海底电缆异质导体及其加工方法、海底电缆及其制备方法与流程
1.本发明涉及海底电缆技术领域,具体而言,涉及一种海底电缆异质导体及其加工方法、海底电缆及其制备方法。
背景技术:
2.海底电缆登陆段敷设条件苛刻,是海底电缆载流量瓶颈段。为此,现大多海缆导体截面设计均以登陆载流量为依据,不可避免地造成海底段海缆载流量裕度大、成本高问题。常见的解决方法为登陆后增大海缆导体截面,采用工厂接头或维修接头方式进行不等径海缆的接续,然而,无论是工程接头还是维修接头,该技术仅局限于铜导体,无法在铝导体海缆上实施,且铜芯海缆较铝芯海缆造价偏高。
3.现阶段,海底电缆同质金属工厂接头技术已较为成熟,但异质导体工厂接头技术上存在一定瓶颈,由于不同金属的活泼性不同导致焊接质量较难控制,如铝相较铜更为活泼,鉴于一般的焊丝焊接为有缝焊接,空气中的水分会通过缝隙侵入药芯,焊药潮湿造成焊缝有压痕,同时有水的存在,从而导致二者之间发生化学反应,随着时间的延长导致铝被氧化,从而难以保证焊接质量。而普通焊接后抗拉强度、弯曲性能难以得到保障,也无法满足海底电缆使用性能。
技术实现要素:
4.本发明的主要目的在于提供一种海底电缆异质导体及其加工方法、海底电缆及其制备方法,以解决现有技术中海底电缆异质导体的焊接质量差的问题。
5.为了实现上述目的,根据本发明的一个方面,提供了一种海底电缆异质导体,该海底电缆异质导体包括依次连接的第一导体、第二导体、第三导体和第四导体,第二导体包括第二导体芯,第三导体包括第三导体芯,第二导体与第三导体为不同材质的导体,第二导体和第三导体摩擦焊接,第一导体与第二导体为相同材质的导体,第三导体与第四导体为相同材质的导体,第一导体为第一导体金属丝通过绞合紧压而成的导体,第四导体为第二导体金属丝通过绞合紧压而成的导体。
6.进一步地,上述第一导体、第二导体、第三导体和第四导体同轴且等外径设置。
7.进一步地,上述第二导体还包括与第二导体芯同轴设置的第一焊层,第一焊层为第一摩擦焊层,第一焊层包括多个第一焊段,第一焊段各自独立地为第一扇环形焊段,各第一扇环形焊段的内径等长且各第一扇环形焊段的外径等长,第一焊层与第二导体为相同材质的导体,第三导体包括与第三导体芯同轴设置的第二焊层,第二焊层为第二摩擦焊层,第二焊层包括多个第二焊段,第二焊段各自独立地为第二扇环形焊段,各第二扇环形焊段的内径等长且各第二扇环形焊段的外径等长,第二焊层与第三导体为相同材质的导体,各第一扇环形焊段和各第二扇环形焊段一一对应地摩擦焊接,第一焊层与第二焊层摩擦焊接形成第一圆环形焊层。
8.进一步地,上述第一导体与第二导体连接的一端为t型结构,第四导体与第三导体
连接的一端为t型结构,第一焊层与第一导体连接的一端凸出于第二导体芯为10~20mm,第二焊层与第四导体连接的一端凸出于第三导体芯为10~20mm。
9.进一步地,上述第一焊段为3~6段,第二焊段为3~6段。
10.进一步地,上述第二导体还包括第三焊层,第三焊层为第三摩擦焊层,第三焊层与第二导体芯同轴设置且设置在第一焊层的外表面上,第三焊层包括多个第三焊段,第三焊段各自独立地为第三扇环形焊段,各第三扇环形焊段的内径等长且各第三扇环形焊段的外径等长,第三焊段与第二导体为相同材质的导体,第三导体还包括第四焊层,第四焊层为第四摩擦焊层,第四焊层与第三导体芯同轴设置且设置在第二焊层的外表面上,第四焊层包括多个第四焊段,第四焊段各自独立地为第四扇环形焊段,各第四扇环形焊段的内径等长且各第四扇环形焊段的外径等长,第四焊段与第三导体为相同材质的导体,各第三扇环形焊段和各第四扇环形焊段一一对应地摩擦焊接,第三焊层与第四焊层摩擦焊接形成第二圆环形焊层。
11.进一步地,上述第一焊段和第三焊段错位设置,第二焊段和第四焊段错位设置。
12.进一步地,上述第一导体与第二导体连接的一端为双层台阶结构,第四导体与第三导体连接的一端为双层台阶结构,第一焊层与第一导体连接的一端凸出于第二导体芯为10~20mm,第三焊层与第一导体连接的一端凸出于第一焊层为10~20mm,第二焊层与第四导体连接的一端凸出于第三导体芯为10~20mm,第四焊层与第四导体连接的一端凸出于第二焊层为10~20mm。
13.进一步地,上述第三焊段为3~6段,第四焊段为3~6段。
14.进一步地,上述二导体与第三导体分别为铜导体与铝导体之一。
15.根据本发明的另一方面,提供了一种前述海底电缆异质导体的加工方法,该加工方法包括:步骤s1,将第二导体与第三导体进行摩擦焊接;步骤s2,氮气或者惰性气氛中,将第一导体与第二导体进行第一超声波分区焊接;步骤s2,氮气或者惰性气氛中,将第四导体与第三导体进行第二超声波分区焊接,得到海底电缆异质导体。
16.进一步地,上述步骤s1包括:将各第一扇环形焊段通过摩擦焊接在第二导体芯上形成第一焊层,将各第三扇环形焊段通过摩擦焊接到第一焊层的外表面上形成第三焊层,得到第二导体,将各第二扇环形焊段通过摩擦焊接在第三导体芯上形成第二焊层,将各第四扇环形焊段通过摩擦焊接到第二焊层的外表面上形成第四焊层,得到第三导体,将第二导体与第三导体进行摩擦焊接。
17.进一步地,上述第一超声波分区焊接与第二超声波分区焊接在各区域的焊接为超声波分层焊接。
18.根据本发明的又一方面,提供了一种海底电缆,包括电力线芯,电力线芯包括从外向内依次设置的非金属护套层、金属屏蔽层、绝缘屏蔽层、绝缘层、导体屏蔽层、导体,该导体为上述的海底电缆异质导体。
19.根据本发明的又一方面,提供了一种上述的海底电缆的制备方法,该制备方法包括在导体上依次进行导体屏蔽层的恢复、绝缘层的恢复、绝缘屏蔽层的恢复、金属屏蔽层的恢复、非金属护套层的恢复,其中,绝缘层的恢复包括:将绝缘层依次进行应力锥削剥、挤塑、硫化。
20.进一步地,上述硫化在硫化模具内进行,硫化模具内具有感应线圈。
21.应用本发明的技术方案,本技术的海底电缆异质导体中不同材质的第二导体与第三导体摩擦焊接,在接头处形成两种材料的合金结构,因此既能够抑制不同材质的第二导体与第三导体之间发生电化学反应,从而削弱活泼金属如铝被氧化,又能够有效控制铜铝焊接接头的强度,进而在整体上提高海底电缆异质导体的焊接质量。
附图说明
22.构成本技术的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
23.图1示出了根据本发明的实施例1提供的一种圆柱形海底电缆异质导体的示意图;
24.图2示出了图1的第二导体或第三导体各自沿圆柱形海底电缆异质导体径向的截面示意图;
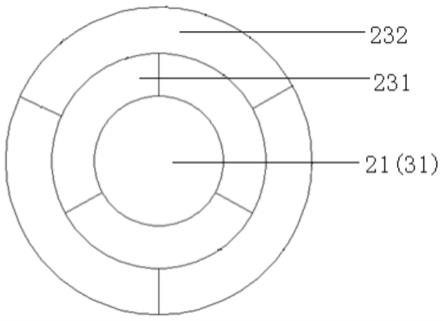
25.图3示出了图1的第二导体或第三导体各自沿圆柱形海底电缆异质导体径向的截面示意图;
26.图4示出了图1的第一导体沿圆柱形海底电缆异质导体径向的截面示意图;
27.图5示出了图1的第四导体沿圆柱形海底电缆异质导体径向的截面示意图;
28.图6示出了实施例1的第四导体4单丝所用的超声波水洗设备示意图;
29.图7示出了实施例1的超声波焊接设备示意图。
30.其中,上述附图包括以下附图标记:
31.1、第一导体;2、第二导体;3、第三导体;4、第四导体;21、第二导体芯;31、第三导体芯;231、第一圆环形焊层;232、第二圆环形焊层;01、水洗槽;02、固定夹紧装置;03、注水阀;04、超声波发生器;05、氮气管;06、金属放置舱;07、可旋转焊接头;08、超声波发生器具;09、第一模具;010、第二模具;011、第三模具。
具体实施方式
32.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
33.现有技术中的海底电缆异质导体存在焊接质量差的问题,为解决该问题,本发明提供了一种海底电缆异质导体及其加工方法、海底电缆及其制备方法。
34.在本技术的一种典型的实施方式中,提供了一种海底电缆异质导体,如图1所示,该海底电缆异质导体包括依次连接的第一导体1、第二导体2、第三导体3和第四导体4,第二导体2包括第二导体芯21,第三导体3包括第三导体芯31,第二导体2与第三导体3为不同材质的导体,第二导体2与第三导体3摩擦焊接,第一导体1与第二导体2为相同材质的导体,第三导体3与第四导体4为相同材质的导体,如图4所示,第一导体1为第一导体金属丝通过绞合紧压而成的导体,如图5所示,第四导体4为第二导体金属丝通过绞合紧压而成的导体。
35.本技术的海底电缆异质导体中不同材质的第二导体2与第三导体3摩擦焊接,在接头处形成两种材料的合金结构,因此既能够抑制不同材质的第二导体2与第三导体3之间发生电化学反应,从而削弱活泼金属如铝被氧化,又能够有效控制铜铝焊接接头的强度,进而在整体上提高海底电缆异质导体的焊接质量。
36.如图1所示,优选上述第一导体1、第二导体2、第三导体3和第四导体4同轴且等外
径设置,从而使得第一导体1、第二导体2、第三导体3和第四导体4两两相连的部分均得到焊接,从而提高海底电缆异质导体整体的抗拉强度。
37.在本技术的一种实施例中,如图2所示,上述第二导体2还包括与第二导体芯21同轴设置的第一焊层,第一焊层为第一摩擦焊层,第一焊层包括多个第一焊段,第一焊段各自独立地为第一扇环形焊段,各第一扇环形焊段的内径等长且各第一扇环形焊段的外径等长,第一焊层与第二导体2为相同材质的导体,第三导体3包括与第三导体芯31同轴设置的第二焊层,第二焊层为第二摩擦焊层,第二焊层包括多个第二焊段,第二焊段各自独立地为第二扇环形焊段,各第二扇环形焊段的内径等长且各第二扇环形焊段的外径等长,第二焊层与第三导体3为相同材质的导体,各第一扇环形焊段和各第二扇环形焊段一一对应地摩擦焊接,第一焊层与第二焊层摩擦焊接形成第一圆环形焊层231。本技术的第二导体2与第三导体3分别与第一导体1与第四导体4进行焊接,而第一导体1与第四导体4各自独立地来源于现有的一些不同规格的电力线芯,当第一导体1与第四导体4的径向截面积小于等于120mm2时,采用与第一导体1与第四导体4的径向截面积相等的第二导体芯21与第三导体芯31,并将第一导体1、第二导体2、第二导体芯21与第三导体芯31依次焊接就能够得到焊接质量的海底电缆异质导体。
38.但当第一导体1与第四导体4的径向截面积大于120mm2时,若直接采用与第一导体1与第四导体4的径向截面积相等的第二导体芯21与第三导体芯31,会导致海底电缆异质导体整体的弯曲性能不好,因此,本技术优选在第二导体芯21与第三导体芯31外设置上述第一圆环形焊层231,并通过将第一环形焊层231分为多个焊段的形式,进而利用焊段之间的焊接面来缓解第二导体2与第三导体3的刚性,以提高海底电缆异质导体的弯曲性能。
39.在本技术的一种实施例中,上述第一导体1与第二导体2连接的一端为t型结构,第四导体4与第三导体3连接的一端为t型结构,第一焊层与第一导体1连接的一端凸出于第二导体芯21为10~20mm,第二焊层与第四导体4连接的一端凸出于第三导体芯31为10~20mm。
40.第一焊层凸出于第二导体芯21为10~20mm,第二焊层凸出于第三导体芯31为10~20mm,有利于利用更多的焊接面使第一导体1与第二导体2、第四导体4与第三导体3进行更牢固的焊接,从而在提高海底电缆异质导体的弯曲性能的同时,兼顾海底电缆异质导体的抗拉强度。上述第一焊层和第二焊层凸出的部分与t型结构适配。
41.若第一焊段/第二焊段的段数太少易导致部分第一焊段/第二焊段脱落或者损坏时对海底电缆异质导体的性能的影响程度太大而使其效果急速下降,若第一焊段/第二焊段的段数太多又容易导致整个焊接工艺较复杂,因此,优选上述第一焊段为3~6段,第二焊段为3~6段。
42.在本技术的另一种实施例中,如图3所示,上述第二导体2还包括第三焊层,第三焊层为第三摩擦焊层,第三焊层与第二导体芯21同轴设置且设置在第一焊层的外表面上,第三焊层包括多个第三焊段,第三焊段各自独立地为第三扇环形焊段,各第三扇环形焊段的内径等长且各第三扇环形焊段的外径等长,第三焊段与第二导体2为相同材质的导体,第三导体3还包括第四焊层,第四焊层为第四摩擦焊层,第四焊层与第三导体芯31同轴设置且设置在第二焊层的外表面上,第四焊层包括多个第四焊段,第四焊段各自独立地为第四扇环形焊段,各第四扇环形焊段的内径等长且各第四扇环形焊段的外径等长,第四焊段与第三导体3为相同材质的导体,各第三扇环形焊段和各第四扇环形焊段一一对应地摩擦焊接,第
三焊层与第四焊层摩擦焊接形成第二圆环形焊层232。
43.如前所述,根据第一导体1与第四导体4的径向截面积的具体大小,可以在第一圆环形焊层231外设置第二圆环形焊层232,以在满足第二导体2与第三导体3分别与第一导体1、第四导体4焊接时的尺寸匹配的同时,尽可能地提高海底电缆异质导体的弯曲性能。
44.上述第一圆环形焊层231外设置第二圆环形焊层232虽然提高了海底电缆异质导体的弯曲性能,但是也使得海底电缆异质导体出现了更多的焊接面,为了兼顾海底电缆异质导体的抗拉强度,优选上述第一焊段和第三焊段错位设置,第二焊段和第四焊段错位设置。
45.在本技术的一种实施例中,上述第一导体1与第二导体2连接的一端为双层台阶结构,第四导体4与第三导体3连接的一端为双层台阶结构,第一焊层与第一导体1连接的一端凸出于第二导体芯21为10~20mm,第三焊层与第一导体1连接的一端凸出于第一焊层为10~20mm,第二焊层与第四导体4连接的一端凸出于第三导体芯31为10~20mm,第四焊层与第四导体4连接的一端凸出于第二焊层为10~20mm。
46.上述双层台阶结构以及各焊层凸出于导体/导体芯的尺寸使得第一导体1与第二导体2、第四导体4与第三导体3两两焊接的时候形成的更多的焊接面,从而提高了整个海底电缆异质导体的抗拉强度。上述第一焊层、第二焊层、第三焊层和第四焊层凸出的部分与双层台阶结构适配。
47.如前所述,基于同样的理由,为兼顾焊接的质量和焊接工艺较的简单性,优选上述第三焊段为3~6段,第四焊段为3~6段。
48.上述第二导体2与第三导体3分别为铜导体与铝导体之一。
49.现大多海缆导体截面设计均以登陆载流量为依据,不可避免地造成海底段海缆载流量裕度大、成本高的问题,而铜芯海缆较铝芯海缆造价偏高。本技术优选上述第二导体2与第三导体3分别为铜导体与铝导体之一,从而使得海底敷设段采用铝导体进行电流传输,登陆段等载流量瓶颈段采用铜导体进行电流传输,从而既满足了瓶颈段载流量要求,又减少了有色金属资源浪费,降低了成本。
50.在本技术的另一种典型的实施方式中,提供了一种前述海底电缆异质导体的加工方法,该加工方法包括:步骤s1,将第二导体2与第三导体3进行摩擦焊接;步骤s2,氮气或者惰性气氛中,将第一导体1与第二导体2进行第一超声波分区焊接;步骤s2,氮气或者惰性气氛中,将第四导体4与第三导体3进行第二超声波分区焊接,得到海底电缆异质导体。
51.本技术首先利用第二导体2与第三导体3之间被焊接端面相互摩擦产生的热量使之达到塑性状态,并通过端面上原子的扩散及再结晶等冶金反应而实现高强度焊接,而且焊接过程中不需要焊条及焊料,也不需要惰性气体保护,能够进行全方位的焊接,适应性好、焊接效率高,焊缝中无裂纹、气孔、缩孔等缺陷,从而有助于提高海底电缆异质导体的整体焊接强度。超声波分区焊接有助于尽可能地降低焊接过程中活泼金属如铝被氧化的几率,本技术的上述加工方法结合了摩擦焊接与超声波分区焊接二者的优势,从而使得海底电缆异质导体的焊接质量较高。
52.优选上述步骤s1包括:将各第一扇环形焊段通过摩擦焊接在第二导体芯21上形成第一焊层,将各第三扇环形焊段通过摩擦焊接到第一焊层的外表面上形成第三焊层,得到第二导体2,将各第二扇环形焊段通过摩擦焊接在第三导体芯31上形成第二焊层,将各第四
扇环形焊段通过摩擦焊接到第二焊层的外表面上形成第四焊层,得到第三导体3,将第二导体2与第三导体3进行摩擦焊接,从而通过第二导体2与第三导体3之间进行一次摩擦焊接形成第一圆环形焊层和第二圆环形焊层,既提高了摩擦焊接的效率,又降低了多次摩擦焊接引入的差异性的几率。
53.优选上述第一超声波分区焊接与第二超声波分区焊接在各区域的焊接为超声波分层焊接,有助于进一步地降低焊接过程中活泼金属如铝被氧化的几率。
54.在本技术的又一种典型的实施方式中,提供了一种海底电缆,包括电力线芯,电力线芯包括从外向内依次设置的非金属护套层、金属屏蔽层、绝缘屏蔽层、绝缘层、导体屏蔽层、导体,该导体为前述的海底电缆异质导体。
55.具有本技术的上述海底电缆异质导体的海底电缆兼具优良的弯曲性能和抗拉强度,从而既能够满足瓶颈段载流量的要求,又降低了成本。
56.在本技术的又一种典型的实施方式中,提供了一种上述的海底电缆的制备方法,制备方法包括在导体上依次进行导体屏蔽层的恢复、绝缘层的恢复、绝缘屏蔽层的恢复、金属屏蔽层的恢复、非金属护套层的恢复,其中,绝缘层的恢复包括:将绝缘层依次进行应力锥削剥、挤塑、硫化。采用本技术的海底电缆异质导体作为海底电缆的导体时,可以采用海底电缆的常规制备方法进行制备,拓展了本技术的海底电缆异质导体的工业适用性。
57.在一些实施例中,上述硫化在硫化模具内进行,硫化模具内具有感应线圈。
58.海底电缆的制备过程中关键的一步为绝缘层的恢复,尤其因导体材质不同,吸收热量不同,从而导致绝缘恢复过程中温度控制复杂,质量难以保障,随着电压等级的升高,绝缘逐渐增厚,传统硫化加热方式热量由外向内传递,常常会出现外部过交联而内部并未完全交联。本技术采用内部具有感应线圈的硫化模具进行硫化的过程中,同时在硫化模具外部辅以加热,从而对绝缘层形成了内、外同时加热,如此可以有效缩短加热时间,提升硫化效率,并提高硫化程度,进而提高海底电缆的质量。
59.以下将结合具体实施例和对比例,对本技术的有益效果进行说明。
60.实施例1
61.第一步,清洗(第一导体1)铜单丝与(第四导体4)铝单丝:
62.对铜电力缆芯a、铝电力缆芯b(铜电力缆芯a、铝电力缆芯b的径向截面积相等且均小于120mm2)进行校直预处理后,放置专用支架上,操作前采用酒精擦拭与风淋方法进行表面清理。清洗后两电力线芯按照既定尺寸进行解剖,各层从外到里呈t型排列,其顺序分别为:非金属护套层、金属屏蔽层、绝缘屏蔽层、绝缘层、导体屏蔽层、导体,其中绝缘层相较其他部件层较长(需要进行应力锥削剥)。各层结构剥削后再次进行表面清理:
63.铜电力缆芯a的第一导体1单丝表面处理方法为采用酸性或碱性溶液浸泡-采用尼龙制成的毛刷辊或304#不锈钢丝抛光-软接头专用恢复装置上自然风干。
64.采用超声波水洗(可以参照图6的超声波水洗设备)将需要清洗的第四导体4单丝放入01水洗槽中,利用固定夹紧装置02进行固定,打开注水阀03,开通电源,超声波发生器04工作,对第四导体4单丝进行清洗30s后,将第四导体4单丝深入小型专用氮气密封罐中,待使用。
65.第二步,摩擦焊焊接铜导体(第二导体芯21)与铝导体(第三导体芯31):
66.分别取长度为15mm、径向截面积相等且均小于120mm2的圆柱形铜导体(第二导体
芯21)与铝导体(第三导体芯31),其中,第二导体芯21、第三导体芯31的径向截面积分别与铜电力缆芯a(铝电力缆芯b)的径向截面积相等,采用摩擦焊专用设备将第二导体芯21与第三导体芯31焊接(第二导体芯21相当于第二导体2,第三导体芯31相当于第三导体3)。
67.第三步,分别采用超声波分区焊接第二导体2与第一导体1单丝、第三导体3与第四导体4单丝:
68.参照图7(氮气管05,金属放置舱06,可旋转焊接头07,超声波发生器具08,第一模具09,第二模具010,第三模具011)的超声波焊接设备将铜单丝焊接到铜棒端,铝单丝焊接至铝棒端。
69.根据第二导体2、第三导体3的外径,选取合适的模具09,使用酒精及清洁棉片进行清洗,酒精棉片蘸取一定量酒精,从一端向另一端擦拭,方向一致,不允许改变方向。要求第一模具09、第三模具011的尺寸相同,第二模具010的尺寸=第一模具09的8尺寸+0.1mm。
70.打开金属放置舱06与可旋转焊接头4,将清洗好的第一模具09,第二模具010,第三模具011与待焊接的第二导体2、第一导体1单丝、第三导体3、第四导体4单丝完好安装,关闭金属放置舱06。放入金属仓的导体,必须为同层与同长度,要求任两层的焊接点间距大于5mm。按动校准按钮,使金属放置舱06与可旋转焊接头4处于同一水品面,待焊金属截面中心相对。按动焊接机开关,超声波发生器具08工作,同时氮气管05输送氮气,焊接开始,可旋转焊接头4可进行旋转焊接,焊接10s后,按动校准按钮,金属放置舱06回到原位,打开金属放置舱06,将焊接好的导体卸下,多次重复焊接,直至第二导体2与第一导体1单丝、第三导体3与第四导体4单丝分别全部焊接结束,得到海底电缆异质导体。
71.第四步,导体屏蔽恢复:
72.对海底电缆异质导体的表面进行质量确认,再次采用风淋法进行表面清洁,对导体进行校直,确保铜电力线芯a、铝电力线芯b所处同一水平面上;采用半导电绑扎带进行绕包,半导电绑扎带与铜电力线芯a、铝电力线芯b所采用的原材料相同,绕包搭盖率相同,绑扎后使用高温80~90℃烘枪对导体进行预热。
73.恢复挤包导体屏蔽材料与铜电力线芯a、铝电力线芯b材料相同,为半导电自粘带,将半导电自粘带紧紧包裹在导体上,两端延伸后覆盖内屏蔽层;半导电带外缠绕聚四氟乙烯隔热带,缠绕后使用高温烘枪对聚四氟乙烯隔热带加热,防止高温直接接触内屏。同时使用圆柱工具进行挤压,确保圆整度的情况下,使半导电自粘带紧密连接为一体。
74.粘合后拆除聚四氟乙烯隔热带,采用1000#以上砂纸将表面打磨光滑、圆整,半导电自粘带缠绕后厚度等于本体挤包导体屏蔽厚度。再次包裹聚四氟乙烯隔热带,安装预制硫化模具,对其进行加热,加热温度区间为120~130℃,硫化时间为35min,待温度下降到室温,方可将模具拆卸,取下四氟乙烯隔热带。
75.第五步,绝缘层恢复
76.对导体屏蔽表面质量进行确认,再次进行表面清洁,清洁方式为酒精与无尘纸搭配,要求从一端向另一端擦拭,方向一致,不允许改变。在绝缘层进行应力锥削剥,应力锥角度与具体电力线芯尺寸相关,注意保护导体屏蔽不要受伤。要求每次削剥厚度不大于1mm,削剥后的应力锥使用透明薄膜进行包裹,防止应力锥表面受伤。
77.将电缆放置在挤塑模具中,再次调整线芯位置,确保其中心相对。将电缆放置于挤塑模具中,盖好模具,对其进行加热,加热温度至120℃,保温时间1h。
78.预热温度80~90℃下对恢复好的绝缘屏蔽层预热后,进行挤塑:先启动挤出机,将其挤出机螺杆转速设置7~9rmp,随后打开挤出机料斗下翻球阀,启动绝缘上料器,进行排料,排料时间20min后,观察绝缘胶里是否有杂质、气孔,待表面质量符合要求时,关闭挤出机,将挤出机头与挤塑模具相连接,安装时间不超过2min。安装结束后再次启动挤出机,设置挤出温度110~120℃,螺杆转速7~9rmp,开始挤出。绝缘上料器中加入的绝缘料与本体材料一致。
79.待挤塑模具两端有料溢出,说明挤塑模具已满,关闭挤出机。
80.待温度恢复至室温,将挤塑模具拆卸,清洗。
81.根据电缆外径选择硫化模具,硫化模具分为上模、下模,通过定位销进行连接。将待硫化线芯放置于硫化下模具中,定位准确后将上模具与下模具对准,使用定位销进行连接固定,使用密封胶垫、密封胶进行固定。
82.密封后向硫化管内冲入氮气并加热,氮气压力值大于1.3mpa,温度大于200℃。
83.采取加热方式为搭配加热,硫化模具内具有特定的感应线圈,外部施加温度的方式向硫化管表面加热,与此同时内部感应线圈与导体进行感应,导体发热,从内、外同时加热,可有效缩短加热时间,提升硫化效率,并提高硫化程度。
84.待硫化接头表面有温度传感器,可以通过软件采集温度。
85.硫化时间为高于200℃后等待240min。硫化结束后,采用水冷方式对其进行冷却及卸压。冷却至室温后,拆卸择硫化模具。
86.恢复绝缘层进行结构检查与修复。
87.采用x光检测法对恢复绝缘层进行质量检测。
88.第六步,绝缘屏蔽恢复
89.恢复挤包绝缘屏蔽材料与本体绝缘屏蔽材料相同,为半导电自粘带,将半导电自粘带紧紧包裹在绝缘上,两端延伸后覆盖绝缘屏蔽层;半导电带外缠绕聚四氟乙烯隔热带,缠绕后使用高温烘枪对聚四氟乙烯隔热带加热,防止高温直接接触绝缘。同时使用圆柱工具进行挤压,确保圆整度的情况下,使半导电自粘带紧密连接为一体。
90.粘合后拆除聚四氟乙烯隔热带,采用1000#以上砂纸将表面打磨光滑、圆整。
91.半导电自粘带缠绕后厚度等于本体挤包绝缘屏蔽厚度。
92.再次包裹聚四氟乙烯隔热带,安装预制硫化模具,对其进行加热,加热温度区间120~130℃,硫化时间35min,待温度下降到室温,方可将模具拆卸,取下四氟乙烯隔热带。
93.第七步,非金属护套层、金属屏蔽层恢复后,在电力线芯外依次增加内垫层、金属铠装层、外被层,得到海底电缆。
94.实施例2
95.实施例2与实施例1的区别在于,
96.第一步中,铜电力缆芯a、铝电力缆芯b的径向截面积相等且均大于120mm2。
97.第二步中,分别取长度为15mm、径向截面积相等的圆柱形铜导体(第二导体芯21)与铝导体(第三导体芯31)。
98.将3个第一扇环形焊段通过摩擦焊接在第二导体芯21上形成第一焊层,得到第二导体2,第一焊层的一端与第二导体芯21的一端齐平,第一焊层的另一端凸出于第二导体芯21为15mm,第二导体2的径向截面积与铜电力缆芯a的径向截面积相等。
99.将3个第二扇环形焊段通过摩擦焊接在第三导体芯31上形成第二焊层,得到第三导体3,第二焊层的一端与第三导体芯31的一端齐平,第二焊层的另一端凸出于第三导体芯31为15mm,第三导体3的径向截面积与铝电力缆芯b的径向截面积相等。
100.将第二导体2与第三导体3平齐的端面通过摩擦焊专用设备焊接在一起,形成了第一圆环形焊层。
101.第三步中,采用超声波分层焊接将第二导体2的第二导体芯21区与部分第一导体1单丝进行焊接,继续采用超声波分层焊接将第一焊层区与剩余的第一导体1单丝进行焊接。
102.采用超声波分层焊接将第三导体3的第三导体芯31区与部分第四导体4单丝进行焊接,继续采用超声波分层焊接将第二焊层区与剩余的第四导体4单丝进行焊接。
103.具体地,参照图7(氮气管05,金属放置舱06,可旋转焊接头07,超声波发生器具08,第一模具09,第二模具010,第三模具011),并根据第二导体2、第三导体3的外径,选取合适的模具09,使用酒精及清洁棉片进行清洗,酒精棉片蘸取一定量酒精,从一端向另一端擦拭,方向一致,不允许改变方向。要求第一模具09、第三模具011的尺寸相同,第二模具010的尺寸=第一模具09的8尺寸+0.1mm。
104.打开金属放置舱06与可旋转焊接头4,将清洗好的第一模具09,第二模具010,第三模具011与待焊接的第二导体2、第一导体1单丝、第三导体3、第四导体4单丝完好安装,关闭金属放置舱06。放入金属仓的导体,必须为同层与同长度,要求任两层的焊接点间距大于5mm。按动校准按钮,使金属放置舱06与可旋转焊接头4处于同一水平面,待焊金属截面中心相对。按动焊接机开关,超声波发生器具08工作,同时氮气管05输送氮气,焊接开始,可旋转焊接头4可进行旋转焊接,焊接10s后,按动校准按钮,金属放置舱06回到原位,打开金属放置舱06,将焊接好的导体卸下,多次重复焊接,直至第二导体2与第一导体1单丝、第三导体3与第四导体4单丝分别全部焊接结束,得到海底电缆异质导体,最终得到海底电缆。
105.实施例3
106.实施例3与实施例2的区别在于,
107.第二步中,分别取长度为15mm、径向截面积相等的圆柱形铜导体(第二导体芯21)与铝导体(第三导体芯31)。
108.将3个第三扇环形焊段通过摩擦焊接在第一焊层上形成第三焊层,得到第二导体2,第三焊层的一端与第二导体芯21的一端齐平,第三焊层的另一端凸出于第一焊层为15mm,第二导体2的径向截面积与铜电力缆芯a的径向截面积相等。
109.将3个第四扇环形焊段通过摩擦焊接在第二焊层上形成第四焊层,得到第三导体3,第四焊层的一端与第三导体芯31的一端齐平,第四焊层的另一端凸出于第二焊层为15mm,第三导体的径向截面积与铝电力缆芯b的径向截面积相等。
110.将第二导体2与第三导体3平齐的端面通过摩擦焊专用设备焊接在一起,形成了第二圆环形焊层。
111.第三步中,采用超声波分层焊接将第二导体2的第二导体芯21区与部分第一导体1单丝进行焊接,采用超声波分层焊接将第一焊层区与部分第一导体1单丝进行焊接,继续采用超声波分层焊接将第三焊层区与剩余的第一导体1单丝进行焊接,且确保第一焊段与第三焊段错位设置。
112.采用超声波分层焊接将第三导体3的第三导体芯31区与部分第四导体4单丝进行
焊接,采用超声波分层焊接将第二焊层区与部分第四导体4单丝进行焊接,继续采用超声波分层焊接将第四焊层区与剩余的第四导体4单丝进行焊接,且确保第二焊段与第四焊段错位设置,得到海底电缆异质导体,最终得到海底电缆。
113.实施例4
114.实施例4与实施例3的区别在于,
115.第三步中,第一焊层与第三焊层的焊接线在同一条直线上,第二焊层与第四焊层的焊接线在同一条直线上,得到海底电缆异质导体,最终得到海底电缆。
116.对比例1
117.对比例1与实施例3的区别在于,
118.无第二导体芯21和第三导体芯31,直接将第一导体1单丝与第四导体4单丝通过超声波焊接设备进行超声波分层焊接,得到海底电缆异质导体,最终得到海底电缆。
119.通过海缆标准cigre tb 623分别测试上述实施例1至4、对比例1得到的海底电缆异质导体的弯曲性能和抗拉强度,并将测试结果列于表1。
120.表1
[0121][0122]
从以上的描述中,可以看出,本发明上述的实施例实现了如下技术效果:
[0123]
本技术的海底电缆异质导体中不同材质的第二导体与第三导体摩擦焊接,在接头处形成两种材料的合金结构,因此既能够抑制不同材质的第二导体与第三导体之间发生电化学反应,从而削弱活泼金属如铝被氧化,又能够有效控制铜铝焊接接头的强度,进而在整体上提高海底电缆异质导体的焊接质量。
[0124]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1