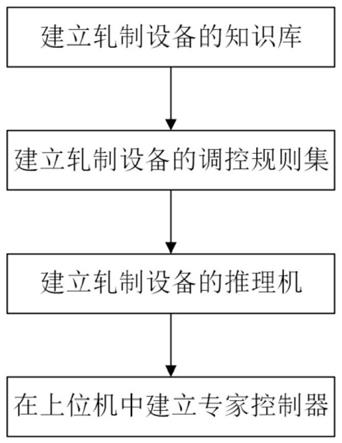
6.本发明解决所述技术问题的技术方案是:设计一种适用于锂电池极片轧制设备的专家控制器,其特征在于,该专家控制器包括锂电池极片轧制设备的知识库、调控规则集和专家推理机。
7.所述锂电池极片轧制设备的知识库由事实集和数据库构成。所述事实集为轧制设备的结构组成以及运行机理。数据库包括静态数据库和动态数据库。
8.静态数据库存储有六部分数据:(1)轧制设备在工况下的牌坊结构变形值、应力值和模态分析结果;(2)各个型号的极片带的各自最佳张力值;(3)各个型号极片带各自的最佳轧制速度;(4)极片带张力值和电机速度差值的对应关系;(5)收卷伺服电机角速度与放卷伺服电机角速度之间的匹配数据;(6)主轧制电机速度传感器、极片带纠偏位置传感器和极片带张力传感器的特性数据;
9.动态数据库存储每个采样周期内采集到的轧制设备的即时特征数据,每个采样周期内得到的轧制设备的即时特征数据具体包括极片带实时张力值、极片带实时位置偏移量、主轧制电机转速、放卷伺服电机转速、收卷伺服电机转速;所述的极片带实时张力值由极片带张力传感器采集得到;所述的极片带实时位置偏移量由极片带纠偏位置传感器采集得到,所述主轧制电机转速值由主轧制电机速度传感器采集得来;所述放卷伺服电机转速
和收卷伺服电机转速由对应的伺服电机内部编码器测得。
10.所述调控规则集包括四个方面的调控规则:
11.1)电机故障诊断规则:若由放卷伺服电机转速和收卷伺服电机转速最终转化得来的极片带线速度一致,而主轧制三相交流异步电机所测得的速度出现较大偏差,则说明主轧制电机速度测量出现故障;若主轧制三相交流异步电机和收卷伺服电机最终转化得来的极片带线速度一致,而放卷伺服电机所测得的转速出现较大偏差,则说明放卷伺服电机编码器出现故障;若放卷伺服电机和主轧制三相交流异步电机最终转化得来的极片带线速度一致,而收卷伺服电机出现较大偏差,则说明收卷伺服电机编码器出现故障;上述的主轧制电机速度测量出现故障、放卷伺服电机编码器出现故障、收卷伺服电机编码器出现故障任一情况出现时,必须停机排除故障。
12.2)极片带张力调控规则:根据静态数据库获得当前加工的极片带型号的最佳张力值,该最佳张力值即为设定值;并根据当前放卷张力值和收卷张力值的大小设置9种子规则分别进行调控:
13.3)极片带轧制速度调控规则:根据静态数据库获得当前加工的极片带型号的最佳轧制速度,该最佳轧制速度即为设定值;并根据当前轧制速度的大小设置五个范围分别进行调控:
14.4)极片带位置调控规则:将极片带偏移中心线的偏移量划分为6个偏差等级,根据即时偏移量大小分别进行调控:
15.专家推理机的工作周期时长为动态数据库中的设备的即时特征数据采样周期时长的整数倍,专家推理机的一个工作周期的工作过程如下:
16.步骤1.1:从动态数据库中读入设备的即时特征数据,包括极片带实时张力值、极片带实时位置偏移值、主轧制电机转速值、放卷伺服电机转速、收卷伺服电机转速;
17.步骤1.2:调用调控规则集的电机故障诊断规则进行电机故障的诊断,判断当前电机的运行状态。依据电机故障诊断规则,若最终判断出放卷伺服电机、收卷伺服电机、主轧制电机中的任何一个出现故障,则向轧制设备的控制系统发出停机指令,使轧制设备停机,进行检查;若最终判断出放卷伺服电机、收卷伺服电机、主轧制电机均未出现故障,则进行步骤1.3,
18.步骤1.3:调用调控规则集的极片带张力调控规则进行极片带张力的调控;读取静态数据库中对应极片带型号的最佳张力值,并将极片带实时张力值与其对比,根据极片带实时张力值的大小,向轧制设备的控制系统发出对应的控制指令,使轧制设备执行一次对应的调控规则;然后返回当前步骤,并进行步骤1.4。
19.步骤1.4:调用调控规则集的极片带轧制速度调控规则进行极片带轧制速度的调控;读取静态数据库中对应极片带型号的最佳轧制速度,并将当前极片带的轧制速度与其对比,根据当前极片带的轧制速度的大小,向轧制设备的控制系统发出对应的控制指令,使轧制设备执行一次对应的调控规则;然后返回当前步骤,并进行步骤1.5。
20.步骤1.5:调用调控规则集的极片带位置调控规则进行极片带位置的调控;根据极片带实时位置偏移值,向轧制设备的控制系统发出对应的控制指令,使轧制设备执行一次对应的调控规则;至此,该专家推理机的一个工作周期结束,然后跳转到步骤1.1,进入到下一个工作周期。
21.在上位机中的visual prolog开发环境中使用prolog语言将所述的轧制设备的知识库、调控规则集和专家推理机进行搭建,即可得到能够在上位机中运行的锂电池极片轧制设备的专家控制器。
22.进一步的,本发明提供一种适用于锂电池极片轧制设备的调控系统,该调控系统包括上位机、下位机系统,其特征在于,在所述上位机中设置有如上所述的专家控制器;所述下位机系统为轧制设备的控制系统,包括主控制模块、主轧制控制模块、放卷控制模块、收卷控制模块和纠偏控制模块。
23.上位机通过rs485总线与下位机系统中的主控制模块进行通讯,上位机向下位机系统中的主控制模块发送控制指令;主轧制控制模块、放卷控制模块、收卷控制模块和纠偏控制模块对轧制设备进行周期性的数据采集,该数据即为设备的即时特征数据;所述的纠偏控制模块所测得极片带实时位置偏移量、主轧制控制模块所测得的主轧制电机转速、放卷控制模块所测得的放卷伺服电机转速、收卷控制模块所测得的收卷伺服电机转速以及设置在放卷控制模块与收卷控制模块内部的两个张力检测模块所测得的极片带实时张力值均经由can总线发送给下位机系统的主控制模块,再由下位机系统中的主控制模块将数据打包后通过rs485通讯集中发给上位机;上位机接收到上述数据后,以采样时间节点为标签将其存储在专家控制器的动态数据库中;
24.专家控制器接收下位机系统采集得到的主轧制电机转速、极片带实时张力值、放卷伺服电机转速、收卷伺服电机转速、极片带实时位置偏移量,并调用静态数据库中的数据进行相应的分析计算,专家推理机根据分析计算结果依次搜索出对应的调控规则;进而,上位机根据对应的调控规则向下位机系统发出控制指令,下位机系统接收到指令后,控制受控对象按照调控规则进行动作;
25.与现有技术相比,本发明的有益效果是:
26.1、本发明专家控制器根据锂电池极片轧制设备的运行特点,充分考虑了设备运行过程中影响锂电池极片质量的各种参数,设计了锂电池极片轧制设备的知识库、依据知识库的轧制设备的控制规则集以及相匹配的前向推理的专家推理机;
27.2、通过本发明调控系统对运行参数的获取与处理,能够实时监测设备的运行状态,通过专家智能器对异常参数的处理和判断能够快速定位故障来源,减少因故障发现不及时而导致的损失。
28.3、本发明调控系统专用性强,所需的成本较低;该调控系统为针对实际的锂电池极片辊压设备而开发的专用化控制系统,根据实际的设备控制需求而设计,能够更加精确的控制每一个受控对象,如主轧制三相异步电动机、收放卷伺服电动机、纠偏步进电机等。根据设备的工作状态和设备偏差信息的实际情况,自动选择并灵活的选取相应的控制率。在设备特性或环境条件发生改变时适应性更强,并且能够在一定的非线性和大偏差下稳定工作。
29.4、该调控系统数据处理能力更强,控制效果更优;将多个控制子模块通过can总线技术联系在一起,数据经过子模块预处理之后,将运行所产生的各种状态参数传输给主控制模块进行统一管理。
附图说明
30.图1为一种实施例的锂电池极片轧制设备的专家控制器构建流程图;
31.图2为本发明专家控制器的一种实施例的锂电池极片轧制设备数据库结构示意图;
32.图3为本发明调控系统一种实施例的结构与控制原理框图;
33.图4为本发明主轧制模块一种实施例的限流启动电路结构图;
34.图5为本发明主轧制模块一种实施例的泵升电压控制电路结构图;
35.图6为本发明主轧制模块一种实施例的温度检测电路结构图;
36.图7为本发明主轧制模块一种实施例的过/欠压检测电路结构图;
37.图8为本发明主轧制模块一种实施例的电流检测电路结构图;
38.图9为本发明主轧制模块一种实施例的电机速度检测电路结构图;
39.图10为本发明放卷控制模块一种实施例的电机转速检测电路结构图;
40.图11为与放卷控制模块的电机转速检测电路相连的放卷电机编码器接口结构图。
具体实施方式
41.下面结合附图和实施方式对本发明的设计方案作进一步的说明。
42.本发明提供一种适用于锂电池极片轧制设备的专家控制器(简称专家控制器),该专家控制器包括锂电池极片轧制设备的知识库、调控规则集和专家推理机。
43.所述锂电池极片轧制设备(简称轧制设备)的知识库由事实集和数据库构成。
44.所述事实集为轧制设备的结构组成以及运行机理。首先对锂电池极片轧制设备按照具体功能进行划分,具体划分为放卷部分、辊压部分、收卷部分。放卷部分完成锂电池极片由整卷开卷这一步骤,需要进行监控的装置包括放卷伺服驱动电机、张力检测传感器、纠偏步进电机、极片带位置传感器;轧制部分完成整个极片轧制这一核心工艺,包括一组轧辊、轧制设备的主体牌坊、设备底座,这部分是轧制设备的主体部分;收卷部分对轧制结束的极片带进行重新收回这一步骤,需要进行监控的装置包括收卷伺服驱动电机、张力检测传感器、纠偏步进电机、极片带位置传感器;除去这3部分之外,轧制设备还包含一些必要的辅助部件,包括极片切刀平台、轧辊辊缝调节的液压装置和极片带导辊。轧制设备的基本运行机理:当轧制设备进行电池极片轧制时,首先需要由放卷伺服电机驱动放卷气胀轴,进而放出待轧制极片带,经过主轧制电机驱动的主轧辊进行轧制这一步骤,完成轧制之后的极片带通过由收卷伺服电机驱动的收卷气胀轴进行收卷。在轧制过程中,放卷气胀轴的线速度与主轧辊的线速度存在差值,主轧辊的线速度与收卷气胀轴之间存在差值,进而电池极片带产生张力。
45.数据库包括静态数据库和动态数据库。
46.静态数据库存储有六部分数据:(1)轧制设备在工况下的牌坊结构变形值、应力值和模态分析结果(即动态特性);(2)各个型号的极片带的各自最佳张力值;(3)各个型号极片带各自的最佳轧制速度;(4)极片带张力值和电机速度差值的对应关系;(5)收卷伺服电机角速度与放卷伺服电机角速度之间的匹配数据;(6)主轧制电机速度传感器、极片带纠偏位置传感器和极片带张力传感器的特性数据;
47.所述的轧制设备在工况下的牌坊结构变形、应力以及模态分析结果的获得方式:
首先在solidworks软件中根据主体牌坊的尺寸数据完成主体牌坊模型的搭建,之后将主体牌坊模型导入到ansys中,在主体牌坊的模型上添加与轧制设备实际运行时相同的受力进行仿真分析,然后对所得到的主体牌坊静力学应力值、变形量和模态分析结果进行准确记录;
48.所述的各个型号的极片带的各自最佳张力值,可以在轧制设备的调试过程中或实际生产过程中得到;利用显微设备以及其它分析仪器观察轧制后极片带致密性、厚度一致性;分析同种型号极片带的放卷张力、收卷张力与极片带质量的综合数据,最终得出各个型号极片带各自的最佳张力值(极片带的最佳张力值包括最佳放卷张力值和最佳收卷张力值,两者可能相同也可能不同)。
49.所述的不同型号极片带与轧制速度的对应关系由轧制设备在调试过程中或实际生产过程中所得到。根据不同宽度的极片带轧制后其致密性、极片带的断带率来综合确定所述的各型号极片带各自的最佳轧制速度的范围,并且建立起极片带最佳轧制速度的数据库;轧制速度由主轧制电机决定,通过控制主轧制电机速度即可控制轧制速度。
50.所述的极片带张力值和电机速度差值的对应关系的获得方式:首先,将锂电池极片带张力分为放卷张力与收卷张力两部分。电池极片带在轧制过程中,放卷气胀轴的线速度与主轧辊的线速度存在差值,使得电池极片带产生放卷张力;主轧辊的线速度与收卷气胀轴之间存在差值,使得电池极片带产生收卷张力。采用试生产的方式或者总结历史生产数据的方式,最终得到电池极片带的放卷张力值、放卷张力值与电机转速差的对应关系;
51.所述收卷伺服电机角速度与放卷伺服电机角速度的匹配数据的获得方式:在极片轧制过程中,主轧辊的轧制速度是非时变的,电池极片带由放卷气胀轴放出时的速度和电池极片带由收卷气胀轴收起时的速度也是非时变的。放卷气胀轴的线速度、轧辊的轧制速度、收卷气胀轴的线速度,这三者之间存在一定的差值方可产生极片带张力。首先,计算极片带放卷的实时卷筒直径值和极片带收卷时的实时卷筒直径值。然后,建立放卷辊和收卷辊的力矩平衡公式,使得极片带张力力矩、摩擦阻力力矩、卷筒惯性力矩和电机的输出转矩达成共同平衡。最后,根据力矩建立的放卷辊和收卷辊的力矩平衡公式,将卷筒卷芯部分视为实心的圆柱体,计算放卷部分卷芯和收卷部分卷芯的转动惯量,进而计算出收卷伺服电机角速度与放卷伺服电机角速度的匹配数据;
52.所述主轧制电机速度传感器、极片带纠偏位置传感器和极片带张力传感器的特性数据包括静态特性数据与动态特性数据。所述的主轧制电机速度传感器的静态特性数据包括线性度、灵敏度、分辨力、漂移量、电机速度测量阈值。所述的主轧制电机速度传感器的动态特性数据,对主轧制电机速度传感器分别输入标准阶跃信号和标准正弦信号,然后得到传感器在分别输入标准阶跃信号和标准正弦信号时的动态特性曲线。从标准阶跃信号的响应曲线中得到主轧制电机传感器的零状态响应,从标准正弦信号的动态特性曲线中分析得出主轧制电机传感器的幅频特性和相频特性。所述的极片带纠偏位置传感器的静态特性数据包括线性度、灵敏度、分辨力、漂移量、极片带位置偏移量的测量阈值。所述的极片带纠偏位置传感器的动态特性数据,对极片带纠偏位置传感器分别输入标准阶跃信号和标准正弦信号,然后得到传感器在分别输入标准阶跃信号和标准正弦信号时的动态特性曲线。从标准阶跃信号响应曲线中得到极片带纠偏位置传感器的零状态响应,从标准正弦信号动态特性曲线中得出极片带纠偏位置传感器的幅频特性和相频特性。所述的极片带张力传感器的
静态特性数据包括线性度、灵敏度、分辨力、漂移量、极片带张力的测量阈值。所述的极片带张力传感器的动态特性数据,分别对极片带张力传感器输入标准阶跃信号和正弦信号,然后得到传感器在分别输入标准阶跃信号和标准的正弦信号时的动态特性曲线,从标准阶跃信号响应曲线中得到极片带张力传感器的零状态响应,从标准正弦信号的动态特性曲线中分析得出极片带张力传感器的幅频特性和相频特性。
53.动态数据库存储每个采样周期内采集到的轧制设备的即时特征数据,每个采样周期设置为0.5秒,每个采样周期内得到的轧制设备的即时特征数据具体包括极片带实时张力值、极片带实时位置偏移量、主轧制电机转速、放卷伺服电机转速、收卷伺服电机转速;所述的极片带实时张力值由极片带张力传感器采集得到;所述的极片带实时位置偏移量由极片带纠偏位置传感器采集得到,所述主轧制电机转速值由主轧制电机速度传感器采集得来;所述放卷伺服电机转速和收卷伺服电机转速由对应的伺服电机内部编码器测得。
54.所述调控规则集包括四个方面的调控规则:
55.1)电机故障诊断规则:若由放卷伺服电机转速和收卷伺服电机转速最终转化得来的极片带线速度一致,而主轧制三相交流异步电机所测得的速度出现较大偏差,则说明主轧制电机速度测量出现故障;若主轧制三相交流异步电机和收卷伺服电机最终转化得来的极片带线速度一致,而放卷伺服电机所测得的转速出现较大偏差,则说明放卷伺服电机编码器出现故障;若放卷伺服电机和主轧制三相交流异步电机最终转化得来的极片带线速度一致,而收卷伺服电机出现较大偏差,则说明收卷伺服电机编码器出现故障;上述的主轧制电机速度测量出现故障、放卷伺服电机编码器出现故障、收卷伺服电机编码器出现故障任一情况出现时,必须停机排除故障。
56.2)极片带张力调控规则:根据静态数据库获得当前加工的极片带型号的最佳张力值(最佳放卷张力值和最佳收卷张力值),该最佳张力值即为设定值;并根据当前放卷张力值和收卷张力值的大小设置9种子规则分别进行调控:
57.(1)若当前放卷张力值和收卷张力值均比设定值(设定值与当前值的比较的主体为一一对应的关系,即当前的放卷张力值与设定的放卷张力值比较,当前的收卷张力值与设定的收卷张力值比较,下同)低5%~10%,此时极片带整体张力值过小,调控放卷电机的转矩、收卷电机的转矩和主轧制电机的转矩值均比前一决策周期内的值增加5%;
58.(2)若当前放卷张力值比设定值低5%~10%,收卷张力值比设定值低1%~5%,此时放卷张力值过小,收卷张力值偏小。调控放卷电机的转矩比前一决策周期内的值增加5%,收卷电机的转矩和主轧制电机的转矩值均比前一决策周期内的值增加3%;
59.(3)若当前放卷张力值和收卷张力值均比设定值低1%~5%,此时极片带整体张力值偏小,调控放卷电机的转矩、收卷电机的转矩和主轧制电机的转矩值均比前一决策周期内的值增加3%;
60.(4)若当前收卷张力值比设定值低5%~10%,放卷张力值比设定值低1%~5%,此时收卷张力值过小,放卷张力值偏小。调控收卷电机的转矩比前一决策周期内的值增加5%,放卷电机的转矩和主轧制电机的转矩值均比前一决策周期内的值增加3%;
61.(5)若当前放卷张力值和收卷张力值均处在设定值-1%~1%的范围内,则当前张力值处于稳定波动状态,使放卷电机的转矩、收卷电机的转矩、主轧制电机的转矩均保持当前数值;
62.(6)若当前放卷张力值和收卷张力值均比设定值高5%~10%,此时极片带整体张力值过大,调控放卷电机的转矩、收卷电机的转矩和主轧制电机的转矩值均比前一决策周期内的值降低5%;
63.(7)若当前放卷张力值比设定值高5%~10%,收卷张力值比设定值高1%~5%,此时放卷张力值过大,收卷张力值偏大。调控放卷电机的转矩比前一决策周期内的值降低5%,调控收卷电机的转矩和主轧制电机的转矩值均比前一决策周期内的值降低3%;
64.(8)若当前放卷张力值和收卷张力值均比设定值高1%~5%,此时极片带整体张力值偏大,调控放卷电机的转矩、收卷电机的转矩和主轧制电机的转矩值均比前一决策周期内的值降低3%;
65.(9)若当前收卷张力值比设定值高5%~10%,放卷张力值比设定值高1%~5%,此时收卷张力值过大,放卷张力值偏大。调控收卷电机的转矩比前一决策周期内的值降低5%,放卷电机的转矩和主轧制电机的转矩值均比前一决策周期内的值降低3%;
66.3)极片带轧制速度调控规则:根据静态数据库获得当前加工的极片带型号的最佳轧制速度,该最佳轧制速度即为设定值;并根据当前轧制速度的大小设置五个范围分别进行调控:
67.(1)若当前轧制速度值比设定值低3%~5%,此时轧制速度过慢,调控放卷交流伺服电机、收卷交流伺服电机和三相异步主轧制电机的供电频率均比前一决策周期内的值增加4%。
68.(2)若当前轧制速度值比设定值低1%~3%,此时轧制速度偏小,调控放卷交流伺服电机、收卷交流伺服电机和三相异步主轧制电机的供电频率均比前一决策周期内的值增加2%。
69.(3)若当前轧制速度值处在设定值-1%~1%的范围内,此时轧制速度处于稳定波动状态,调控放卷交流伺服电机、收卷交流伺服电机和三相异步主轧制电机的供电频率均保持当前值。
70.(4)若当前轧制速度值比设定值高1%~3%,此时轧制速度偏大,调控放卷交流伺服电机、收卷交流伺服电机和三相异步主轧制电机的供电频率均比前一决策周期内的值降低2%。
71.(5)若当前轧制速度值比设定值高3%~5%,此时轧制速度过快,调控放卷交流伺服电机、收卷交流伺服电机和三相异步主轧制电机的供电频率均比前一决策周期内的值降低4%。
72.4)极片带位置调控规则:将极片带偏移中心线的偏移量划分为6个偏差等级,根据即时偏移量大小分别进行调控:
73.(1)若当前极片带偏移中心线0.05mm以内,此时极片带的位置满足精度要求,纠偏步进电机不产生机械动作。
74.(2)若当前极片带偏移中心线0.05~0.1mm,此时发送控制指令,使纠偏步进电机得到1个步距的控制信号,带动纠偏调整机构来控制电池极片带向中心线方向移动。
75.(3)若当前极片带偏移中心线0.1~0.2mm,此时发送控制指令,使纠偏步进电机得到3个步距的控制信号,带动纠偏调整机构来控制电池极片带向中心线方向移动。
76.(4)若当前极片带偏移中心线0.2~0.5mm,此时发送控制指令,使纠偏步进电机得
到6个步距的控制信号,带动纠偏调整机构来控制电池极片带向中心线方向移动。
77.(5)若当前极片带偏移中心线0.5~1mm,此时发送控制指令,使纠偏步进电机得到10个步距的控制信号,带动纠偏调整机构来控制电池极片带向中心线方向移动。
78.(6)若当前极片带偏移量大于1mm,此时发送控制指令,使控制轧制设备停机,检查极片导向辊的几何形状是否发生变化,或者电池极片表面有异物影响其表面质量,然后检查各个导辊之间轴线是否平行。
79.专家推理机的工作周期时长为动态数据库中的设备的即时特征数据采样周期时长的整数倍。
80.所述专家推理机的工作周期设置为1秒,其工作周期包括两部分:在工作周期的前0.5秒,数据读入与预处理;在工作周期的后0.5秒,也叫决策周期,进行推理决策输出。该专家推理机采用前向链(正向推理)的控制方式。如图2所示,专家推理机的一个工作周期的工作过程如下:
81.步骤1.1:从动态数据库中读入设备的即时特征数据,包括极片带实时张力值、极片带实时位置偏移值、主轧制电机转速值、放卷伺服电机转速、收卷伺服电机转速;
82.步骤1.2:调用调控规则集的电机故障诊断规则进行电机故障的诊断,判断当前电机的运行状态。依据电机故障诊断规则,若最终判断出放卷伺服电机、收卷伺服电机、主轧制电机中的任何一个出现故障,则向轧制设备的控制系统发出停机指令,使轧制设备停机,进行检查;若最终判断出放卷伺服电机、收卷伺服电机、主轧制电机均未出现故障,则进行步骤1.3,
83.步骤1.3:调用调控规则集的极片带张力调控规则进行极片带张力的调控;读取静态数据库中对应极片带型号的最佳张力值,并将极片带实时张力值与其对比,根据极片带实时张力值的大小,向轧制设备的控制系统发出对应的控制指令,使轧制设备执行一次对应的调控规则;然后返回当前步骤,并进行步骤1.4。
84.步骤1.4:调用调控规则集的极片带轧制速度调控规则进行极片带轧制速度的调控;读取静态数据库中对应极片带型号的最佳轧制速度,并将当前极片带的轧制速度与其对比,根据当前极片带的轧制速度的大小,向轧制设备的控制系统发出对应的控制指令,使轧制设备执行一次对应的调控规则;然后返回当前步骤,并进行步骤1.5。
85.步骤1.5:调用调控规则集的极片带位置调控规则进行极片带位置的调控;根据极片带实时位置偏移值,向轧制设备的控制系统发出对应的控制指令,使轧制设备执行一次对应的调控规则;至此,该专家推理机的一个工作周期结束,然后跳转到步骤1.1,进入到下一个工作周期。
86.在上位机中的visual prolog开发环境中使用prolog语言将所述的轧制设备的知识库、调控规则集和专家推理机进行搭建,即可得到能够在上位机中运行的锂电池极片轧制设备的专家控制器。
87.进一步,本发明提供一种适用于锂电池极片轧制设备的调控系统(简称调控系统),该调控系统包括上位机、下位机系统,其特征在于,在所述上位机中设置有如上所述的专家控制器;所述下位机系统为轧制设备的控制系统,包括主控制模块、主轧制控制模块、放卷控制模块、收卷控制模块和纠偏控制模块,如图3所示。
88.上位机通过rs485总线与下位机系统中的主控制模块进行通讯,上位机向下位机
系统中的主控制模块发送控制指令;主轧制控制模块、放卷控制模块、收卷控制模块和纠偏控制模块对轧制设备进行周期性的数据采集,该数据即为设备的即时特征数据;所述的纠偏控制模块所测得极片带实时位置偏移量、主轧制控制模块所测得的主轧制电机转速、放卷控制模块所测得的放卷伺服电机转速、收卷控制模块所测得的收卷伺服电机转速以及设置在放卷控制模块与收卷控制模块内部的两个张力检测模块所测得的极片带实时张力值均经由can总线发送给下位机系统的主控制模块,再由下位机系统中的主控制模块将数据打包后通过rs485通讯集中发给上位机;上位机接收到上述数据后,以采样时间节点为标签将其存储在专家控制器的动态数据库中;
89.专家控制器接收下位机系统采集得到的主轧制电机转速、极片带实时张力值、放卷伺服电机转速、收卷伺服电机转速、极片带实时位置偏移量,并调用静态数据库中的数据进行相应的分析计算,专家推理机根据分析计算结果依次搜索出对应的调控规则;进而,上位机根据对应的调控规则向下位机系统发出控制指令,下位机系统接收到指令后,控制受控对象按照调控规则进行动作;
90.所述的下位机系统的主控制模块以stm32f407zet6作为微控制芯片,主控制模块是下位机系统中各个模块的主控制器,设置有can通讯接口和rs485通讯接口;下位机系统的主控制模块通过can通讯接口分别与主轧制控制模块、放卷控制模块、收卷控制模块和纠偏控制模块进行通讯;主控制模块接收到上位机专家控制器的调控指令后,如果该指令被控对象是放卷伺服电机,则主控制模块通过can总线发送控制指令给放卷控制模块;如果该指令被控对象是收卷伺服电机,则主控制模块通过can总线发送控制指令给收卷控制模块;如果该指令被控对象是主轧制电机,则主控制模块通过can总线发送控制指令给主轧制控制模块;如果该指令被控对象是纠偏步进电机,则主控制模块通过can总线发送控制指令给纠偏控制模块;
91.所述主轧制控制模块以stm32f407zet6作为微控制芯片,并设置有主轧制电机驱动部分和主轧制电机速度检测电路;主轧制控制模块通过can总线与主控制模块进行通讯,主轧制控制模块接收到主控制模块的控制指令之后,主轧制控制模块的微控制芯片stm32f407zet6处理接收到的指令之后控制主轧制电机驱动部分来实现主轧制电机速度的控制;主轧制控制模块内设置有主轧制电机速度传感器(sph318-2fs系列转速传感器),主轧制电机速度传感器将其检测到的主轧制电机的转速信号通过主轧制电机速度检测电路传输到主轧制模块的微控制芯片中,然后通过can总线通讯传送给主控制模块;
92.所述放卷控制模块以stm32f103zet6作为微控制芯片,放卷控制模块包括放卷伺服电机电机驱动部分、放卷伺服电机速度检测部分、张力检测模块;放卷控制模块通过can总线与主控制模块进行通讯,放卷控制模块接收到主控制模块的控制指令之后,放卷控制模块的微控制芯片stm32f103zet6处理接收到的指令之后控制放卷伺服电机驱动部分来实现放卷伺服电机的速度和转矩的控制;张力检测模块设置有极片带张力传感器(安优的clt-3r系列),极片带张力传感器将检测到的极片带实时张力值信号通过张力检测模块传输到放卷控制模块的微控制芯片中,然后通过can总线通讯将极片带实时张力值信号传送给主控制模块;放卷伺服电机的转速信号由其内部的编码器反馈所得,由微控制芯片的定时器引脚直接采集读入;放卷控制模块的微控制芯片读入放卷伺服电机的转速信号之后,使用can通讯的方式传输到主控制模块;
93.所述收卷控制模块以stm32f103zet6作为微控制芯片,收卷控制模块包括放卷伺服电机电机驱动部分、收卷伺服电机速度检测部分、张力检测模块;收卷控制模块通过can总线与主控制模块进行通讯,收卷控制模块接收到主控制模块的控制指令之后,收卷控制模块的微控制芯片stm32f103zet6处理接收到的指令之后控制收卷伺服电机驱动部分来实现收卷伺服电机的速度和转矩的控制;张力检测模块内设置有极片带张力传感器(安优的clt-3r系列),极片带张力传感器将其检测到的极片带实时张力值信号通过张力检测模块传输到收卷控制模块的微控制芯片中,然后通过can通讯将极片带实时张力值信号传送给主控制模块;收卷伺服电机的转速信号由其内部的编码器反馈所得,由微控制芯片的定时器引脚直接采集读入;收卷控制模块的微控制芯片读入收卷伺服电机的转速信号之后,使用can总线通讯的方式传输到主控制模块;
94.所述纠偏控制模块以stm32f103zet6作为微控制芯片,纠偏控制模块包括纠偏步进电机驱动部分、极片带位置偏移量检测部分;纠偏控制模块通过can总线与主控制模块进行通讯,纠偏控制模块接收到主控制模块的控制指令之后,纠偏控制模块的微控制芯片stm32f103zet6处理接收到的指令之后控制纠偏步进电机驱动部分来实现纠偏步进电机的转动方向和转动距离的控制;极片带位置偏移量检测部分设置有极片带纠偏位置传感器(kado的us2014/50系列超声波传感器,kado为凯多智能科技(上海)有限公司的缩写),极片带纠偏位置传感器将检测到的极片带实时位置偏移量信号通过极片带位置偏移量检测部分传输到纠偏控制模块的微控制芯片中,然后通过can通讯将极片带实时位置偏移量信号传送给主控制模块。
95.主轧制电机驱动部分包括限流启动电路、泵升电压控制电路、温度检测电路、过/欠压检测电路、电流检测电路;所述的限流启动电路主要包括电阻r80、电阻r85、滑动变阻器r86、电阻r78、电容c73、电压比较器u14(型号为lm393)、电阻r84、晶体反相器u15(型号为tlp521)、电阻r79、电阻r82、三极管q3(型号为s8050)、电阻r76、电阻r87、发光二极管d14、二极管d16(型号rf107)和继电器k1,电阻r80的一端与电阻r85的一端并联后与电压比较器u14的3号引脚连接,电阻r80的另一端连接母线电压p+端,电阻r85的另一端连接母线电压n端;滑动变阻器r86一端连接外部供电+5v,其滑动片通过导电线连接电压比较器u14的2号引脚,其另一端与电压比较器u14的gnd引脚通过导线并联后接地;电阻r78一端连接外部供电+5v,另一端分别连接电压比较器u14的1引脚和晶体反相器u15内部二极管的正极引脚;电容c73一端接地,另一端分别连接电压比较器u14的8号引脚和外部供电+5v;
96.电阻r84一端连接晶体反相器u15内部二极管的负极引脚,另一端接地;电阻r79一端连接晶体反相器u15内部三极管集电极,另一端连接外部供电+12v;电阻r82一端连接晶体反相器u15内部三极管发射极,另一端连接三极管q3的基极;三极管q3的发射级接地。继电器k1的1号引脚分别与发光二极管d16负极、电阻r76的一端、外部供电+24v连接,电阻r76的另一端与发光二极管d14的正极连接,继电器k1的2号引脚分别与发光二极管d16正极、发光二极管d14负极、三极管q3的集电极连接;继电器k1的3号引脚与电阻r87的一端并联后连接母线电压p+端,继电器k1的4号引脚与电阻r87的另一端并联后连接主轧制模块的整流滤波逆变电路的fp75r12kt4芯片的第28号管脚。
97.限流启动电路具体工作原理为:当母线两端的电压逐渐增大,即加在p+和n两端的电压逐渐增大,电阻r80和电阻r85为分压电阻,两个电阻大小比例为200:1,当母线两端的
电压达到正常工作的85%时,即537*0.85=456v时,此时分压的输出为2.27v,电阻r86滑动变阻器输出电压调节为2.25v即可。此时母线电压一旦超过正常工作电压的85%,电压比较器u14输出高电平,此时晶体反相器u15导通,三极管q3导通,三极管q3的集电极输出低电平,继电器k1吸合,将限流电阻r87短路,主电路进入正常工作。
98.具体的,主轧制模块泵升电压控制电路主要包括电阻r75、发光二极管d15、电容c71、电阻r77和晶体反相器u12(型号为tlp250),电阻r75的一端连接晶体反相器u12的2号引脚,另一端连接外部供电+5v;发光二极管d15的一端连接晶体反相器u12的3号引脚(if-引脚),其另一端连接主轧制模块的微控制芯片的pc1引脚;晶体反相器u12的8号引脚分别与外部供电+15v、电容c71的一端连接,电容c71的另一端接地;晶体反相器u12的7号引脚与6号引脚并联后与电阻r77的一端连接,电阻r77的另一端与主轧制模块的整流滤波逆变电路的fp75r12kt4芯片的第21号管脚。其具体工作原理为:该电路与过压、欠压检测电路使用的是同一传感器,当单片机收到制动的信号时,过、欠压检测电路失效。在本设计中,设定当泵升电压高于正常电压的1.15倍时,主控芯片发出低电平信号,晶体反相器u12的内部光耦导通,引脚6和引脚7发出15v的驱动电压驱动pim模块中制动igbt,igbt导通从而接通制动电阻,这样就可使能量全部消耗在制动电阻上,确保主回路正常工作。当传感器检测到的电压回归正常值时,主控芯片发出高电平,晶体反相器u12中的光耦关闭从而断开制动电阻。
99.具体的,主轧制模块温度检测电路主要包括二极管d17、电阻r83和运算放大器u16(lm358),二极管d17的输入端分别连接主轧制模块的微控制芯片的pa2引脚(temper adc)、运算放大器u16的6号引脚、7号引脚,二极管d17的输出端分别连接外部供电+3.3v、电阻r83的一端,电阻r83的另一端分别与运算放大器u16的5号引脚和主轧制模块的整流滤波逆变电路的fp75r12kt4芯片的15号引脚连接;运算放大器u16的4号引脚接地,其8号引脚连接外部供电+5v。其具体工作原理为:采用分压法,将电阻r83一端与整流滤波逆变电路的fp75r12kt4芯片的15号连接,其16号引脚连gnd,电路中接入热敏电阻。由于热敏电阻的变化范围是300ω~3kω,为保证测量精度,r83选择2kω的电阻,利用芯片lm358设计电压跟随电路,将从芯片lm358的5号引脚采集到的电压信号输出给主轧制模块的微控制芯片,再由程序转换成温度信号,实时监控温度信号,一旦温度过大,立即关断igbt。
100.具体的,主轧制模块过/欠压检测电路主要包括电阻r89、电阻r90、电阻r91、电阻r92、电阻r93、电容c78和霍尔电压传感器u19(型号为lv25-p),电阻r89一端连接母线电压p+,另一端分别连接电阻r90和电阻r91的一端;电阻r91的另一端分别连接母线电压n端和霍尔电压传感器u19的-ht引脚,电阻r90的另一端连接霍尔电压传感器u19的+ht引脚;电阻r92的一端分别连接霍尔电压传感器u19的m引脚和电阻r93的一端,其另一端分别连接电容c78的一端和主轧制模块的微控制芯片的pa0引脚(ov+adc引脚),电阻r93的另一端与电容c78的一端的另一端并联后接地。该检测电路具体工作原理为:电路采取电阻分压的方法,先将母线的电压经过r89、r90、r91分压,由于lv25-p芯片的原始有效电流为10ma,因此分压后进入芯片的电流最好在10ma之间波动,这样才能达到最佳检测状态。后将获得的电流信号通过r93转变为主轧制模块的微控制芯片可采集的电压信号,完成信号的采集。
101.具体的,主轧制模块电流检测电路主要包括电流传感器u13(型号为acs758)、电流传感器u17(型号为acs758)、电阻r81、电阻r88、电容c72、电容c74、电容c75、电容c76、电容c77、二极管d18、二极管d19、二极管d20、二极管d21和电压比较器u18(型号为lm358),电容
c72的一端分别连接外部供电+3.3v和电流传感器u13的1号引脚,其另一端分别接地和电流传感器u13的2号引脚;电阻r81一端接电流传感器u13的3引脚,另一端分别连接电容c74的一端和电压比较器u18的3号引脚,电容c74的另一端分别接地线和电压比较器u18的4号引脚。
102.电容c75的一端分别连接外部供电+3.3v和电流传感器u17的1号引脚,其另一端分别接地线和电流传感器u17的2号引脚,电阻r88一端接电流传感器u17的3号引脚,其另一端分别接电压比较器u18的5号引脚和电容c77的一端,电容c77的另一端接地;二极管d20与二极管d21的一端并联后分别连接电压比较器u18的6号引脚、7号引脚,二极管d20的另一端接外部供电+3.3v,二极管d21的另一端接地;电容c76的一端分别接电压比较器u18的8号引脚和外部供电+5v,其另一端接地;二极管d18与二极管d19的一端并联后分别连接电压比较器u18的1号引脚、2号引脚,二极管d18的另一端接外部供电+3.3v,二极管d19的另一端接地。
103.电流传感器u13的ip+引脚(u0)分别连接主轧制模块的整流滤波逆变电路的fp75r12kt4芯片的7管脚和8管脚,其ip-引脚连接外部物理导线u;电流传感器u17的ip+管脚(v0)分别连接主轧制模块的整流滤波逆变电路的fp75r12kt4芯片的9管脚和10管脚,其ip-管脚连接外部物理导线v;
104.主轧制模块电流检测电路具体工作原理为:电流传感器芯片的1号引脚(vcc引脚)为供电电压输入端,3号引脚(viout引脚)为电流传感器芯片输出的电压,即传入到单片机stm32中的a/d转换器检测的电压。所需检测的电机的额定电流为30a,当供电电源为3.3v时,30a的被检测电流经电流传感器(acs758)输出电压为2.85v,而stm32中a/d转换器可检测的电压范围为0~3.3v,满足检测范围。在两个电流传感器的后级电路中加入了一个电压比较器u18(lm358),lm358内部有两路运放,利用它做出了两组电压跟随电路用以匹配阻抗,图中的二极管起到了钳位作用,防止电流过大损坏主控芯片。
105.具体的,主轧制模块电机速度检测电路主要包括电阻r46、高速光耦u20(型号为6n137s(ta))、电容c55和电阻r47,电阻r46的一端连接a相脉冲信号输出端(附图10中a表示a相脉冲信号输出端),其另一端连接高速光耦u20的2号引脚,高速光耦u20的3号引脚接地;电容c55的一端分别接外部供电+5v、电阻r47的一端、高速光耦u20的8号引脚,电容c55的另一端分别接地线和高速光耦u20的5号引脚;电阻r47的另一端分别接高速光耦u20的6号引脚和主轧制模块的微控制芯片的a相定时器引脚(qep a为该引脚为qep工作模式,监控a相脉冲输出信号)。
106.主轧制模块电机速度检测电路具体工作原理为:选用欧姆龙(omron)公司生产的光电编码器。它由5~24v直流电压供电,有三路输出,分为a相、b相、z相。其中a相和b相是脉冲输出信号,相位差为90
°
,分辨率为1200p/r,即每转一圈输出1200个脉冲,而z相表示每转输出一个脉冲。a、b、z三相电路设计相同,即光电编码器的a、b、z相脉冲信号经过高速光耦6n137后,将主轧制模块的微控制芯片定时器的引脚调为qep工作模式,信号传入主轧制模块的微控制芯片便可实时监控三相异步电机速度。
107.具体的,放卷控制模块电机转速检测电路主要包括电压比较器u1(型号为lm339)、电容c1、电阻r5、电阻r6、电阻r7、电阻r8、电阻r9、电阻r10、电容c4、电容c5、电容c6和光耦u2、光耦u3、光耦u4(光耦型号均为6n135),电压比较器u1的4号、5号、6号、7号、8号、9号引脚分别与放卷电机编码器接口d connector 15的三对互补信号输出引脚相连接,电容c1的一
端分别连接外部供电+5v和电压比较器u1的3号引脚,另一端接地;电阻r5的一端接光耦u2的2号引脚,其另一端接外部供电+5v;电阻r6的一端接光耦u3的2号引脚,其另一端接外部供电+5v;电阻r7的一端接光耦u4的2号引脚,其另一端接外部供电+5v;电阻r8的一端分别与光耦u2的8号引脚、外部供电+3.3v、电容c5的一端连接,电阻r8的另一端分别连接光耦u2的6号引脚、放卷控制模块的微控制芯片的a1引脚,电容c5的另一端分别接地线和光耦u2的5号引脚;电阻r9的一端分别与光耦u3的8号引脚、外部供电+3.3v、电容c4的一端连接,电阻r9的另一端分别连接光耦u3的6号引脚、放卷控制模块的微控制芯片的b1引脚,电容c4的另一端分别接地线和光耦u3的5号引脚;电阻r10的一端分别与光耦u4的8号引脚、外部供电+3.3v、电容c6的一端连接,电阻r10的另一端分别连接光耦u4的6号引脚、放卷控制模块的微控制芯片的z1引脚,电容c6的另一端分别接地线和光耦u4的5号引脚;
108.放卷控制模块电机转速检测电路的具体工作原理为:j2为与放卷电机编码器相连的接口,编码器将三对互补信号输出给电压比较器u1(lm339),这芯片lm339作为电压比较器使用,输出三路脉冲信号。由于需要对lm339输出的信号进行电压匹配与电气隔离,在这里选用三路光耦6n135进行隔离,最后再分别送入放卷控制模块的微控制芯片的三相定时器引脚,从而完成对放卷电机速度的检测。
109.本发明未述及之处适用于现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1