绕线主轴组件及绕线装置的制作方法
1.本实用新型涉及线圈加工设备领域,具体是涉及一种绕线主轴组件及绕线装置。
背景技术:
2.现有的绕线装置中的绕线工作流程一般为:旋转主轴固定骨架,线材穿过线嘴后,夹线组件夹紧线头,在线嘴导向下,线材绕过骨架,旋转主轴驱动骨架转动,从而实现绕线。绕线完成后,切刀切断线材,线圈下料,完成绕线工艺。在现有的绕线装置中,旋转主轴与夹线组件是两个独立的组件,由于在绕线装置的部件布局中,旋转主轴的夹骨架端难以与夹线组件中的夹线端保持在同一水平面上,导致线圈中伸出的线头线尾过长,可能对后续的焊接造成影响。
3.现有的绕线装置中的旋转主轴通过骨架的形状的不同而结构不同,以便更加稳固地固定待绕线的骨架。现有的绕线装置中的旋转主轴可通过贯穿或索咀固定骨架。无论采用哪种方法,现有大部分的旋转主轴沿水平方向延伸,而线材沿竖直方向延伸;当骨架呈工字形时,沿水平延伸的旋转难以固定骨架;或将骨架转向后便于旋转主轴固定骨架,但是一定程度增加绕线装置复杂程度。
技术实现要素:
4.本实用新型的第一目的是提供一种具有夹线功能的绕线主轴组件。
5.本实用新型的第二目的是提供一种包括上述的绕线主轴组件的绕线装置。
6.为了实现上述的第一目的,本实用新型提供的绕线主轴组件包括旋转主轴组件和夹线组件,旋转主轴组件包括主轴和移动驱动组件,移动驱动组件驱动主轴移动;夹线组件设置在主轴的径向外侧壁上,夹线组件包括第一夹块、第二夹块和夹块驱动组件,第一夹块固定设置在主轴的径向外侧壁上,夹块驱动组件驱动第一夹块朝向或远离第二夹块移动,第一夹块沿主轴的周向移动。
7.由上述方案可见,主轴用于固定骨架,可通过贯穿或索咀等方式进行固定;移动驱动组件驱动主轴转动,主轴的转动带动骨架的转动,便于骨架进行绕线;夹线组件设置在外侧壁上,将旋转主轴组件和夹线组件合为一体,减少绕线装置中部件的设置,使绕线装置部件布局可操作空间更广,以适应更多不同形状的骨架的绕线工艺;操作人员可根据所需线头的长度,设置夹线组件在主轴的外侧壁上的位置,当第一夹块和第二夹块分别与主轴的骨架固定端位于同一平面时,保证主轴的骨架固定端稳固固定骨架的同时,夹线组件与主轴的骨架固定端的距离最短,使线头的长度短,更好地保证线圈后续的焊接效果。
8.进一步的方案是,夹块驱动组件包括拉簧、第一移动环和移动环驱动组件,第一移动环套设在主轴外,第一移动环与第一夹块固定连接,移动环驱动组件驱动第一移动环沿主轴的周向移动,拉簧分别与第一移动环、主轴连接。
9.可见,移动环驱动组件驱动第一移动环移动,由于第一移动环与第一夹块固定连接,第一移动环的移动带动第一夹块的移动,使得第一夹块远离第二夹块移动,线材进入第
一夹块与第二夹块之间;由于拉簧分别与第一移动环、第一夹块连接,第一移动环的移动带动拉簧拉伸,移动环驱动组件停止驱动后,在拉簧的弹力作用下,第一移动环复位,夹紧线材;第一移动环的移动带动第一夹块沿主轴的径向周向移动,使第一夹块与第二夹块之间的夹线位置更靠近主轴的骨架固定端,控制线头或线尾的长度。
10.进一步的方案是,主轴的径向外侧壁上设置有第一限位环和第二限位环,第一移动环设置在第一限位环与第二限位环之间,第二夹块固定设置在第二限位环上。
11.可见,第一限位环与第二限位环对第一移动环的移动方向进行限位,保证第一移动环的移动带动第一夹块的移动方向的准确性,使得第一夹块与第二夹块准确且稳定地夹紧线材。
12.进一步的方案是,移动环驱动组件包括第一驱动轴套、第一驱动环和夹线驱动装置,第一驱动轴套套设在主轴外,第一驱动轴套沿主轴的周向设置有第一凹槽,主轴贯穿第一驱动环,第一驱动环朝向主轴的侧壁上设置有第一连接块,第一连接块位于第一凹槽内,夹线驱动装置驱动第一驱动环沿主轴的轴向移动;第一驱动轴套靠近第一移动环的一端上设置有第一斜面,第一移动环远离主轴的侧壁上设置有凸起块,第一斜面与凸起块邻接。
13.可见,由于第一驱动环的第一连接块位于第一驱动轴套的第一凹槽内,当主轴转动带动第一驱动轴套转动时,第一移动环可保持状态,避免相互干扰;当夹线驱动装置驱动第一驱动环移动时,可带动第一驱动轴套移动,由于第一驱动轴套上的斜面与第一移动环上的凸起块邻接,第一驱动轴套的移动带动第一移动环的移动,带动第一夹块远离第二夹块移动,该结构实现主轴的转动的同时,实现主轴上的第一驱动轴套移动,主轴的移动与第一驱动轴套的移动互不干扰。
14.进一步的方案是,夹线组件包括第三夹块、第四夹块、第二移动环和第三限位环,第二移动环和第三限位环分别套设在主轴外,第二移动环设置在第二限位环与第三限位环之间,移动环驱动组件驱动第二移动环沿主轴的周向移动,第三夹块设置在第二移动环上,第四夹块设置在第三限位环上。
15.可见,由于第二移动环设置在第二限位块与第三限位环之间,可对第二移动环的移动进行限位,第二移动环的移动带动第三夹块朝向第四夹块移动,第一夹块和第二夹块夹紧线材的线头,第三夹块和第四夹块夹紧线材的线尾,便于后续的剪线。
16.进一步的方案是,主轴的径向外侧壁上设置有导向块,导向块设置在第三限位环与主轴的骨架固定端之间,第二夹块上设置有避让台阶,导向块位于避让台阶内;导向块上设置有导向端面,主轴的骨架固定端位于导向端面上。
17.可见,主轴的骨架固定端位于导向端面上,导向块上形成的弯角处和导向端面对线材导向,使线材保持在一定位置进行绕线,使绕线效果更好。
18.进一步的方案是,主轴内沿主轴的轴向设置有中空部,主轴的骨架固定端设置有开口,开口与中空部连通,中空部内设置有夹持组件,夹持组件包括至少两个夹持片,至少两个夹持片上分别设置有第二斜面,第二斜面分别与主轴的内侧壁邻接,移动驱动组件驱动夹持片贯穿开口。
19.可见,夹持组件设置在主轴内,当移动驱动组件驱动夹持片贯穿开口后,两个夹持片之间距离变大,骨架位于两个夹持片之间,移动驱动组件驱动夹持片反向移动,两个夹持片夹紧骨架,并且收回至主轴的中空部内,从而固定骨架;通过夹持组件夹紧骨架,对骨架
的形状结构无要求,提高装置的应用程度。
20.进一步的方案是,移动驱动组件包括平移驱动组件,平移驱动组件包括平移驱动装置、第二驱动环、第二驱动轴套和驱动杆,驱动杆设置在中空部内,主轴上设置有滑槽,滑槽与中空部连通,第二驱动轴套套设主轴外,第二驱动轴套朝向主轴的侧壁设置有连接杆,连接杆贯穿滑槽与驱动杆,第二驱动轴套沿主轴的周向设置有第二凹槽,主轴贯穿第二驱动环,第二驱动环朝向第二驱动轴套设置有第二连接块,第二连接块位于第二凹槽内,平移驱动装置驱动第二驱动环沿主轴的轴向移动。
21.可见,平移驱动装置驱动第二驱动环移动,带动第二驱动轴套移动,由于第二驱动轴套上的连接杆贯穿滑槽与驱动杆,第二驱动轴套的移动带动驱动杆移动,由于夹持组件设置在驱动杆上,从而实现夹持组件的夹紧和释放。
22.进一步的方案是,主轴的个数为两个,两个主轴平行设置,每个主轴的外侧壁上分别设置有夹线组件;移动驱动组件包括转动驱动组件,转动驱动组件包括转动驱动装置和传动带,两个主轴分别与传动带连接,转动驱动装置驱动其一主轴转动。
23.可见,两个主轴同时转动进行两个骨架的绕线工艺,有效提高工作效率。
24.为实现上述第二目的,本实用新型提供的绕线装置包括如上述的绕线主轴组件。
附图说明
25.图1是本实用新型绕线装置实施例的结构图。
26.图2是本实用新型绕线装置实施例中送料组件的结构图。
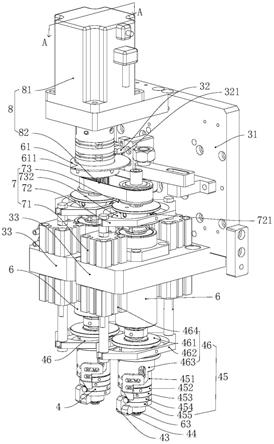
27.图3是本实用新型绕线装置实施例中绕线主轴组件的结构图。
28.图4是本实用新型绕线装置实施例中旋转主轴组件的结构图。
29.图5是沿图4a
‑
a线剖切的剖视图。
30.图6是本实用新型绕线装置实施例中夹持组件的结构图。
31.图7是本实用新型绕线装置实施例中夹线组件设置在主轴上的示意图。
32.以下结合附图及实施例对本实用新型作进一步说明。
具体实施方式
33.本实用新型的绕线主轴组件可应用于用电元件内的线圈的绕线工艺中,通过将夹线组件设置在用于固定骨架的主轴的径向外侧壁上,便于调整线头与线尾的伸出长度,使后续的焊接效果更好。
34.参见图1,绕线装置包括安装台1、骨架上料组件10、送料组件11、绕线主轴组件2、剪线组件12、线嘴组件13、治具送料组件14和下料组件15,骨架上料组件10、送料组件11、绕线主轴驱动组件、剪线组件12、线嘴组件13和下料送料组件11分别设置在安装台1上。骨架上料组件10包括振动盘101和直线轨道102,直线轨道102连接振动盘101的出口,在振动盘101的振动驱动下,振动盘101内的骨架经过直线轨道102后,移动至送料组件11。送料组件11用于将骨架输送至绕线主轴组件2处。参见图2,送料组件11包括送料块111、顶料组件112和送料驱动组件113,送料块111朝向骨架上料组件10的侧壁凸起设置有安装板1111,安装板1111朝向骨架上料组件10的侧壁上设置有两个凹槽1112,凹槽1112朝向骨架上料组件10形成有开口1113,凹槽1112用于固定挂架,凹槽1112的侧壁可呈弧形,配合俯视呈圆形的工
字形骨架。振动盘101驱动直线轨道102上的骨架贯穿开口1113进入凹槽1112内,工字形骨架中较大宽度的侧板放置在安装板上,中间轴与较小宽度的侧壁悬挂在凹槽1112内。顶料组件112用于将凹槽1112内的骨架顶起,便于骨架中较大宽度的侧板远离安装板1111移动,便于绕线主轴组件2抓取骨架。顶料组件112包括顶料驱动气缸1121和两个顶料杆1122,两个顶料杆1122分别一一对应地位于两个凹槽1112内,顶料驱动气缸1121驱动两个顶料杆1122同时在凹槽1112内移动。送料驱动组件113包括电机1132和丝杆1131,电机1132驱动丝杆1131转动,丝杆1131与送料块1111连接。绕线主轴组件2用于固定骨架并且驱动骨架转动进行绕线。剪线组件12用于剪断绕线主轴组件2上的线材,在本实施例中,剪线组件12包括两个气动剪刀121,剪线组件12设置在绕线主轴组件2与线嘴组件13之间。线嘴组件13用于对线材的走向进行导向。线嘴组件13包括两个线嘴131、两个压线组件和线嘴驱动组133,在本实施例中,线嘴131沿水平方向延伸。一个线嘴131对应一个压线组件。压线组件包括两个压块132,线材从两个压块132之间穿过。线嘴驱动组件133驱动线嘴沿xyz三个方向移动。
35.在本实施例中,治具送料组件14包括第一输送轨道141和第一轨道驱动组件142,第一输送轨道141上用于空治具,空治具上设置有多个放置格,放置格用于放置完成绕线的线圈,第一轨道驱动组件142驱动第一输送轨道141上的空治具沿第一输送轨道141的延伸方向移动。下料组件15包括第二输送轨道组件和夹料组件,第二输送轨道组件包括第二输送轨道151和第二轨道驱动组件,第二输送轨道151用于输送治具,第二轨道驱动组件驱动治具沿第二输送轨道151方向移动。丝杆1131、第一输送轨道141的延伸方向和第二输送轨道151的延伸方向相互平行,第二输送轨道151设置在第一输送轨道141与送料组件11之间。夹料组件包括夹子组件152和夹子驱动组件153,夹子组件152通过两个可朝向或远离彼此移动的夹块1521夹紧治具,夹子驱动组件153驱动夹子组件152在第一输送轨道141与第二输送轨道151之间移动。
36.绕线装置的工作流程为:振动盘101振动驱动骨架移动至送料组件11,送料组件11驱动骨架移动至绕线主轴组件2处。操作人员将线材依次穿过压线组件和线嘴131,绕线主轴组件2上的夹线组件夹紧线材,开始绕线。与此同时,第一输送轨道组件14输送空治具,夹料组件152将空治具移动至第二输送轨道151上。骨架完成绕线后,剪线组件12剪线,绕线主轴组件2将线圈放置在空治具上,待空治具放满后,夹料组件152将满治具从第二输送轨道151移动至第一输送轨道141,进行下料。
37.参见图3,绕线主轴组件2包括安装架21、旋转主轴组件3、夹线组件4和主轴移动驱动组件5,安装架21设置在安装台10上,安装架21上设置有通槽211。旋转主轴组件3和主轴移动驱动组件5分别设置在安装台21上,旋转主轴组件3沿竖直方向延伸且贯穿通槽211。在本实施例中,主轴移动驱动组件5设置在安装架21远离安装台10的侧壁上。主轴移动驱动组件5驱动旋转主轴组件3沿第一方向x移动时,第一方向x与第一输送轨道141的延伸方向相交。主轴移动驱动组件5驱动通过两组电机与丝杆连接的结构驱动旋转主轴组件3沿水平方向和竖直方向移动。
38.参见图4,在本实施例中,旋转主轴组件3包括固定板31、两个主轴6和移动驱动组件,移动驱动组件驱动两个主轴6同步转动,移动驱动组件设置在固定板31上,两个主轴6平行设置。移动驱动组件包括两组平移驱动组件7和一组转动驱动组件8,一组平移驱动组件7驱动一个主轴6固定骨架;一组转动驱动组件8驱动两组主轴6同时同向转动。转动驱动组件
8包括旋转驱动装置81和传动带82,传动带82分别与两个主轴6连接,旋转驱动装置81为旋转电机,旋转驱动装置81驱动其一主轴6转动,通过传动带82带动另一主轴6转动,两个主轴6同时转动进行绕线工艺,有效提高工作效率。在本实施例中,其一主轴6上固定连接有转动块61,转动块61套设在主轴6外,转动块61沿主轴6的径向凸起设置有检测片611,检测片611呈弧形,固定板31上设置有光电传感器32,光电传感器32上设置有凹槽321,在主轴6转动时,检测片611经过光电传感器32的凹槽321,通过该种检测结构检测主轴6转动的圈数。
39.参见图5,主轴6内沿主轴6的轴向设置有中空部62,主轴6的骨架固定端63设置有开口631,开口631与中空部62连通,骨架被固定在主轴6的骨架固定端63上。中空部62内设置有夹持组件9,参见图6,夹持组件9包括连接轴91和三个夹持片92,三个夹持片92设置在连接轴91的轴向第一端上,并且沿连接轴91的周向等距离排列。沿主轴6的每个夹持片92上分别设置有第二斜面921,第二斜面921分别与主轴6内的中空部62的内侧壁邻接,平移驱动组件7驱动夹持片92贯穿开口631。当三个夹持片92贯穿开口631后,三个夹持片92分散,彼此之间间距变大,骨架进入三个夹持片92之间,当平移驱动组件7反向驱动夹持片92移动时,夹持片92靠拢收缩进入主轴6的中空部62,从而将骨架固定。通过夹持组件9夹紧骨架,对骨架的形状结构无要求,提高装置的应用程度,并且主轴6内的中空部62对夹持组件9进行限位,保证夹持组件9固定骨架的稳定性。
40.固定板31设置有传感器32的侧壁上凸起设置有气缸安装板33,气缸安装板33设置在传感器32的下方。平移驱动组件7包括两个平移驱动装置71、第二驱动环72、第二驱动轴套73和驱动杆74,两个平移驱动装置71分别为气缸,两个平移驱动装置71设置在气缸安装板33上。驱动杆74设置在中空部62内,夹持组件9设置在驱动杆74上。主轴6上设置有滑槽63,滑槽63与中空部62连通;驱动杆74上设置有通孔741。第二驱动轴套73套设主轴6外,第二驱动轴套73朝向主轴6的侧壁设置有连接杆731,连接杆731贯穿滑槽63与驱动杆74上的通孔741。第二驱动轴套73沿主轴6的周向设置有第二凹槽732,主轴6贯穿第二驱动环72,第二驱动环72朝向第二驱动轴套73设置有两个第二连接块721,两个第二连接块731分别位于第二凹槽732内,平移驱动装置71驱动第二驱动环72沿主轴6的轴向移动。当平移驱动装置71驱动第二驱动环72移动,带动第二驱动轴套73移动,由于第二驱动轴套73上的连接杆贯穿滑槽63与驱动杆74,第二驱动轴套73的移动带动驱动杆74移动,由于夹持组件9与驱动杆74连接,从而实现夹持组件9的夹紧和释放。主轴6转动带动第二驱动轴套73转动,而第二驱动环72上的第二连接块721始终在第二凹槽7321内保持不动,当平移驱动装置71驱动第二驱动环72移动,通过第二连接块721驱动第二驱动轴套73移动,使连接杆731在滑槽63内移动,从而实现驱动杆74的移动,带动夹持组件9进行夹紧与释放骨架,从而实现主轴6的转动和主轴6内驱动杆74沿主轴6的轴向的移动互补干扰。
41.在本实施例中,连接轴91在移动套90内,夹持片92上的第二斜面921设置在移动套90外,移动套90设置在中空部62内,移动套90与驱动杆74连接。移动套90与中空部62的侧壁上分别设置有台阶,有一弹簧70抵接在移动套90的台阶与中空部62的台阶之间,当驱动杆74驱动移动套90移动时,弹簧70压缩,当平移驱动装置71停止驱动后,在弹簧70的弹力作用下,驱动杆74带动夹持组件9复位。
42.在本实施例中,连接轴91的轴向第二端上设置有限位槽911,主轴6内的中空部62中沿主轴6的径向设置有限位杆64,限位杆64设置在连接轴91与驱动杆74之间,限位杆64可
位于限位槽911内。当平移驱动组件7驱动驱动杆74移动时,连接轴91远离限位杆64移动,可根据滑槽沿主轴6的轴向的长度控制驱动杆74的移动长度,从而控制夹持组件9中分散的程度;当平移驱动组件7驱动驱动杆74反向移动时,连接轴91朝向限位杆64移动,限位杆64进入限位槽911后,连接轴91停止移动,限位杆64的设置位置以控制连接轴91的移动长度,保证稳固夹紧骨架的同时,骨架有足够的部分伸出主轴6外,以进行绕线。
43.参见图7,一个夹线组件4对应设置在一个主轴6的径向外侧壁上。夹线组件4包括第一夹块41、第二夹42、第三夹块43、第四夹块44和夹块驱动组件45,第二夹块42和第四夹块44分别固定设置在主轴6的径向外侧壁上,夹块驱动组件45驱动第一夹块41朝向或远离第二夹块42移动,第三夹块43朝向或远离第四夹块44移动,第一夹块41和第三夹块43沿主轴6的周向移动。
44.在本实施例中,夹块驱动组件45包括两个拉簧、第一限位环451、第一移动环452、第二限位环453、第二移动环454、第三限位环455和移动环驱动组件46,第一限位环451、第一移动环452、第二限位环453、第二移动环454、第三限位环455分别套设在主轴6外。沿主轴6的轴向,第一限位环451、第一移动环452、第二限位环453、第二移动环454、第三限位环455依次排列,第三限位环455设置在第二移动环454与主轴6的骨架固定端63之间。第一夹块41设置在第一移动环452上,第二夹块42设置在第二限位环453上,第三夹块43设置在第二移动环454上,第四夹块44设置在第三限位环455上,第一夹块41、第二夹块42、第三夹块43和第四夹块44分别朝向主轴6的骨架固定端63延伸。移动环驱动组件46驱动第一移动环452与第二移动环454分别沿主轴6的周向同向移动,从而使第一夹块41远离第二夹块42移动,第三夹块43远离第四夹块44移动,使得两组夹块之间的距离打开,便于线材分别进入两组夹块之间。一个拉簧分别与第一移动环452、主轴6连接,另一拉簧分别与第二移动环454、主轴6连接,第一移动环452和第二移动环454移动时,两个拉簧分别被拉伸,当移动环驱动组件46停止驱动后,在拉簧的拉力作用下,第一移动环452和第二移动环454复位,使得第一夹块41朝向第二夹块42移动,第三夹块43朝向第四夹块44移动,从而将线材夹紧。
45.移动环驱动组件46包括第一驱动轴套461、第一驱动环462、第三驱动环463和两个夹线驱动装置464,第一驱动轴套461分别套设在主轴6外,第一驱动轴套461沿主轴6的周向设置有第一凹槽4611,主轴6贯穿第一驱动环462,第一驱动环462朝向主轴6的侧壁上设置有两个第一连接块4621,两个第一连接块4621分别位于第一凹槽4611内,夹线驱动装置464驱动第一驱动环462沿主轴6的轴向移动。第三驱动环463与第一驱动轴套461固定连接,第三驱动环463套设在主轴6外,第三驱动环463靠近第一移动环452的一端上设置有第一斜面4631,第一移动环452远离主轴6的侧壁上设置有第一凸起块4521,第一斜面4631与第一凸起块4521邻接。第三驱动环463的外侧壁上设置有驱动块465,驱动块465延伸至第二移动环454处,第二移动环454上设置有第二凸起块4541,驱动块465设置有第三斜面4651,第三斜面4561与第二凸起块4541邻接。在本实施例中,第一凸起块4521和第二凸起块4541分别呈圆柱形,第一斜面4631和第三斜面4561的倾斜方向相同。由于第一驱动环462的第一连接块4621位于第一驱动轴套461的第一凹槽4611内,当主轴6转动带动第一驱动轴套461转动时,第一移动环452可保持停止状态,避免干扰主轴6的转动;当夹线驱动装置464驱动第一驱动环462移动时,可带动第一驱动轴套461移动,由于第一驱动轴套461上的斜面与第一移动环452上的凸起块邻接,第一驱动轴套461的移动带动第一驱动环462的移动,带动第一夹块41
远离第二夹块42移动,该结构实现主轴6的转动的同时,实现主轴6上的第一驱动轴套461移动,主轴6的移动与第一驱动轴套461的移动互不干扰。
46.第三驱动环463上设置有滑槽4562,主轴6上设置有限位柱66,限位柱在滑槽内沿主轴6的轴向移动。限位柱66的设置对第一驱动轴套461的移动距离进行限位,避免第一夹块41移动距离过大,难以夹紧线材或难以复位。
47.夹线驱动装置464为气缸,夹线驱动装置464和平移驱动装置分别设置在气缸安装板33相背离的两侧壁上。
48.主轴6的径向外侧壁上凸起设置有两个导向块67,导向块67的凸起高度大于第一限位环451,一个导向块对应位于第一夹块41与第二夹块42处,另一导向块67对应位于第三夹块43和第四夹块44处,第一夹块41和第二夹块42上分别设置有避让台阶40,导向块67位于避让台阶40处。导向块67靠近主轴6的骨架固定端63上设置有导向端面671,主轴6的骨架固定端63位于导向端面671上,导向块67上形成的弯角处672和导向端面671对线材导向,使线材保持在一定位置进行绕线,使绕线效果更好。
49.主轴6用于固定骨架,可通过贯穿或索咀等方式进行固定;移动驱动组件驱动主轴6转动,主轴6的转动带动骨架的转动,便于骨架进行绕线;夹线组件4设置在外侧壁上,将旋转主轴6组件3和夹线组件4合为一体,减少绕线装置中部件的设置,使绕线装置部件布局可操作空间更广,以适应更多不同形状的骨架的绕线工艺;操作人员可根据所需线头的长度,设置夹线组件4在主轴6的外侧壁上的位置,当第一夹块41和第二夹块42分别与主轴6的骨架固定端63位于同一平面时,保证主轴6的骨架固定端63稳固固定骨架的同时,夹线组件4与主轴6的骨架固定端63的距离最短,使线头的长度短,更好地保证线圈后续的焊接效果。在绕线时,平移驱动组件7驱动夹持组件9夹紧骨架后,移动环驱动组件46驱动第一夹块41和第二夹块42夹紧线材,转动驱动组件驱动主轴6转动,开始进行绕线;完成绕线后,移动环驱动组件46驱动第一夹块41远离第二夹块42移动,第三夹块43远离第四夹块44移动,线材从第一夹块41和第二夹块42之间掉落,在线嘴组件13导向下,线材进入第三夹块43与第四夹块44中,剪线组件12剪线,主轴6移动组件驱动主轴6移动至第二输送轨道151处,将骨架放置在空治具上,待空治具放满后下料。
50.最后需要强调的是,以上所述仅为本实用新型的优选实施例,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种变化和更改,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1