防干扰并行电缆及其制备工艺的制作方法
1.本发明涉及电缆生产技术领域,更具体的说是防干扰并行电缆及其制备工艺。
背景技术:
2.电缆有电力电缆、控制电缆、补偿电缆、屏蔽电缆、高温电缆、计算机电缆、信号电缆、同轴电缆、耐火电缆、船用电缆、矿用电缆、铝合金电缆等等。它们都是由单股或多股导线和绝缘层组成,用来连接电路、电器等。随着人类的用电加剧,电缆得到了广泛的应用,在一条电缆不够使用的情况下会另外增加一条,但是现在的电缆之间没有办法快速且稳固的连接,需要通过外部连接件进行连接,费时费力且消耗大量连接件。
技术实现要素:
3.为克服现有技术的不足,本发明提供防干扰并行电缆及其制备工艺,可以快速完成两条电缆之间的连接。
4.本发明解决其技术问题所采用的技术方案是:
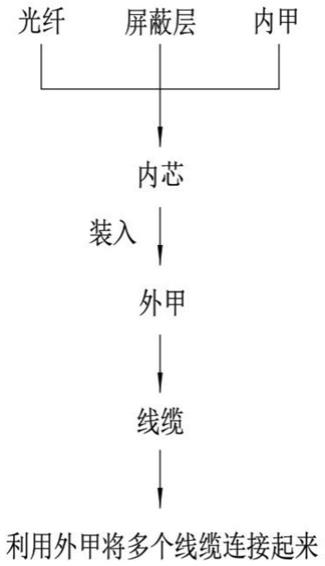
5.防干扰并行电缆制备工艺,该工艺包括以下步骤:
6.步骤一:内甲包裹在屏蔽层,屏蔽层中包裹着光纤,得到内芯;
7.步骤二:将外甲包裹在内芯上,得到线缆;
8.步骤三:将多个线缆通过外甲连接起来,得到并行电缆;
9.步骤四:对并行电缆进行包装。
10.进一步的所述外甲包括绝缘套,以及设置在绝缘套上的多个内槽,以及设置在绝缘套上并固定有多个凸起的多个外环。
11.进一步的所述绝缘套上设置有每两个一组的多组环槽,每个外环转动在对应的一组环槽中,每个外环上设置有多个通孔。
附图说明
12.下面结合附图和具体实施方法对本发明做进一步详细的说明。
13.图1为本发明中的防干扰并行电缆制备工艺的流程图;
14.图2为本发明中线缆的结构示意图;
15.图3为本发明中线缆的剖视图;
16.图4为本发明中线缆另一个方向的剖视图;
17.图5为本发明中外环的结构示意图;
18.图6为本发明中防干扰并行电缆制备装置的结构示意图;
19.图7为本发明中齿环和齿轮的结构示意图;
20.图8为本发明中横刀和滑套的结构示意图;
21.图9为本发明中轨道和安装环的结构示意图;
22.图10为本发明中横刀的结构示意图;
23.图11为本发明中换套和转辊的结构示意图;
24.图12为本发明中喇叭口的结构示意图。
具体实施方式
25.参看图1,根据图中所示可以得到制备出防干扰并行电缆的方法流程,首先将内甲包裹在屏蔽层,再将屏蔽层中包裹着光纤02,得到内芯;然后将外甲包裹在内芯上,得到线缆;其次将多个线缆通过外甲连接起来,得到并行电缆;最后对并行电缆进行包装,便可以进行存放以及运输。
26.参看图2和图4,根据图中所示可以得到将两个线缆连接起来的一个示例性工作过程是:
27.所述外甲包括绝缘套01,以及设置在绝缘套01上的多个内槽03,以及设置在绝缘套01上并固定有多个凸起07的多个外环05;将两个线缆并排放置,然后使其中一个线缆的外甲上的同一侧的多个内槽03对准另外一个线缆的外甲上的同一侧的多个凸起07,然后对另外一个线缆施加推力,使另外一个线缆的外甲上的多个凸起07分别嵌入到其中一个线缆的外甲上的同一侧的多个内槽03中,因为,从而使两个线缆通过外甲连接起来,得到并行电缆;
28.同时所述绝缘套01、外环05和凸起07均选用弹性橡胶;当凸起07进入对应的内槽03中的时候,内槽03的外侧开口被挤开,待凸起07完全进入到内槽03中之后,内槽03的外侧开口复位,使凸起07能够嵌入在内槽03中,增强凸起07与内槽03的连接强度。
29.参看图3和图5,根据图中所示可以得到避免脏污进入到内槽03中造成堵塞的一个示例性工作过程是:
30.使用中如果内槽03暴露在外界,容易导致外部的脏污、冰雪和泥土进入到内槽03当中将内槽03堵塞起来,而无法使凸起07进入,所以本技术中所述绝缘套01上设置有每两个一组的多组环槽04,每个外环05转动在对应的一组环槽04中,每个外环05上设置有多个通孔06;
31.进一步的,当电缆在外界使用的时候,只需要通过转动外环05,使外环05上的多个通孔06不对准内槽03,此时内槽03被外环05其他部分遮盖住,避免了外部的脏污、冰雪和泥土进入到内槽03当中将内槽03堵塞起来;当进行使用的时候,只需要再次转动外环05,使多个通孔06对准多个内槽03,便可以使内槽03暴露在外界,此时将凸起07穿过通孔06便可以完成凸起07与内槽03的连接。
32.参看图7和图8,根据图中所示可以得到加工出环槽04的一个示例性工作过程是:
33.在将外甲包裹在内芯上之后,需要对绝缘套01上进行环槽04的加工,所以本技术中所述防干扰并行电缆制备工艺还涉及一种防干扰并行电缆制备装置,所述装置包括轨道11,以及转动在轨道11上的滑套10,以及转动在滑套10上的竖刀08,以及转动在竖刀08上的横刀09;加工的时候,首先将绝缘套01穿过轨道11,并使轨道11与绝缘套01保持在同一个轴线上,然后使用电机带动竖刀08在滑套10上转动,使竖刀08切入绝缘套01,此时横刀09不与绝缘套01接触,然后使滑套10在轨道11上移动起来,使滑套10在动竖刀08在绝缘套01上切出一圈完成的槽,然后使用电机再次带动竖刀08转动,使竖刀08从绝缘套01上切出的槽中转动出来并使横刀09进入到槽中,然后使用另外一个电机带动横刀09在水平方向上转动,
使横刀09从槽的侧面切入,随后再使滑套10在轨道11上移动起来,便可以使横刀09在槽的侧面切出另一个槽,便可以加工出环槽04,以用于外环05进行转动。
34.参看图8和图10,根据图中所示可以得到双向进行切割的一个示例性工作过程是:
35.由图可知,因为同一组当中的两个环槽04是相互镜像设置的,所以所述横刀09的两端均为刀刃,便可以通过电机带动横刀09双向转动,来使横刀09转动到竖刀08的不同侧,完成同一组两个环槽04的加工。
36.参看图7和图9,根据图中所示可以得到自动加工环槽04的一个示例性工作过程是:
37.所述装置还包括安装环13,以及转动在安装环13中的齿环12,以及转动在安装环13上并与齿环12啮合的齿轮14,滑套10固定在齿环12上,齿轮14通过外部动力源带动旋转;使用的时候,只需要使齿轮14旋转起来啮合齿环12使齿环12在安装环13中转动起来,便可以使齿环12带动滑套10在轨道11上移动起来,完成环槽04的自动切割,然后便可以在加工完一组环槽04之后,使绝缘套01不同位置移动过来继续进行环槽04的加工。
38.参看图6、图11和图12,根据图中所示可以得到批量加工环槽04的一个示例性工作过程是:
39.因为线缆长度很长,所以需要在线缆上的不同位置进行环槽04的加工,所以所述装置还包括两个换套15,以及转动在两个换套15中的多个转辊16,以及用于连接两个换套15的多个横梁17,安装环13固定在其中一个换套15上,轨道11固定在多个横梁17上;使用的时候,只需要使线缆依次穿过两个换套15中,此时换套15中的多个转辊16会支撑着绝缘套01进行移动,同时多个转辊16均设置有动力,能够自动转动,来带动绝缘套01在两个换套15中进行移动,并且能够使位于两个换套15中的线缆保持直线度,避免出现弯曲,避免在加工环槽04的时候出现弯曲而导致环槽04的深度不均匀;然后在加工出一个环槽04之后,便可以使多个转辊16继续带动绝缘套01移动一段距离,在进行另外一个环槽04的加工,直到绝缘套01整个长度上的所有环槽04加工完毕,实现自动化,并且能够进行批量生产。
40.参看图6、图11和图12,根据图中所示可以得到摆正线缆的一个示例性工作过程是:
41.因为线缆在进入第一个换套15中的多个转辊16的时候,线缆的轴线与换套15的轴线并不位于同一个轴线上,从而线缆在进入到多个转辊16的时候会发生弯折,所以为了避免线缆弯折之后无法仅需进入到换套15中,本技术中所述其中一个换套15上设置有喇叭口18,喇叭口18能够对进入的电缆进行提前导向,使线缆在进入换套15中的时候的方向和角度尽可能接近换套15的轴线,从而避免线缆在换套15中出现较大的折弯,从而确保线缆能够顺利的进入到换套15当中,避免出现卡顿。
42.参看图6、图11和图12,根据图中所示可以得到配合线缆进行方向调节的一个示例性工作过程是:
43.在使用的时候,需要将底座19固定在加工平台上,而线缆输送过来的反向却有很多,所以为了避免喇叭口18与线缆之间出现折弯的问题,所以所述其中一个横梁17转动在底座19上,横梁17与底座19转动连接处固定有扭簧;当线缆进入到喇叭口18之后,会带动喇叭口18来使横梁17在底座19上转动方向,从而使喇叭口18转动到与线缆输送过来的方向一致,从而使线缆能够顺利的进入,当使用完毕的时候,扭簧会带动横梁17复位,从而来配合
线缆的方向进行加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1