开口三角形铁芯快速拼装台
1.本发明涉及变压器铁芯辅助生产设备技术领域,特别是一种开口三角形铁芯快速拼装台。
背景技术:
2.铁芯是组成变压器的重要部件。立体开口三角形卷铁芯由于其具有生产工艺简单的特点,目前被广泛用于立体三角型卷铁芯变压器。
3.生产立体开口三角形卷铁芯时,需将三组形状相同的单相开口卷铁芯按120
°
的角度组装成的开口向上的立体形式的铁芯。传统的组装一般由人工捆扎完成。这种组装方式由于铁芯自重的原因会产生变形,加大了人工组装的难度。
4.为解决上述的问题,目前也有企业采用专用的组装台进行辅助组装。这些组装台一般都包括三个120
°
设置的支架,每个支架的上方均设置滑台,每个滑台分别通过丝杆由手轮驱动。采用这种辅助组装台能提高组装效率和组装质量。但这种组装台依然存在以下问题:由于每个滑台分别通过手轮驱动带动铁芯相互靠近,因此,一个工人操作时,须分别摇动3个手轮,无法实现3个滑台同步运动。即使采用3个工人配合组装,也很难保证3个滑台同步运动。因此,较难一次性对齐3个铁芯。实际操作时,有的铁芯进给量多了就得反向摇动手轮带动铁芯后退,如此反复慢慢对齐3个铁芯。组装时间较长。
5.因此,有必要对现有的组装台进行改进,以进一步提高组装速度和组装精度。
技术实现要素:
6.本发明为了解决目前现有的铁芯辅助组装台在组装时3个铁芯无法同步运动,导致拼装时间长的问题,而提供的一种开口三角形铁芯快速拼装台。
7.为达到上述功能,本发明提供的技术方案是:一种开口三角形铁芯快速拼装台,包括支撑主管和固定安装在所述支撑主管上的3个结构相同的支撑架,3个所述支撑架沿着所述支撑主管的轴向均匀设置,所述支撑主管内可转动设置有转动轴,所述转动轴与所述支撑主管同轴;沿着所述转动轴的轴向依次设置有锥齿轮a和锥齿轮b;所述支撑架包括安装架、滑台和支撑板,所述安装架的顶部可转动设置有丝杆a,所述丝杆a通过固定设置在滑台上的丝杆螺母a与所述滑台连接;所述丝杆a的末端固定设置有锥齿轮c,所述锥齿轮c与所述锥齿轮a配合并由所述锥齿轮a驱动转动;所述支撑板可移动设置在安装架的中部,所述支撑板的中部设置有丝杆螺母b,所述安装架上可转动设置有丝杆b,所述丝杆b与所述丝杆螺母b配合;所述丝杆b的末端设置有锥齿轮d,所述锥齿轮d与所述锥齿轮b配合并驱动所述锥齿轮b转动;至少有1个丝杆b的前端设置有手轮。
8.优选地,所述滑台上设置有铁芯放置架,所述铁芯放置架呈倒“u”形;所述铁芯放置架包括左支臂、右支臂和上支臂,所述上支臂上设置有滑槽d,所述左支臂和所述右支臂上分别设置有与所述滑槽d相配合的滑轨d。
9.优选地,所述滑台的底部开设有滑槽a,所述安装架的上部固定安装有与所述滑槽a相配合的滑轨a;所述滑轨a与所述丝杆a相平行。
10.优选地,所述安装架的中部平行并列设置有滑轨b和滑轨c,所述支撑板的上、下端部分别开设有与所述滑轨b和滑轨c相配合的滑槽b和滑槽c。
11.优选地,沿着所述支撑板的长度方向开设有若干调节通孔,所述调节通孔中架设有调节螺杆,所述调节螺杆的两端分别设置有调节螺母。
12.优选地,所述上支臂的下方开设有若干调节螺孔。
13.优选地,所述左支臂和所述右支臂的外侧由上至下间隔设置有扎带槽。
14.本发明的有益效果在于:1、通过在丝杆a的末端设置与锥齿轮a相配合的锥齿轮c,这样3个支撑架上的3个滑台都由锥齿轮c驱动,从而保证3个滑台同步运动,在组装时,实现了分别放置在滑台上的3个铁芯同步运动,从而节省了3个铁芯对齐的时间,提高了拼装速度和精度;2、通过设置丝杆b并在其末端设置与锥齿轮b相配合的锥齿轮d,这样转动丝杆b便可同步驱动3个滑台以及3个支撑板运动,操作简单、效率高。
附图说明
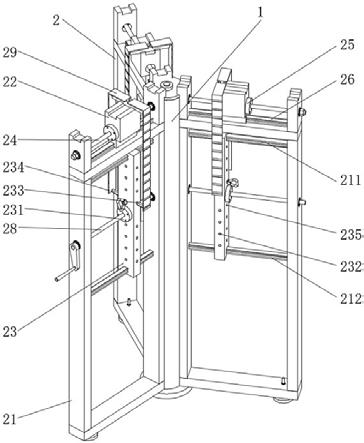
15.图1为本发明的结构示意图;图2为丝杆a、丝杆b与转动轴的配合示意图;图3为铁芯放置架的分解示意图;图4为本发明放置了铁芯的状态图。
具体实施方式
16.下面结合附图1至附图4对本发明作进一步阐述:如图1所示的一种开口三角形铁芯快速拼装台,包括支撑主管1和固定安装在支撑主管1上的3个结构相同的支撑架2,3个支撑架2以支撑主管1的为中心轴、相邻两个支撑架2之间的夹角为120
°
。支撑主管1的内部为空腔,空腔内可转动设置有转动轴3,转动轴3与支撑主管1同轴;沿着转动轴3的轴向依次设置有锥齿轮a4和锥齿轮b5,其中锥齿轮a4位于转动轴3中顶部,锥齿轮b5位于转动轴3的中部。
17.支撑架2包括安装架21、滑台22和支撑板23,安装架21的顶部可转动设置有丝杆a24。在本实施例中,丝杆a24通过轴承与安装架21连接,丝杆a24与转动轴3相垂直。丝杆a24通过固定设置在滑台22上的丝杆螺母a25与滑台22连接;滑台22的底部开设有滑槽a,安装架21的上部固定安装有与滑槽a相配合的滑轨a26;滑轨a26与丝杆a24相平行。在本实施例中,丝杆a24与丝杆螺母a25构成滚珠丝杆螺母副。如图2所示,丝杆a24的末端固定设置有锥齿轮c27,锥齿轮c27与锥齿轮a4配合并由锥齿轮a4驱动转动。
18.安装架21的中部平行并列设置有滑轨b211和滑轨c212,支撑板23的上、下端部分别开设有与滑轨b211和滑轨c212相配合的滑槽b和滑槽c。
19.支撑板23的中部设置有丝杆螺母b231,安装架21上可转动设置有丝杆b28,丝杆b28与丝杆螺母b231配合形成滚珠丝杆螺母副。丝杆b28的末端设置有锥齿轮d281,锥齿轮d281与锥齿轮b5配合并驱动锥齿轮b5转动。在本实施例中,丝杆b28的两端分别通过轴承与安装架21连接,丝杆b28与转动轴3相垂直。为方便使用者驱动转动轴3旋转,至少有1根丝杆b28的前端设置有手轮282,使用者通过转动手轮282带动丝杆b28转动,从而驱动转动轴3转动。
20.滑台22上设置有铁芯放置架29,铁芯放置架29呈倒“u”形。如图3所示,铁芯放置架29包括左支臂291、右支臂292和上支臂293,上支臂293上设置有滑槽d2931,左支臂291和右支臂292上分别设置有与滑槽d2931相配合的滑轨d。上支臂293的下部沿着上支臂293的长度方向开设有若干调节螺孔2932。左支臂291和右支臂292的外侧由上至下间隔还设置有扎带槽2913。使用时,根据待组装铁芯的内圈铁芯的间距调整左支臂291和右支臂292的位置,然后通过拧紧与调节螺孔2932相配合的螺栓,把左支臂291和右支臂292与上支臂293相固定。
21.为了方便定位与放置铁芯放置架29,滑台22上开设有与上支臂293相配合的定位槽。
22.由于自身重量很重且长度较长,铁芯放置架29的两侧容易被压变形,为防止铁芯放置架29变形,进而防止铁芯因自重而变形。支撑板23的长度方向开设有若干调节通孔232,调节通孔232中架设有调节螺杆233,调节螺杆233的两端分别设置有调节螺母234。为了对架设在调节通孔232中的调节螺杆233进行锁定,我们在调节通孔232的中部开设紧定螺孔235,通过螺栓与紧定螺孔235的配合来固定调节螺杆233,防止调节螺杆233窜动。使用时,选择位置合适的1个或多个调节通孔232,把调节螺杆233插入调节通孔232中,调整好位置后,在紧定螺孔235中拧入螺栓固定调节螺杆233,然后在调节螺杆233的两侧分别拧入调节螺母234;然后把支撑板23调整到位于左支臂291或右支臂292的正中位置,调节调节螺母234使调节螺母234分别顶紧左支臂291和右支臂292。
23.由于本发明仅采用1个手轮驱动所有滑台22和支撑板23运动,因此它比较适合中、小型铁芯的拼装,不大适合大型铁芯的拼装。另外,在本实施例中,丝杆a24和丝杆b28、锥齿轮a4和锥齿轮b5、锥齿轮c27和锥齿轮d281的规格相同,从而保证同一安装架21上的滑台22和支撑板23的移动方向和速度相同。
24.采用本发明的开口三角形铁芯快速拼装台组装铁芯的过程如下:首先根据待组装铁芯的大小,调整铁芯放置架29的左支臂291和右支臂292的间距并分别与上支臂293相固定;1根或多根调节螺杆233对应插入位置合适的1个或多个调节通孔232中,固定好后,在两侧分别拧入调节螺母234;然后把铁芯放置架29安放在定位槽内;通过手轮转动丝杆b28,使3个滑台22同步移动到相互远离的位置,把成型料带放置在铁芯放置架29上,形成3个待组装的倒u型单相铁芯100;调节调节螺母234的位置,使调节螺母234分别顶紧左支臂291和右支臂292,防止铁芯放置架29变形;再通过手轮282驱动丝杆b28反方向转动,从而带动丝杆a24旋转,使3个滑台22同步相互靠近,在相邻两铁芯相接触的位置插入绝缘板(图中未示出),待3个独立的单相铁芯100完全靠近后,把扎带穿过扎带槽2913对铁芯的芯柱进行捆绑,形成立体开口三角形铁芯,并通过吊装装置吊到下一道工序。
25.本发明通过其中的1根丝杆b28驱动转动轴3旋转,从而直接或间接同步带动3个滑
台22和3个支撑板23同步运动,实现了在组装时分别放置在滑台22上的3个单相铁芯同步运动;提高了拼装速度和精度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1