一种高强度耐磨耐腐蚀型触头的制造方法与流程
1.本发明属于高压电器领域,特别涉及一种高强度耐磨耐腐蚀型触头的制造方法。
背景技术:
2.高压隔离开关触头是变电站重要的导体材料之一,由动触头和静触头两部分组成,一般采用纯铜表面电镀纯银的方法进行制备。纯铜具有优异的导电、导热及延展性,是制作开关触头的主要材料,但是纯铜的强度低,耐腐蚀性能差,对触头导电的不利影响为:铜的氧化膜导电性极差,氧化后动、静触头之间接触电阻非常大;而且纯铜强度低容易变形,会造成接触压力降低,进而增加接触电阻,过大的接触电阻在通过大电流时会出现异常的触头发热。
3.纯铜表面电镀纯银主要是为了解决纯铜耐腐蚀性能差的问题。与铜相比,银的氧化膜导电性更强,更容易碎裂、分解,因此隔离开关触头一般是在纯铜的表面镀银后隔绝铜基体与大气,从而避免因触头表面氧化造成的异常发热问题。但是纯银镀层存在耐磨性差的问题,由于动、静触头接触部位发生摩擦磨损,磨损后裸漏的纯铜基体很快氧化后仍然会造成隔离开关发热问题,而且整体电镀纯银的成本较高。为了解决纯铜强度低的问题,触头一般通过弹簧结构增加动触头和静触头之间压紧力,在通电过程弹簧结构会造成触头分流问题,会增加触头异常发热的风险。
4.触头异常发热会加剧触头的氧化和失效,甚至导致触头烧毁失效,会造成安全事故、大面积停电和增加维修更换耗时耗成本等问题,严重危害到电网的安全稳定运行。
5.因此,提高触头基材的强度、耐腐蚀性能和改善电镀层的耐磨性能,是缓解触头发热问题的有效措施。
技术实现要素:
6.为解决上述问题,本发明提出一种高强度耐磨耐腐蚀型触头的制造方法,采用铜铬(锆)合金为自力型触头的基材,在基材表面覆盖较薄、耐腐蚀的锌电镀层,并在触头接触区刷镀较厚、高导、耐磨的银锑合金层,提高了触头的抗腐蚀效果和耐磨性,延长了触头的使用寿命,解决了弹簧分流问题,并改善了制备过程环境污染的问题。
7.本发明解决其技术问题是采用以下技术方案来实现的,依据本发明提出的一种高强度耐磨耐腐蚀型触头的制造方法,包括以下步骤:
8.1)以成分均匀的铜铬合金或铜铬锆合金的铸锭为原材料,铸锭经过固溶热处理、水淬、去除氧化皮和轧制后,获得合金板材;
9.2)将步骤1)所得合金板材放在钢模或石墨模的模具中,采用精密锻造或冲压成型的方法制备出动触头合金基材和静触头合金基材;
10.3)在动触头合金基材和静触头合金基材的表面均通过电镀的方法整体电镀锌电镀层;
11.4)将动、静触头接触区的锌电镀层去除,然后在该区域刷镀银锑合金层,得到动触
头合金结构件ⅰ和静触头合金结构件ⅱ;
12.5)将上、下两片动触头合金结构件ⅰ通过螺栓螺母配件固定连接,然后将动触头再与隔离开关支架ⅰ固定连接,上、下两片静触头合金结构件ⅱ通过螺栓螺母配件与隔离开关支架ⅱ固定连接,最终得到高强度耐磨耐腐蚀型触头。
13.进一步地,步骤1)中所述原材料中铬元素的质量百分比为0.1-0.5%,锆元素的质量百分比为0-0.05%,其余为铜元素。
14.进一步地,步骤4)中所述的银锑合金层中锑元素的质量百分比为0.5-1.5%,其余为银元素。
15.进一步地,步骤3)中锌电镀层的厚度为20-30μm。
16.进一步地,步骤4)中银锑合金层的厚度为30-40μm。
17.进一步地,动触头合金基材和静触头合金基材的弯曲区域还制作有加厚结构,动触头合金基材和静触头合金基材上还设置有加强筋。
18.进一步地,在步骤1)板材成型时通过锻造的方法增加加厚结构和加强筋,或者,在步骤2)触头合金基材成型时通过锻造的方法增加加厚结构和加强筋。
19.进一步地,银锑合金层凸出锌电镀层表面。
20.与现有技术相比,本发明具有以下优点:
21.(1)本发明采用熔炼和轧制工艺制备铜铬或铜铬锆合金,作为自力型触头基材,能够满足大批量生产需求,控制触头成本,触头不易变形,不需设置弹簧就能提供持续的压紧力。同时合金基材强度和耐腐蚀性能的提高能够增加触头的抗变形能力和抗氧化腐蚀能力,从而提高触头使用寿命,高强度的基材有助于制备自力型触头以解决传统触头弹簧部件分流问题。
22.(2)本发明在触头接触区域采用较厚、高导、耐磨的银锑合金层,其它区域采用成本更低和更耐腐蚀的锌电镀层,能够发挥不同区域的效用,并因贵重金属银用量的减少实现制造成本的节省。采用铜铬合金或铜铬锆合金替换纯铜基材能够改善触头之间的压紧力,基于铜铬合金或铜铬锆合金的自力型触头能够替换原有带弹簧结构的触头改善分流问题。其中银锑合金层主要发挥高导耐磨的效用,锌电镀层主要发挥低成本和防腐的效用。
23.(3)动、静触头的加厚结构和加强筋结构有助于提高触头的抗变形能力,满足自力型触头的制作需求。触头抗变形能力的提高能够保障使用过程动、静触头的压紧力,减少因压紧力降低造成的接触电阻增大问题。
24.(4)本发明提高了触头基材的强度和耐腐蚀性能,能够减少因镀层快速磨损、基体腐蚀和分流问题造成的触头异常发热甚至触头烧毁事故,从而延长触头的使用寿命。
附图说明
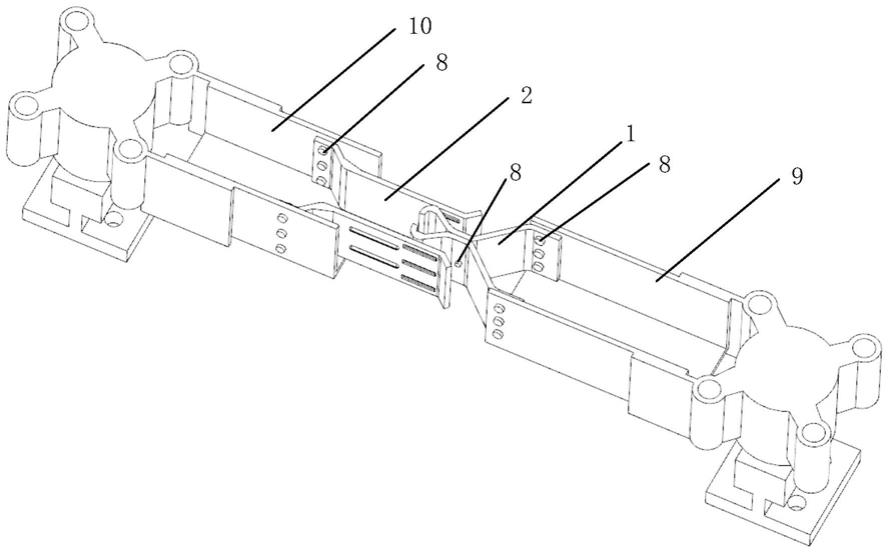
25.图1是本发明一种高强度耐磨耐腐蚀型触头的安装示意图;
26.图2是本发明一种高强度耐磨耐腐蚀型触头示意图;
27.图3是图2的静触头铜铬合金结构件ⅱ的示意图;
28.图4是图2的动触头铜铬合金结构件ⅰ的示意图;
29.图5是图4的剖视图。
30.其中,1-动触头,2-静触头,3-合金基材,4-银锑合金层,5-锌电镀层,6-加厚结构,
7-加强筋,8-螺栓螺母配件,9-隔离开关支架ⅰ,10-隔离开关支架ⅱ。
具体实施方式
31.为了更好地理解本发明的内容,下面将结合具体实施例和附图来进一步阐述本发明,但本发明的保护范围不限于下述实施例。
32.本发明涉及一种高强度耐磨耐腐蚀型触头的制造方法,包括:
33.1)以成分均匀的铜铬或铜铬锆合金的铸锭为原材料,原材料中铬元素的质量百分比为0.1-0.5%,锆元素的质量百分比为0-0.05%,其余为铜元素;铸锭经过固溶热处理、水淬、去除氧化皮和轧制后,获得合金板材;所述的固溶热处理、水淬、去除氧化皮和轧制的加工工艺按照铜铬合金加工工艺进行。
34.2)将步骤1)所得合金板材放在钢模或石墨模的模具中,采用精密锻造或冲压成型的方法制备出动触头合金基材和静触头合金基材。
35.3)在动触头合金基材和静触头合金基材的表面均通过电镀的方法整体电镀锌电镀层,锌电镀层的厚度为20-30μm。
36.4)将动、静触头接触区的锌电镀层去除,然后在该区域刷镀银锑合金层,银锑合金层中锑元素的质量百分比为0.5-1.5%,其余为银元素,银锑合金层的厚度为30-40μm;最终得到动触头合金结构件ⅰ和静触头合金结构件ⅱ。
37.5)将上、下两片动触头合金结构件ⅰ通过螺栓螺母配件固定连接,然后将动触头再与隔离开关支架ⅰ固定连接,上、下两片静触头合金结构件ⅱ通过螺栓螺母配件与隔离开关支架ⅱ固定连接,最终得到如图1所示的高强度耐磨耐腐蚀型触头,该触头不易变形,不需设置弹簧结构,是一种自力型触头。
38.所述的上下两片动触头合金结构件ⅰ为镜像对称,上下两片静触头合金结构件ⅱ为镜像对称。
39.优选的,动触头合金基材和静触头合金基材的弯曲区域可采用加厚结构,动触头铜铬合金基材和静触头铜铬合金基材上还可以设置加强筋结构。
40.进一步地,当动触头和静触头具有上述加厚结构和加强筋结构时,可以在步骤(1)板材成型时通过锻造的方法增加加厚结构和加强筋结构,也可以在步骤(2)触头合金基材成型时通过锻造的方法增加加厚结构和加强筋结构。
41.通过以上方法得到的高强度耐磨耐腐蚀型动触头合金结构件ⅰ和静触头合金结构件ⅱ均包括铜铬合金基材、锌电镀层和银锑合金层,所述的锌电镀层通过电镀的方法覆盖在铜铬合金基材表面,动触头合金结构件ⅰ与静触头合金结构件ⅱ的接触区均通过刷镀的方法覆盖银锑合金层,且银锑合金层凸出锌电镀层表面。
42.进一步地,静触头合金结构件ⅱ的接触区向动触头合金结构件ⅰ的接触区方向凸出,便于动、静触头形成可靠稳定的接触,同时在静触头合金结构件ⅱ的接触区刷镀所述的银锑合金层。
43.进一步地,动触头合金结构件ⅰ和静触头合金结构件ⅱ的合金基材的材料可以相同也可以不同。动触头合金结构件ⅰ和静触头合金结构件ⅱ的锌电镀层的厚度可以相同也可以不相同,动触头合金结构件ⅰ和静触头合金结构件ⅱ的银锑合金层中锑含量可以相同也可以不相同,且银锑合金层的厚度可以相同也可以不相同。
44.实施例1:
45.1)以成分均匀的铜铬合金的铸锭为原材料,原材料中铬元素的质量百分比为0.3%,其余为铜元素;铸锭经过固溶热处理、水淬、去除氧化皮和轧制后,获得合金板材;所述的固溶热处理、水淬、去除氧化皮和轧制的加工工艺按照铜铬合金加工工艺进行。
46.2)将步骤1)所得合金板材放在钢模或石墨模的模具中,采用精密锻造或冲压成型的方法制备出动触头合金基材和静触头合金基材。
47.3)在动触头合金基材和静触头合金基材的表面均通过电镀的方法整体电镀锌电镀层,动触头锌电镀层的厚度为20μm,静触头锌电镀层的厚度为25μm。
48.4)将动、静触头接触区的锌电镀层去除,然后在该区域刷镀银锑合金层,银锑合金层中锑元素的质量百分比为0.5%,其余为银元素,动触头银锑合金层的厚度为30μm,静触头银锑合金层的厚度为35μm,最终得到动触头合金结构件ⅰ和静触头合金结构件ⅱ。
49.5)将上下两片动触头合金结构件ⅰ通过螺栓螺母配件固定连接,然后将动触头再与隔离开关支架ⅰ固定连接,静触头合金结构件ⅱ通过螺栓螺母配件与隔离开关支架ⅱ固定连接,最终得到如图1所示的高强度耐磨耐腐蚀型触头,该触头不易变形,不需设置弹簧结构,是一种自力型触头。
50.实施例2:
51.1)以成分均匀的铜铬锆合金的铸锭为原材料,原材料中铬元素的质量百分比为0.1%,锆元素的质量百分比为0.05%,其余为铜元素;铸锭经过固溶热处理、水淬、去除氧化皮和轧制后,获得合金板材;所述的固溶热处理、水淬、去除氧化皮和轧制的加工工艺按照铜铬合金加工工艺进行。
52.2)将步骤1)所得合金板材放在钢模或石墨模的模具中,采用精密锻造的方法制备出动触头合金基材和静触头合金基材,同时在动触头和静触头合金基材的弯曲区域采用锻造的方法制作加厚结构,以及在动、静触头合金基材上均采用锻造的方法制作加强筋。
53.3)在动触头合金基材和静触头合金基材的表面均通过电镀的方法整体电镀锌电镀层,动触头锌电镀层的厚度为25μm,静触头锌电镀层的厚度为25μm。
54.4)将动、静触头接触区的锌电镀层去除,然后在该区域刷镀银锑合金层,银锑合金层中锑元素的质量百分比为1.5%,其余为银元素,动触头银锑合金层的厚度为40μm,静触头银锑合金层的厚度为40μm,最终得到动触头合金结构件ⅰ和静触头合金结构件ⅱ。
55.5)将上下两片动触头合金结构件ⅰ通过螺栓螺母配件固定连接,然后将动触头再与隔离开关支架ⅰ固定连接,静触头合金结构件ⅱ通过螺栓螺母配件与隔离开关支架ⅱ固定连接,最终得到如图1所示的高强度耐磨耐腐蚀型触头,该触头不易变形,不需设置弹簧结构,是一种自力型触头。
56.实施例3:
57.1)以成分均匀的铜铬锆合金的铸锭为原材料,原材料中铬元素的质量百分比为0.5%,锆元素的质量百分比为0.03%,其余为铜元素;铸锭经过固溶热处理、水淬、去除氧化皮和轧制后,获得合金板材;所述的固溶热处理、水淬、去除氧化皮和轧制的加工工艺按照铜铬合金加工工艺进行。
58.2)将步骤1)所得合金板材放在钢模或石墨模的模具中,采用精密锻造的方法制备出动触头合金基材和静触头合金基材,同时在动触头和静触头合金基材的弯曲区域采用锻
造的方法制作加厚结构,以及在静触头合金基材上采用锻造的方法制作加强筋。
59.3)在动触头合金基材和静触头合金基材的表面均通过电镀的方法整体电镀锌电镀层,动触头锌电镀层的厚度为30μm,静触头锌电镀层的厚度为25μm。
60.4)将动、静触头接触区的锌电镀层去除,然后在该区域刷镀银锑合金层,银锑合金层中锑元素的质量百分比为0.8%,其余为银元素,动触头银锑合金层的厚度为40μm,静触头银锑合金层的厚度为40μm,最终得到动触头合金结构件ⅰ和静触头合金结构件ⅱ。
61.5)将上下两片动触头合金结构件ⅰ通过螺栓螺母配件固定连接,然后将动触头再与隔离开关支架ⅰ固定连接,静触头合金结构件ⅱ通过螺栓螺母配件与隔离开关支架ⅱ固定连接,最终得到如图1所示的高强度耐磨耐腐蚀型触头,该触头不易变形,不需设置弹簧结构,是一种自力型触头。
62.实施例4:
63.1)以成分均匀的铜铬合金的铸锭为原材料,原材料中铬元素的质量百分比为0.5%,其余为铜元素;铸锭经过固溶热处理、水淬、去除氧化皮和轧制后,获得合金板材;所述的固溶热处理、水淬、去除氧化皮和轧制的加工工艺按照铜铬合金加工工艺进行。
64.2)将步骤1)所得合金板材放在钢模或石墨模的模具中,采用精密锻造的方法制备出动触头合金基材和静触头合金基材,同时在动触头和静触头合金基材的弯曲区域采用锻造的方法制作加厚结构,以及在静触头合金基材上采用锻造的方法制作加强筋。
65.3)在动触头合金基材和静触头合金基材的表面均通过电镀的方法整体电镀锌电镀层,动触头锌电镀层的厚度为20μm,静触头锌电镀层的厚度为20μm。
66.4)将动、静触头接触区的锌电镀层去除,然后在该区域刷镀银锑合金层,银锑合金层中锑元素的质量百分比为1.2%,其余为银元素,动触头银锑合金层的厚度为35μm,静触头银锑合金层的厚度为35μm,最终得到动触头合金结构件ⅰ和静触头合金结构件ⅱ。
67.5)将上下两片动触头合金结构件ⅰ通过螺栓螺母配件固定连接,然后将动触头再与隔离开关支架ⅰ固定连接,静触头合金结构件ⅱ通过螺栓螺母配件与隔离开关支架ⅱ固定连接,最终得到如图1所示的高强度耐磨耐腐蚀型触头,该触头不易变形,不需设置弹簧结构,是一种自力型触头。
68.本发明以铜铬合金或者铜铬锆合金的铸锭为触头的基材,先通过锻造或冲压成型的方法制备出合金板材,再制备出触头合金基材,然后在合金基材表面电镀一层较薄、成本更低、更耐腐蚀的锌层作为合金基材的防护层,在动静触头的接触区域采用刷镀的方法制作一层较厚、高导、耐磨的银锑合金层作为动、静触头接触区域的表面防护层,同时在动静触头的弯曲区域做加厚处理,并可以进一步在动静触头上增加加强筋结构,通过以上方案制备得到一种自力型触头合金结构件,然后通过螺栓螺母配件固定在一起并与隔离开关支架固定在一起。本发明通过以上方法解决了传统的触头弹簧部件分流的问题,并在保持较高导电性的基础上显著提高了基材的耐腐蚀性能,延缓了触头脱落后的基材腐蚀进度。由于对银的使用量有所降低,因而极大地降低了触头表面防护的成本。动、静触头的加厚结构和加强筋结构有助于提高触头的抗变形能力,满足自力型触头的制作需求。触头抗变形能力的提高能够保障使用过程动、静触头的压紧力,减少因压紧力降低造成的接触电阻增大问题。
69.以上所述仅是本发明的实施例,并非对本发明作任何形式上的限制,本发明还可
以根据以上结构和功能具有其它形式的实施例,不再一一列举。因此,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1