一种易于加工的W波段水平-垂直波导转换结构及加工方法与流程
一种易于加工的w波段水平-垂直波导转换结构及加工方法
技术领域
1.本发明属于雷达天馈线技术领域,具体涉及天馈线中的一种水平-垂直波导转换结构,用于将水平方向的波导转换为垂直方向的波导以方便与垂直方向的收发装置相连接。
背景技术:
2.水平-垂直波导转换结构通过耦合缝将水平方向波导中传输的电磁场转换为垂直波导中的电磁场。耦合缝位于垂直波导的中心,与垂直波导的宽边平行,其中心与水平波导短路边保持一定的距离。耦合缝的尺寸和其中心与水平波导短路边的距离共同决定了该转换结构的插入损耗。在实际的机械加工过程中,整个水平-垂直波导转换结构分层加工出相应的腔体、缝隙等,加工好的多层金属结构进行焊接。一般以耦合缝与垂直波导的交界面分层并作为焊接面,水平波导和耦合缝为上层,垂直波导为下层。因为耦合缝隙位于水平波导的下方,铣刀从上方加工时必须完成上方水平波导的加工才能完成耦合缝隙的加工。在设计过程中,为了保持较小的插入损耗,经常会出现耦合缝中心距水平波导短路边的距离小于0.5倍缝宽的情况。参见图1,这导致了在上层结构加工时,铣刀从上方铣完水平波导之后只能铣出被水平波导覆盖的部分缝隙,无法铣出完整的缝隙。如果要完成整个缝隙的加工,需要将该加工工件翻面并重新固定,这增加了加工的流程和难度并且尺寸精度在w波段难以保证不影响电性能。因为整个缝隙没有完全位于水平波导下方,导致了水平波导与耦合缝隙无法从一个方向一体加工。如果要从一个方向一体加工,必须在水平波导与耦合缝隙交界面分层加工并焊接。耦合缝隙尺寸与波导中传播的电磁波波长成正比,在w波段时缝隙较窄约0.5~0.8mm 左右,且电性能对尺寸相当敏感。缝隙只有一部分暴露在水平波导空腔中,在焊接过程中高温造成焊膏融化流动容易堵塞耦合缝,增大了该转换结构的插入损耗甚至无法实现电磁场传输,降低了成品率。
技术实现要素:
3.要解决的技术问题
4.为了解决现有w波段水平-垂直波导转换结构为了维持较低的插入损耗而造成的耦合缝中心距水平波导短路边的距离小于0.5倍缝宽时的加工和焊接问题,本发明提出一种电气性能良好且易于加工和焊接的水平-垂直波导转换结构及其加工方法。
5.技术方案
6.一种易于加工的w波段水平-垂直波导转换结构,其特征在于包括水平波导、耦合缝隙和垂直波导,水平波导的一端通过耦合缝隙连接垂直波导,当水平波导的短路边到耦合缝隙中心的距离小于0.5倍缝宽时,在水平波导的短路边到耦合缝隙中心距离的基础上增加一定长度的延长段,所述的延长段长度为0.5倍的水平波导波长。
7.所述的耦合缝隙为椭圆形缝隙。
8.所述的水平波导和垂直波导属于同类型波导。
9.一种易于加工的w波段水平-垂直波导转换结构的加工方法,其特征在于步骤如下:
10.步骤1:通过仿真模型判断水平波导的短路边到耦合缝隙中心的距离是否小于0.5 倍缝宽;
11.步骤2:当水平波导的短路边到耦合缝隙中心的距离小于0.5倍缝宽是,在加工过程中,在水平波导的短路边到耦合缝隙中心距离的基础上增加一定长度的延长段,所述的延长段长度为0.5倍的水平波导波长;
12.步骤3:以耦合缝隙与垂直波导的交界面分层并作为焊接面,水平波导和耦合缝隙为上层,垂直波导为下层;
13.步骤4:在机加过程中,铣刀首先从上方往下铣出水平波导,然后不需要翻转固定待加工件,铣刀沿着水平波导空腔的下表面继续向下铣出完整的耦合缝隙;
14.步骤5:在下层结构中利用铣刀直接铣出垂直波导;
15.步骤6:在耦合缝隙与垂直波导的交界面附着焊片并采用工装定位,通过真空铝钎焊完成上下层结构的焊接,实现了一种易于加工和焊接的w波段水平-垂直波导转换结构的加工。
16.有益效果
17.本发明提出了一种易于加工和焊接的w波段水平-垂直波导转换结构及其加工方法,延长水平波导的尺寸约0.5倍水平波导波长,保证电气性能相比原结构基本不变且在w波段具有较好的加工和焊接特性。
18.本发明通过将水平波导短路边沿水平波导延伸一定的尺寸保持电气性能基本不变,使水平波导和耦合缝可以从一个方向一体加工,避免在水平波导和耦合缝隙交界面进行焊接,提高了加工和焊接的成功率。
附图说明
19.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
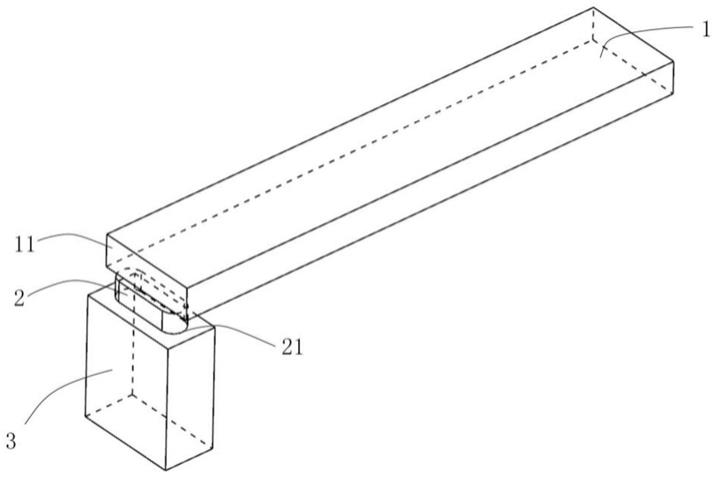
20.图1为采用本发明实施例w波段水平-垂直波导转换的结构图;
21.图2本发明实施例易于加工和焊接的w波段水平-垂直波导转换的结构图;
22.图3本发明实施例易于加工和焊接的w波段水平-垂直波导转换结构的插入损耗;
23.图4本发明实施例易于加工和焊接的w波段水平-垂直波导转换结构的端口驻波。
具体实施方式
24.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。此外,下面描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
25.本实施例是一种易于加工和焊接的w波段水平-垂直波导转换结构。
26.参照图1,本实施例波导转换结构从上到下分为以下三个部分,水平波导1、耦合缝隙2和垂直波导3。水平波导短路边11到耦合缝隙中心21的距离对该转换结构的电气性能影
响很大,直接决定了该结构的插入损耗和端口驻波。为了在所需的频段实现最小的插入损耗和端口驻波,水平波导的短路边11到耦合缝隙中心21的距离可能小于0.5倍缝宽。如果此时还按照常规方法即耦合缝隙2与垂直波导3分界面分层会造成上层水平波导和耦合缝隙无法从一个方向加工。如果将分层界面改为水平波导1与耦合缝隙2交界面,此时上层水平波导1可以从下方单独加工,下层耦合缝隙2 和垂直波导3也可从下方单独加工。但是耦合缝隙2一部分被水平波导1覆盖造成焊接时缝隙宽度更窄,在焊接过程中焊料融化后会对缝隙尺寸有一定影响,w波段波导结构尺寸非常敏感,变化的缝隙尺寸会造成该转换结构的插入损耗增大甚至无法传输,影响了该转换结构的电气性能。
27.参照图2,为了解决上述困难,本实施例水平-垂直波导转换结构在图1确定的水平波导的短路边11到耦合缝隙中心21距离的基础上增加一定长度的延长段12,该延长段12长度为0.5倍的水平波导波长,可以保证插入损耗相对于延伸前基本不变。其原理在于根据微波网络原理,1/4波长阻抗变换结构可以实现短路-开路的变换,0.5倍波长相当于两个1/4波长阻抗变换,可以实现短路-开路-短路的变换,因此耦合缝隙2 处的输入阻抗在水平波导1延伸0.5倍波导波长前后基本不变,所以该结构的电气性能也基本不变,但是在加工和焊接时变得更容易。
28.在加工过程中,以耦合缝隙2与垂直波导3的交界面分层并作为焊接面,水平波导1和耦合缝隙2为上层,垂直波导3为下层。在该实施例中,缝隙已经被水平波导完全覆盖,因此在机加过程中,铣刀首先从上方往下铣出水平波导1,然后不需要翻转固定待加工件,铣刀沿着水平波导空腔的下表面继续向下铣出完整的耦合缝隙2。这样,水平波导1和耦合缝隙2在一个整体结构中一次加工完成,实现了一体加工,然后在下层结构中利用铣刀直接铣出垂直波导3。在耦合缝隙2与垂直波导3的交界面附着焊片并采用工装定位,通过真空铝钎焊完成上下层结构的焊接,实现了一种易于加工和焊接的w波段水平-垂直波导转换结构。该方法避免了水平波导的短路边11 到耦合缝隙中心21的距离小于0.5倍缝宽时复杂的加工工序和可能造成的焊接缝隙堵塞,有利于提高加工的成品率、降低加工成本。
29.参照图3,w波段水平-垂直波导转换结构延伸前和延伸后的插入损耗在工作频段较小,无明显变化。
30.参照图4,w波段水平-垂直波导转换结构延伸前和延伸后的端口驻波在工作频段较小,无明显变化。
31.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明公开的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1