一种p基硅背接触太阳能电池及其制备方法与流程
1.本技术涉及太阳能电池技术领域,尤其涉及一种p基硅背接触太阳能电池及其制备方法。
背景技术:
2.背接触太阳能电池是一种将电池正负极栅线均放置在电池背面的电池,电池的受光面无任何的金属电极遮挡,可增加光吸收,有效提高了电池的短路电流,提高了电池的能量转换效率。
3.现有p型太阳能背接触电池采用p型硅基底作为基地材料、电极结构为交叉等间距电极,该p型背接触电池中n型区域的占电池背面区域的50%
‑
70%,n型区域占比过低导致短路电流密度低、填充因子低;在电池电极铺设过程中,常采用丝网印刷技术使金属栅线与硅直接接触,由于金属栅线与硅的接触界面的复合电流密度大,易造成电池的开路电压降低的问题。采用银浆作为金属栅线,不仅串联电阻高,造成电池填充因子低,而且银与铜、锡单质昂贵,金属化成本持续走高等问题。
技术实现要素:
4.本技术提供了一种p基硅背接触太阳能电池及其制备方法,以解决现有p基硅背接触电池短路电流密度低、填充因子低以及电压开路电压低和金属化成本高的问题。
5.本技术采用的技术方案如下:第一方面,本发明提供了一种p基硅背接触太阳能电池,包括:p型硅片;位于p型硅片正面的p+型扩散层及一层或多层第一钝化层;所述p+型扩散层是在所述p型硅片正面掺杂b制成的;还包括:位于p型硅片背面的隧穿层,所述隧穿层为氧化硅;位于隧穿层背面的p+型区域,所述p+型区域呈点状且阵列分布;覆盖在每个p+型区域背面的一层或多层第三钝化层;位于隧穿层背面的n+型多晶硅层,所述n+型多晶硅层处于p+型区域与所述第三钝化层以外的区域;覆盖在n+型多晶硅层上的一层或多层第二钝化层;位于第二钝化层背面的绝缘胶层,且所述绝缘胶层处于横向或纵向相邻的两个点状的所述p+型区域和所述第三钝化层之间;位于第二钝化层背面的阵列点状第一金属浆料,覆盖在同一横向或竖向的所述点状第一金属浆料上的第二金属浆料;或贯穿所述第二钝化层具有点状孔,且在所述点状孔内设置点状第六金属浆料,覆盖同一横向或竖向所述点状第六金属浆料上的第二金属浆料;所述第二金属浆料作为负极栅线,第一金属浆料为烧穿型银浆料;所述第二金属浆料为锡、铜和银的混合膏体浆料,所述第六金属浆料为非烧穿型银浆;位于第三钝化层背面且在相邻的横向或纵向的所述点状第一金属浆料之间的阵
列点状第三金属浆料,处于所述负极栅线平行方向上且覆盖在所述点状第三金属浆料和所述绝缘胶层上的第四金属浆料,或贯穿所述第三钝化层且位于相邻的横向或纵向的所述点状第一金属浆料之间的阵列点状孔,并在所述阵列点状孔中设置有点状第五金属浆料,处于所述负极栅线平行方向上且在所述点状第五金属浆料和所述绝缘胶层上的第四金属浆料;所述第四金属浆料作为正极栅线,所述第三金属浆料为烧穿型银铝或银硼浆料,第四金属浆料为锡、铜和银的混合膏体浆料,所述第五金属浆料为非烧穿型银铝浆料或者银硼浆料。
6.进一步地,贯穿所述第二钝化层具有点状激光孔,所述点状激光孔内设置点状第六金属浆料,且所述第六金属浆料与所述n+型多晶硅层直接接触;覆盖同一横向或竖向上的所述点状第六金属浆料上的第二金属浆料;所述点状激光孔为采用激光消融去除第二钝化层而得;贯穿所述第三钝化层且位于相邻的横向或纵向的所述点状第一金属浆料之间的阵列点状激光孔,所述阵列点状激光孔中设置有点状第五金属浆料,且所述第五金属浆料与所述p型硅片直接接触;所述第五金属浆料和p型硅片基体经高温烧结在第五金属浆料和p型硅片的界面形成p+层;所述点状第五金属浆料的几何中心与所述阵列点状激光孔的几何中心对齐,且所述阵列点状激光孔的面积小于所述p+型区域;所述阵列点状激光孔采用皮秒或纳秒激光消融去除第三钝化层而得。
7.进一步地,所述绝缘胶层的宽度为20
‑
200微米,厚度为5
‑
50微米,间断设置的所述绝缘胶层至少覆盖到所述n+型多晶硅层的区域边缘。
8.进一步地,所述p+型区域的点状规格可为圆形或多边形;所述p+型区域的面积为0.03
‑
3平方毫米。
9.第二方面,本发明还提供一种p基硅背接触太阳能电池的制备方法,用于制备如上所述的p基硅背接触太阳能电池,所述方法包括:在p型硅片正面制备p+型扩散层,所述p+型扩散层是在所述p型硅片正面掺杂b制成的;所述方法还包括:在所述p型硅片背面制备隧穿层,所述隧穿层为氧化硅层,制备所述氧化硅层采用pecvd或者lpcvd工艺;在所述隧穿层背面制备n+型多晶硅层,所述n+型多晶硅层为p掺杂的n+型多晶硅经热激活形成;将所述n+型多晶硅层阵列点状激光消融去除形成点状的p+型区域,所述阵列点状消融去除为采用皮秒或纳秒激光刻蚀;在背面具有所述p+型区域和所述n+型多晶硅层、正面具有所述p+型扩散层的所述p型硅片上双面制备钝化层,即在所述p+型扩散层正面形成第一钝化层、在所述n+型多晶硅层背面制备第二钝化层,以及在所述p+型区域制备第三钝化层;在所述第二钝化层背面制备绝缘胶层,且所述绝缘胶层处于横向或纵向中相邻的两个点状的所述p+型区域和第三钝化层之间,所述绝缘胶层采用丝网印刷、转移印刷或喷墨打印制备;在所述第二钝化层背面制备点状第一金属浆料,在同一横向或竖向上的点状第一金属浆料上制备第二金属浆料;或在所述第二钝化层背面点状开孔去除所述第二钝化层,且在所述点状孔内设置点状第六金属浆料,在同一横向或竖向上的所述点状第六金属浆料
上制备第二金属浆料;第一金属浆料为烧穿型银浆料;所述第二金属浆料为锡、铜和银的混合膏体浆料,所述第六金属浆料为非烧穿型银浆;所述第二金属浆料作为负极栅线;在第三钝化背面且相邻的纵向或横向的所述第一金属浆料之间制备阵列点状第三金属浆料,在处于负极栅线平行方向上制备覆盖在点状第三金属浆料上和所述绝缘胶层上的第四金属浆料;或在所述第三钝化层且位于相邻的横向或纵向的所述点状第一金属浆料之间阵列点状开孔去除所述第三钝化层,并在孔内设置点状第五金属浆料,在所述负极栅线平行方向上且在所述点状第五金属浆料和所述绝缘胶层上制备第四金属浆料;所述第四金属浆料作为正极栅线,所述第三金属浆料为烧穿型银铝或银硼浆料,第四金属浆料为锡、铜和银的混合膏体浆料,所述第五金属浆料为非烧穿型银铝浆料或者银硼浆料。
10.进一步地,在所述第二钝化层上激光消融开设点状激光孔,在所述点状激光孔内设置点状第六金属浆料,且所述第六金属浆料与所述n+型多晶硅层直接接触;在所述第三钝化层且位于相邻的横向或纵向的所述点状第一金属浆料之间等间距激光消融去除阵列点状的第三钝化层形成阵列点状激光孔,在所述阵列点状激光孔中设置有点状第五金属浆料,且所述第五金属浆料与所述p型硅片直接接触;所述第五金属浆料和p型硅片经高温烧结在第五金属浆料和p型硅片的界面形成p+层;所述点状第五金属浆料的几何中心与所述阵列点状激光孔的几何中心对齐,且所述阵列点状激光孔的面积小于所述p+型区域;所述激光消融采用皮秒或纳秒激光消融工艺。
11.进一步地,所述n+型多晶硅层的掺杂浓度为10
19
‑
10
21
cm
‑3,厚度为50
‑
250纳米。
12.进一步地,在p型硅片正面制备p+扩散层以及背面制备隧穿层之前,还包括:通过刻蚀清洗去除p型硅片表面的损伤层,并在经去除损伤层的p型硅片上双面制绒;将双面制绒的p型硅片放在酸性溶液中去除表面的金属粒子;将去除表面金属的p型硅片放在去离子水的清洗并风干备用。
13.采用本技术的技术方案的有益效果如下:本技术的一种p基硅背接触太阳能电池及其制备方法,在隧穿层背面设置呈点状且阵列式排布的p+型区域,增加了n+型发射极的有效面积,提高了p
‑
n结区域面积,提高了载流子的收集能力,增加了短路电流密度,提高了填充因子;采用点状接触电极接触结构,有效地减小了金属栅线与硅的接触面积,接触面积减小,则载流子复合减小、电池的开路电压提高;采用锡、铜、银混合浆料作为背接触太阳能电池的正极栅线和负极栅线,具有高导电性,可有效降低电池的串联电阻,提高电池的填充因子,同时有效地降低了金属化的成本。
附图说明
14.为了更清楚地说明本技术的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
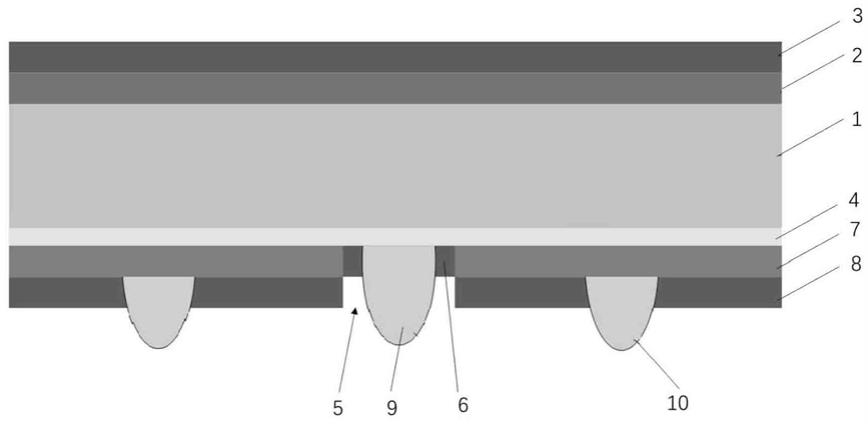
15.图1为本发明的一种p基硅背接触太阳能电池的截面图;
图2为本发明的一种p基硅背接触太阳能电池的位于第二钝化层背面的第一金属浆料与位于第三钝化层上的第三金属浆料的示意图;图3为本发明的一种p基硅背接触太阳能电池的第二金属浆料和第四金属浆料的关系示意图;图4为本发明的一种p基硅背接触太阳能电池的负极栅线与正极栅线的示意图;图5为本发明的又一种p基硅背接触太阳能电池的截面图。
16.图示说明:其中,1
‑
p型硅片;2
‑
p+型扩散层;3
‑
第一钝化层;4
‑
隧穿层;5
‑
p+型区域;6
‑
第三钝化层;7
‑
n+型多晶硅层;8
‑
第二钝化层;9
‑
正极栅线,901
‑
第三金属浆料,902
‑
第四金属浆料,903
‑
负极副栅线,904
‑
负极副栅线主栅;10
‑
负极栅线,1001
‑
第一金属浆料,1002
‑
第二金属浆料,1003
‑
正极副栅线,1004
‑
正极副栅线主栅;11
‑
绝缘胶层;12
‑
p+层。
具体实施方式
17.下面将详细地对实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下实施例中描述的实施方式并不代表与本技术相一致的所有实施方式。仅是与权利要求书中所详述的、本技术的一些方面相一致的系统和方法的示例。
18.参见图1为本发明的一种p基硅背接触太阳能电池的截面图;图2为本发明的一种p基硅背接触太阳能电池的位于第二钝化层背面的第一金属浆料与位于第三钝化层上的第三金属浆料的示意图;图3为本发明的一种p基硅背接触太阳能电池的第二金属浆料和第四金属浆料的关系示意图;图4为本发明的一种p基硅背接触太阳能电池的负极栅线与正极栅线的示意图;图5为本发明的又一种p基硅背接触太阳能电池的截面图。
19.由于现有p型太阳能背接触电池采用p型硅基底作为基地材料、电极结构为交叉等间距电极,该p型背接触电池中n型区域的占电池背面区域的50%
‑
70%,n型区域占比过低导致短路电流密度低、填充因子低;在电池电极铺设过程中,常采用丝网印刷技术使金属栅线与硅直接接触,由于金属栅线与硅的接触界面的复合电流密度大,易造成电池的开路电压降低的问题,采用银浆作为金属栅线,不仅串联电阻高,造成电池填充因子低,而且银与铜、锡单质昂贵,金属化成本持续走高等问题。因此,本技术提出了一种p型背接触太阳电池及其制备方法,具体如下。
20.实施例一如图1所示,本实施例提供了一种p基硅背接触太阳能电池,包括:p型硅片1;位于p型硅片1正面的p+型扩散层2及一层或多层第一钝化层3,所述p+型扩散层是在所述p型硅片正面掺杂b制成的;位于p型硅片1背面的隧穿层4,隧穿层4为氧化硅;位于隧穿层4背面的p+型区域5,p+型区域5呈点状且阵列分布;覆盖在每个p+型区域5背面的一层或多层第三钝化层6;位于隧穿层4背面的n+型多晶硅层7,n+型多晶硅层7处于p+型区域5与第三钝化层6以外的区域;覆盖在n+型多晶硅层7上的一层或多层第二钝化层8;位于第二钝化层8背面的绝
缘胶层11,且绝缘胶层11处于横向或纵向中相邻的两个点状的p+型区域5和第三钝化层6之间;位于第二钝化层8背面的点状第一金属浆料1001,覆盖同一横向或竖向上的点状第一金属浆料1001第二金属浆料1002,第二金属浆料1002作为负极栅线10,第一金属浆料1001为烧穿型银浆料;位于第三钝化层6背面且在相邻的横向或纵向n+型多晶硅层7之间的阵列点状第三金属浆料901,处于负极栅线10平行方向上且覆盖在点状第三金属浆料901和绝缘胶层11上的第四金属浆料902,第四金属浆料902作为正极栅线9,第三金属浆料901为烧穿型银铝或银硼浆料,第二金属浆料1002和第四金属浆料902均为锡、铜、银混合膏体浆料。
21.其中,上述的第一钝化层3、第二钝化层8和第三钝化层6均为氮化硅,也可为氧化铝和氮化硅叠层。
22.进一步地,第二钝化层8的面积略大于n+型多晶硅层7的面积,使得第二钝化层8完全覆盖n+型多晶硅层7表面。
23.第三钝化层6的面积略大于p+型区域5的面积,使得第三钝化层6完全覆盖p+型区域5。
24.进一步地,绝缘胶层11的宽度为20
‑
200微米,厚度为5
‑
50微米,间断设置的绝缘胶层11至少覆盖到n+型多晶硅层7的区域边缘。需要说明的是,正极栅线下有绝缘胶层,而负极栅线下无绝缘胶层,这一点从图4的图中也可以看出。
25.进一步地,p+型区域5的点状规格可为圆形或四方形;p+型区域5的面积为0.03
‑
3平方毫米。
26.实施例二与实施例一不同的是,本实施例中的关于金属浆料的描述如下:贯穿第二钝化层8具有点状孔,且在点状孔内设置点状第六金属浆料,覆盖同一横向或竖向上的点状第六金属浆料的第二金属浆料1002。第六金属浆料为非烧穿型银浆,第二金属浆料1002为锡、铜和银的混合膏体浆料。
27.贯穿第三钝化层6且位于相邻的横向或纵向的点状第一金属浆料1001之间的阵列点状孔,并在阵列点状孔中设置有点状第五金属浆料,处于负极栅线10平行方向上且在点状第五金属浆料和绝缘胶层11上的第四金属浆料902。第五金属浆料为非烧穿型银铝浆料或者银硼浆料,第四金属浆料902均为锡、铜和银的混合膏体浆料。
28.具体来说, 贯穿第二钝化层8具有点状激光孔,点状激光孔内设置点状第六金属浆料,且第六金属浆料与n+型多晶硅层7直接接触;覆盖同一横向或竖向上的点状第六金属浆料的第二金属浆料1002;点状激光孔为采用激光消融去除第二钝化层8而得;贯穿第三钝化层6且位于相邻的横向或纵向的点状第一金属浆料1001之间的阵列点状激光孔,阵列点状激光孔中设置有点状第五金属浆料,且第五金属浆料与p型硅片1直接接触;第五金属浆料和p型硅片经高温烧结在第五金属浆料和p型硅片的硅界面形成p+层12。参见图5中的p+层。点状第五金属浆料的几何中心与阵列点状激光孔的几何中心对齐,且阵列点状激光孔的面积小于p+型区域5;激光孔采用皮秒或纳秒激光消融去除第三钝化层6而得。
29.第二方面,本发明还提供一种p基硅背接触太阳能电池的制备方法,用于制备如上
的p基硅背接触太阳能电池,包括:s101:通过刻蚀清洗去除p型硅片1表面的损伤层,并在去除损伤层的p型硅片1上双面制绒。
30.其中,p型硅片1选用电阻率为1
‑
10ω
·
cm的p型硅,通过碱性溶液去除p型硅片1两面的损伤层,接着采用具有添加剂的碱性溶液制绒,使得p型硅片1两面均形成绒面。
31.s102:将双面制绒的p型硅片1放在酸性溶液中去除表面的金属离子,在去离子水的清洗并风干以备后用。
32.s103:在p型硅片1正面制备p+型扩散层2;p+型扩散层2为b掺杂的p+扩散层。
33.具体地,将清洗制绒后的p型硅片1置于扩散炉中,在b源和高温的作用下p型硅片1两面形成了p+型扩散层2,p+型扩散层2的厚度均为100
‑
500nm。
34.进一步地,需要在刻蚀溶液的作用下去除背面的p+型扩散层2并形成抛光面。
35.将背面抛光的p型硅片1置于lpcvd或pecvd设备中,在抛光面上形成一层1
‑
2nm的隧穿层4,隧穿层4为氧化硅层。
36.s104:在隧穿层4背面制备n+型多晶硅层7,n+型多晶硅层7为原位p掺杂的n+型多晶硅经热激活形成,制备n+型多晶硅层7采用lpcvd或pecvd工艺。
37.其中,n+型多晶硅层7的厚度50
‑
250nm,掺杂浓度为10
19
~10
21
cm
‑3。
38.s105:将n+型多晶硅层7阵列点状消融去除形成点状的p+型区域5,阵列点状消融去除为采用皮秒或纳秒激光刻蚀。
39.具体地,在皮秒或飞秒的作用下,将硅片背面的n+型多晶硅层7按照结构设计消融去除形成点状p+型区域5,每个点状p+型区域5的形状可为方形、矩形或圆形,面积为0.03
‑
3平方毫米。
40.s106:在背面具有p+型区域5和n+型多晶硅层7、正面具有p+型扩散层2的p型硅片1上双面制备钝化层,即在p+型扩散层2正面形成第一钝化层3、在n+型多晶硅层7背面制备第二钝化层8,以及在p+型区域5制备第三钝化层6。
41.其中,制备钝化层采用pecvd工艺,钝化层的厚度为50
‑
100nm。
42.s107:在第二钝化层8背面制备绝缘胶层11,且绝缘胶层11处于横向或纵向中相邻的两个点状的p+型区域5和第三钝化层6之间(如图4所示,绝缘胶层11位于纵向每列的相邻p+型区域5之间),绝缘胶层11采用丝网印刷、转移印刷或喷墨打印制备。
43.具体地,在第二钝化层8背面喷墨打印或丝网印刷形成耐压抗击穿的绝缘胶层11,绝缘胶层11的宽度20
‑
200微米,厚度为5
‑
50微米,使绝缘胶条处于横向或纵向中相邻的两个点状的p+型区域5和第三钝化层6之间,间断分布的绝缘胶层11至少覆盖到n+型多晶硅层7区域边缘。
44.s108:在第二钝化层8背面制备点状第一金属浆料1001,在同一横向或竖向上的点状第一金属浆料1001上制备第二金属浆料1002,第二金属浆料1002作为负极栅线10,第一金属浆料1001为烧穿型银浆料;具体来说步骤s108包括以下步骤:首先,如图2所示,在第二钝化层8背面,通过丝网印刷或转移印刷方式制备点状第一金属浆料1001,并低温烘干,第一金属浆料1001为烧穿型银浆料;然后,在500
‑
900℃的高温下热处理使得第一金属浆料1001烧穿第二钝化层8与n+
型多晶硅层7欧姆接触;最后,如图3所示出的,在同一横向或竖向上的点状第一金属浆料1001上,通过丝网印刷或转移印刷制备第二金属浆料1002,并低温热处理,使得第一金属浆料1001和第二金属浆料1002形成金属间的连接。第二金属浆料1002作为背接触太阳能电池的负极栅线10,如图4所示出的,连接点状银浆料(点状第一金属浆料1001)的第二金属浆料1002形成负极副栅线903,负极副栅线903的电流汇流入横向的负极副栅线主栅904。
45.s109:如图2所示在第三钝化层6背面且相邻的横向或纵向的点状第一金属浆料1001之间制备阵列点状第三金属浆料901,如图3所示在处于负极栅线10平行方向上制备覆盖在点状第三金属浆料901和位于点状第三金属浆料901之间的绝缘胶层11上的第四金属浆料902。第四金属浆料902作为正极栅线9,如图4所示出的,连接点状第三金属浆料901的第四金属浆料902形成正极副栅线1003,正极副栅线1003的电流汇流入横向的正极副栅线主栅1004。第三金属浆料901为银铝浆料,第二金属浆料1002和第四金属浆料902均为锡、铜、银混合膏体浆料。
46.具体来说步骤s109包括以下步骤:首先,在第三钝化层6背面且且相邻的横向或纵向的点状第一金属浆料1001之间,通过丝网印刷或转移印刷方式制备点状第三金属浆料901,并低温烘干,第三金属浆料901为烧穿型银铝或银硼浆料;然后,在500
‑
900℃的高温下热处理使得第三金属浆料901烧穿第三钝化层6(氮化硅)与硅(p型硅片1)欧姆接触;最后,在处于与第二金属浆料1002(负极栅线10)平行方向上制备覆盖在点状第三金属浆料901与绝缘胶层11上的第四金属浆料902,第四金属浆料902通过丝网印刷或转移印刷制备,并低温热处理,使得第三金属浆料901和第四金属浆料902形成金属间的连接,第四金属浆料902作为正极栅线9,第三金属浆料901为烧穿型银铝或银硼浆料,第四金属浆料902为锡、铜、银混合膏体浆料。
47.实施例四本实施例与实施例三不同的是步骤s108和s109,具体如下:本实施例的步骤s108为:在第二钝化层8背面点状开孔去除第二钝化层8,且在点状孔内设置点状第六金属浆料,在同一横向或竖向上的点状第六金属浆料上制备第二金属浆料1002。第六金属浆料为非烧穿型银浆,第二金属浆料1002为锡、铜、银混合膏体浆料。
48.首先,在第二钝化层8背面激光消融开设点状激光孔,通过丝网印刷或转移印刷方式在点状激光孔内制备点状第六金属浆料,并低温烘干,第六金属浆料为非烧穿型银浆;然后,在500
‑
900℃的高温下热处理使得第六金属浆料与硅(n+型多晶硅层7)欧姆接触;最后,再在同一横向或竖向上的点状第六金属浆料上,通过丝网印刷或转移印刷制备第二金属浆料1002,并低温热处理,使得第六金属浆料和第二金属浆料1002形成金属间的连接,第二金属浆料1002作为负极栅线10,第二金属浆料1002为锡、铜、银混合膏体浆料。
49.本实施例的步骤s109为:
在第三钝化层6且位于相邻的横向或纵向的点状第一金属浆料1001之间阵列点状开孔去除第三钝化层6,并在孔内设置点状第五金属浆料,在负极栅线10平行方向上且在点状第五金属浆料和绝缘胶层11上制备第四金属浆料902;第五金属浆料为非烧穿型银铝浆料或者银硼浆料。
50.具体来说步骤s109包括以下步骤:首先,在第三钝化层6背面且位于相邻的横向或纵向的点状第一金属浆料1001之间阵列点状开孔去除第三钝化层6形成阵列点状激光孔,通过丝网印刷或转移印刷方式在阵列点状激光孔内制备点状第五金属浆料,并低温烘干;然后,在500
‑
900℃的高温下热处理使得第五金属浆料烧穿与硅(p型硅片1)欧姆接触,也即第五金属浆料和p型硅片经高温烧结在第五金属浆料和p型硅片的界面形成p+层12;最后,再在处于与第二金属浆料1002(负极栅线10)平行方向上制备覆盖在点状第五金属浆料和绝缘胶层11上的第四金属浆料902,第四金属浆料902通过丝网印刷或转移印刷制备,并低温热处理,使得第五金属浆料和第四金属浆料902形成金属间的连接,第四金属浆料902作为正极栅线9,第五金属浆料为非烧穿型的银铝或银硼浆料,第四金属浆料902均为锡、铜、银混合膏体浆料。
51.本技术的一种p基硅背接触太阳能电池及其制备方法,在隧穿层4背面设置呈点状且阵列式排布的p+型区域5,增加了n+型发射极的有效面积,提高了p
‑
n结区域面积,提高了载流子的收集能力,增加了短路电流密度,提高了填充因子;采用点状接触电极接触结构,有效地减小了金属栅线与硅的接触面积,接触面积减小,则载流子复合减小、电池的开路电压提高;采用锡、铜、银混合浆料作为背接触太阳能电池的正极栅线9和负极栅线10,具有高导电性,可有效降低电池的串联电阻,提高电池的填充因子。
52.应理解,上述实施例中各步骤的序号的大小并不意味着执行顺序的先后,各过程的执行顺序应以其功能和内在逻辑确定,而不应对本发明实施例的实施过程构成任何限定。
53.需要说明的是,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个....”限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
54.以上仅是本技术的具体实施方式,使本领域技术人员能够理解或实现本技术。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
55.应当理解的是,本技术并不局限于上面己经描述并在附图中示出的内容,并且可
以在不脱离其范围进行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1