一种用于贴附工件的折边包覆机构的制作方法
1.本实用新型涉及折边的技术领域,尤其涉及一种用于贴附工件的折边包覆机构。
背景技术:
2.随着生产生活的需要,电池工件表面通常包覆有一层有一定硬度且能够弯折的薄膜,传统的电池包膜是采用人工方式;但是,人工包膜对人力资源消耗过大、劳动强度大、产能低,另外电池在手工操作时,不可避免经过工作人员的接触,因此易在电池芯体表面留下汗液等污染物,影响产品品质。
3.申请号为cn201922102844.8公开了一种自动折边压泡机,其包括机架、台面板、压泡组件结构、下压组件结构、顶升组件结构、推料组件结构、防护组件结构和出料滑板,机架用于支撑,台面板用于组装各部件,压泡组件结构用于压泡折边,下压组件结构用于自动折边压泡机中将弯折的立边贴合到纸盒内壁实现包边,顶升组件结构用于放置纸盒以及将折边压泡完成的纸盒向上顶出,推料组件结构用于将顶出组件结构顶出的纸盒推出来,此结构实现了对工件的自动下料,但不能实现自动上料,另外在出料过程中,采用滑行方式出料,会对工件表面造成损伤。
技术实现要素:
4.本实用新型要解决的主要技术问题是:提供一种用于贴附工件的折边包覆机构,能够解决上述背景技术提到的问题。
5.为了解决上述的主要技术问题采取以下技术方案实现:
6.一种用于贴附工件的折边包覆机构,包括机架、操作台板、主压组件、传送组件、折边组件、载盘、托举组件;所述操作台板设置于机架上,传送组件位于操作台板下方且横向穿过操作台板的相对两侧;所述操作台板中间设置有方形通孔,四个所述折边组件固定在操作台板上且绕方形通孔的四个边分布;所述主压组件位于操作台板的上方,且正对方形通孔;工件顶面覆盖有薄膜,载有工件的所述载盘置于传送组件上,并在传送组件的作用下横向平移;所述托举组件位于载盘的下方且能够将载盘顶起以使工件靠近方形通孔;所述主压组件包括第一升降驱动、底面敞口的仿形槽、吸盘件;所述仿形槽能够在第一升降驱动的作用下穿过方形通孔并将工件和薄膜压盖在内;所述吸盘件设于仿形槽顶部,以便将工件与仿形槽可分离的吸附为一个整体;当所述第一升降驱动带动工件和仿形槽上行至方形通孔上方时,所述折边组件向方形通孔内侧平移以将薄膜边缘贴附在工件底面。
7.优选地,所述仿形槽的上方连接有安装板;所述安装板与第一升降驱动相连;所述吸盘件与安装板固定连接且插入仿形槽内。
8.优选地,所述仿形槽的顶面是能够相对槽壁升降的活动板;所述吸盘件与活动板滑动连接;所述安装板上设置有第二升降驱动;所述第二升降驱动的移动部与活动板固定连接。
9.优选地,所述第一升降驱动和第二升降驱动均是气缸或电缸。
10.优选地,所述传送组件是两条并列同速设置的传送链;所述托举组件是电缸;所述托举组件位于两个传送链之间。
11.优选地,所述折边组件包括滑行气缸、滑轨和折边板;所述滑行气缸和滑轨固定在操作台板上;所述折边板与滑行气缸相连,且与滑轨滑动连接。
12.优选地,所述折边组件还包括支撑板;所述支撑板滑动连接在滑轨表面,且与滑行气缸的活塞杆端部固定连接;所述折边板与支撑板可拆卸连接;所述支撑板在滑轨的滑动方向上设置有至少一排螺纹孔;所述折边板与其中一螺纹孔连接。
13.优选地,所述机架固定在箱体框架上;所述箱体框架的底部设置有带有刹车装置的万向轮。
14.与现有技术相比,本实用新型应用具备下列优点:
15.(1)通过设置传送组件和托举组件,便于工件自动上料至主压组件的正下方进行包覆,包覆完成后自动下料,并由传送组件接着向前传送,整个过程无需人工操作,降低了劳动强度,提高了生产效率。
16.(2)主压组件和折边组件配合使用,从而完成了对工件的自动包覆,效率高,生产品质好。
17.(3)通过设置仿形槽顶部的活动板和与活动板滑动连接的吸盘件,便于下料更加的顺畅;仿形槽既能对工件进行定位,也能使薄膜自动进行第一次90
°
的翻折;同时折边组件的使用能够使薄膜进行第二次90
°
的翻折,经过两次90
°
的翻折,薄膜能够包覆工件的上表面、一个侧表面、底面,操作简单,效果稳定。
附图说明
18.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图做简要介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
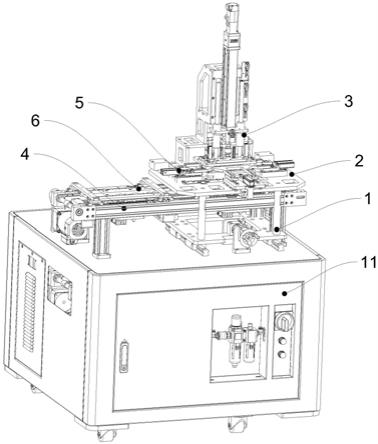
19.图1为整体结构示意图;
20.图2为整体结构的右视结构示意图;
21.图3为主压组件的放大结构示意图,为了表示清楚其他部件,省略位于前侧的折边组件;
22.图4为主压组件的正视放大结构示意图,为了表示清楚其他部件,省略位于前侧的折边组件;
23.图5为仿形槽的仰视结构示意图;
24.图6为折边组件的结构示意图。
25.图中:1为机架,11为箱体框架,2为操作台板,21为方形通孔,3为主压组件,31为第一升降驱动,32为仿形槽,33为吸盘件,34为安装板,35为活动板,36为第二升降驱动,4为传送组件,5为折边组件,51为滑行气缸,52为滑轨,53为折边板,54为支撑板,6为载盘,7为托举组件。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。另外,文中所提到的所有连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少联接辅件,来组成更优的联接结构。
27.请参阅图1
‑
6所示,一种用于贴附工件的折边包覆机构,包括机架1、操作台板2、主压组件3、传送组件4、折边组件5、载盘6、托举组件7;机架1主要用于支撑;机架1的底部固定在箱体框架11顶板外侧;所述箱体框架11的底部设置有带有刹车装置的万向轮;箱式框架的内部用于放置电路等装置。
28.操作台板2设置于机架1上;所述操作台板2中间设置有方形通孔21,四个所述折边组件5固定在操作台板2上,每一个折边组件5对应方形通孔21的一个边分布;所述主压组件3位于操作台板2的上方,且正对方形通孔21。
29.工件的顶部覆盖有薄膜,薄膜内表面自带粘胶,覆盖有薄膜的工件放在载盘6上,载盘6置于传送组件4上,并在传送组件4的动力驱动下横向平移至方向通孔的正下方;传送组件4是两条并列设置的传送链,两个传送链同速传动,载盘6的相对两侧放置在两个传送链上;传送组件4固定在机架1上,位于操作台板2和箱体框架11之间;传送链的传送方向水平,传送链穿过操作台板2,即传送链的传送方向是从操作台板2的一侧至相对的另一侧;所述托举组件7位于载盘6的下方且能够将载盘6顶起,送至靠近方向通孔的位置,以便主压组件3进行操作;所述托举组件7是电缸;所述托举组件7位于两个传送链之间。
30.主压组件3包括第一升降驱动31、底面敞口的仿形槽32、吸盘件33;第一升降驱动31是气缸或者电缸;第一升降驱动31通过安装板34与仿形槽32固定连接;第一升降驱动31启动,能够带动仿形槽32升降,在升降过程中,仿形槽32能够穿过方形通孔21;当仿形槽32下行时,仿形槽32将工件和薄膜压盖在仿形槽32内部,由于仿形槽32侧壁的作用,仿形槽32能够将薄膜的边缘自顶面向下翻折90
°
;所述吸盘件33置于仿形槽32的顶部,且能够吸附住工件和薄膜,以将覆盖有薄膜的工件与仿形槽32可分离的连接为一个整体;吸盘件33固定在安装板34上,吸盘件33穿设仿形槽32的顶部,吸盘件33的气源(图中未表示),吸盘件33的设置参考现有技术;当所述第一升降驱动31带动工件和仿形槽32上行至方形通孔21上方时,所述折边组件5向方形通孔21内侧平移以将薄膜边缘包覆在工件底面。
31.折边组件5包括滑行气缸51、滑轨52和折边板53;所述滑行气缸51和滑轨52固定在操作台板2上;滑行气缸51和滑轨52的滑动方向均是直线朝向方形通孔21内侧;所述折边板53与滑行气缸51相连,且与滑轨52滑动连接;为了能够便于调整折边板53的滑动长度,适用不同尺寸的工件,所述折边组件5还包括支撑板54;所述支撑板54滑动连接在滑轨52表面,且与滑行气缸51的活塞杆端部固定连接;所述折边板53与支撑板54可拆卸连接;所述支撑板54在滑轨52的滑动方向上设置有至少一排螺纹孔;所述折边板53与其中一螺纹孔连接;当第一升降驱动31带动工件上行至工件下表面与折边板53的上边缘重合时,滑行气缸51启动,将已经翻折90
°
的薄膜底部再次沿着工件表面翻折90
°
,并粘贴在工件的底面。
32.当工件被薄膜包裹完成后,需要下料时,吸盘件33松开对工件的吸附,使工件脱离
仿形槽32置于载盘6上,而后由托举组件7下行送至传送组件4表面,继续向前传送,完成自动包覆;为了避免吸盘件33松开工件时,工件不能立刻从仿形槽32内脱离,所述仿形槽32的顶面是能够相对仿形槽32槽壁升降的活动板35;所述安装板34上设置有第二升降驱动36;所述第二升降驱动36是电缸或气缸;所述第二升降驱动36的移动部与活动板35固定连接;所述吸盘件33滑动连接在活动板35上,活动板35上有能够使吸盘件33穿过的通孔,在第二升降驱动36的作用下,活动板35能够沿着吸盘件33升降,从而将工件推至脱离吸盘件33。
33.本实用新型的工作过程为:使用时,传送组件4将放置有工件的载盘6向前传送;当工件位于方形通孔21的正下方时,托举组件7将载盘6向上托举,使工件靠近方形通孔21;同时,第一升降驱动31带动安装板34和仿形槽32一起下行,直至仿形槽32将工件扣盖在内,吸盘件33将工件吸附,此时由于仿形槽32的限位,薄膜被第一次翻折90
°
;第一升降驱动31带动仿形槽32和工件上行,滑行气缸51启动,折边板53向方形通孔21内侧移动,在移动过程中,由于折边板53的作用,薄膜被二次翻折90
°
并贴附在工件底面,从而完成包覆;工件包覆完成需要下料时,第一升降驱动31带动仿形槽32和包覆完成的工件下行,吸盘件33松开工件,同时第二升降驱动36推动活动板35下行,使活动板35推送工件远离吸盘,从而脱离仿形槽32回位至载盘6上;托举组件7带动载盘6和包裹完成的工件下行,并将载盘6重新置于传送组件4上,最后传送组件4将包覆完成后的工件继续向前传送。
34.需要说明的是,本实用新型中的“上、下、左、右、内、外”是以图中零部件的相对位置为基准定义的,只是为了描述技术方案的清楚及方便,应当理解,此方位词的应用对本技术的保护范围不构成限制。
35.以上所述的实施方式为优选实施方式而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,依然可以对前述实施所记载的技术方案进行修改,或者对其中部分技术特性进行等同替换,凡在本实用新型精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1