一种能量密度提升软包电芯的制作方法
1.本实用新型涉及电池封装技术领域,更进一步涉及一种能量密度提升软包电芯。
背景技术:
2.锂离子电芯采用铝塑膜进行封装,铝塑膜由外层尼龙层、中层铝箔层和内层聚丙烯层构成,电芯内体装入经过冲坑处理后的铝塑膜内,经粘结剂粘结热压处理制成。对于方形锂离子电芯来说,均采用折侧封边的方式减少电芯宽度,减少了铝塑膜向两侧延伸的尺寸,缩减电芯两侧的宽度,提升了电芯能量密度。
3.锂离子电芯的顶端设置极耳,目前的电芯结构并未在顶端边缘进行弯折,否则容易造成极极耳与铝塑膜短路;铝塑膜在长度方向上占用了一定空间,因此电芯本体部分的长度被压缩,限制了电芯的能量密度。
4.对于本领域的技术人员来说,如何进一步提升电芯的能量密度,是目前需要解决的技术问题。
技术实现要素:
5.本实用新型提供一种能量密度提升软包电芯,通过将顶封边翻折处理,缩短软包电芯的外形长度,减小无效空间的占用,提升电芯的能量密度,具体方案如下:
6.一种能量密度提升软包电芯,包括对折覆盖包裹设置在电芯内体表面的外包膜,外包膜具有两条侧封边和一条顶封边,所述顶封边的内层夹装极耳;
7.所述顶封边的边缘设置绝缘层;
8.两条所述侧封边翻折贴合在所述电芯内体的侧边,所述顶封边翻折贴合在所述电芯内体的顶边。
9.可选地,翻折后的所述顶封边处覆盖粘贴顶边绝缘胶带。
10.可选地,翻折后的所述侧封边处覆盖粘贴侧边绝缘胶带。
11.可选地,所述侧边绝缘胶带的顶端与所述电芯内体的顶端齐平。
12.可选地,所述绝缘层为涂装的绝缘胶。
13.可选地,所述顶封边长度方向的两端分别设置向内对折的折角。
14.可选地,所述折角朝向内侧面弯折。
15.可选地,所述顶封边的宽度小于所述电芯内体的厚度。
16.本实用新型提供一种能量密度提升软包电芯,包括对折覆盖包裹设置在电芯内体表面的外包膜,整个软包电芯具有两条侧封边和一条顶封边,顶封边的内层夹装极耳;两条侧封边和一个顶封边分别超出电芯内体之外,两条侧封边翻折贴合在电芯内体的侧边,所述顶封边翻折贴合在电芯内体的顶边,极耳同步发生翻折,因此需要将极耳重新单独弯折,使其方向朝上,为了避免极耳与外包膜的金属层导通形成电子通道,在顶封边的边缘设置绝缘层,即使极耳弯折与顶封边的边缘接触也不会导电。本实用新型除了在宽度方向上使铝塑膜紧贴电芯内体之外,在顶封边处紧贴电芯内体,因此减小了外包膜顶边位置的无效
空间,在相同的外形尺寸下,使电芯内体具有更长的长度,从而提升电芯的能量密度。
附图说明
17.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
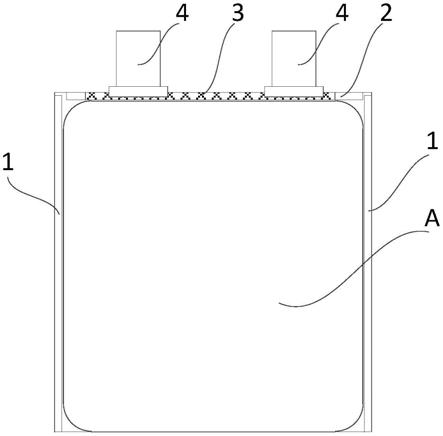
18.图1a和图1b分别为封装完成后的软包电芯的正视图和俯视图;
19.图2a和图2b分别为侧封边翻折后的能量密度提升软包电芯的正视图和俯视图;
20.图3a和图3b分别为顶封边的两端翻折形成折角的正视图和俯视图;
21.图4a和图4b分别为本实用新型的能量密度提升软包电芯加工成型的正视图和俯视图。
22.图中包括:
23.侧封边1、顶封边2、折角21、绝缘层3、极耳4。
具体实施方式
24.本实用新型的核心在于提供一种能量密度提升软包电芯,通过将顶封边翻折处理,缩短软包电芯的外形长度,减小无效空间的占用,提升电芯的能量密度。
25.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图及具体的实施方式,对本实用新型的能量密度提升软包电芯进行详细的介绍说明。
26.本实用新型提供一种能量密度提升软包电芯,包括对折覆盖包裹设置在电芯内体表面的外包膜,外包膜通常为铝塑膜,铝塑膜包括三层结构,外层尼龙层、中层铝箔层和内层聚丙烯层,两层铝塑膜的内层聚丙烯层相互接触,封装的时候两个封头对铝塑膜加热并施加压力,使内层聚丙烯层熔化并固定为一体,完成两层铝塑膜的密封封装。
27.图1a和图1b分别为封装完成后的软包电芯的正视图和俯视图;一个软包电芯由一张完整的铝塑膜包装成型,先在铝塑膜上冲压形成凹坑,将电芯内体装入凹坑中,将铝塑膜对折,完整地包裹电芯内体,将其中两条侧边先密封封装后,留有一个侧边充入电解液,电解液装填完成后再将剩余一条侧边密封封装,形成如图1a所示的结构,此时外包膜具有两条侧封边1和一条顶封边2,顶封边2的内层夹装极耳4,极耳4位于两层铝塑膜相互重叠的顶封边2的位置,被两层铝塑膜夹装固定,在极耳4与铝塑膜之间设置有极耳胶。
28.顶封边2的边缘设置绝缘层3,结合图1a所示,绝缘层3位于顶封边2的上边缘,也即断面与外界接触的部分,绝缘层3起到绝缘的作用。
29.两条侧封边1翻折贴合在电芯内体的侧边,顶封边2翻折贴合在电芯内体的顶边,由于顶封边2处设置有极耳4,极耳4随顶封边2同步翻折,随顶封边2同步翻折后的极耳4的朝向与电芯内体的表面垂直,因此还需要再将极耳4单独反向翻折,使极耳4的朝向与电芯内体的表面平行。
30.本实用新型除了在宽度方向上使外包膜紧贴电芯内体之外,在顶封边2处紧贴电芯内体,因此减小了外包膜顶边位置的无效空间,在相同的外形尺寸下,使电芯内体具有更长的长度,从而提升电芯的能量密度。
31.在上述方案的基础上,本实用新型翻折后的顶封边2处覆盖粘贴顶边绝缘胶带,顶边绝缘胶带同时粘贴于电芯内体所对应的外包膜部分与顶封边2,防止顶封边2反弹,加强固定的效果。除了绝缘胶带之外,还通过胶水粘贴固定。
32.同样地,翻折后的侧封边1处覆盖粘贴侧边绝缘胶带,侧边绝缘胶带同时粘贴于电芯内体所对应的外包膜部分与侧封边1,防止侧封边1反弹,加强固定的效果。侧封边1还可以采用胶水粘贴固定。
33.具体地,侧边绝缘胶带的顶端与电芯内体的顶端齐平,由于侧封边1上方高于电芯内体部分的需要翻折,因此不需要与电芯内体相对固定。
34.优选地,绝缘层3为涂装的绝缘胶,绝缘胶覆盖在顶封边2暴露于外界的断面处,绝缘覆盖铝塑膜可导电的中层铝箔层,当极耳4最终反向翻折与断面接触时也不会出现导电;因此绝缘层3主要涂覆在极耳4所对应的位置即可,顶封边2的其他位置可以涂覆也可以不涂。
35.在上述任一技术方案及其相互组合的基础上,本实用新型在顶封边2长度方向的两端分别设置向内对折的折角21,对顶封边2的两端进行翻折形成折角21后,缩短了顶封边2长度方向的尺寸,方便后续的翻折操作。
36.折角21朝向内侧面弯折,这里所指的内侧面是当顶封边2翻折后与电芯内体侧边接触的一面,当顶封边2翻折后将折角21压在下方,防止折角21反弹。
37.具体地,顶封边2的宽度小于电芯内体的厚度,也即当顶封边2翻拍后,其边缘不超出电芯内体。
38.以下结合附图对本实用新型的能量密度提升软包电芯的加工过程进行说明:
39.结合图1a和图1b所示,外包膜的三条侧边经过密封封装后形成两条侧封边1和一条顶封边2,两条侧封边1和一条顶封边2均超出电芯内体的边缘,图中的圆角矩形a表示电芯内体;此时的外包膜所占用的面积大于电芯内体自身的面积,如图1b所示,此时将两侧超出部分的侧封边1沿图中弯箭头所示的方向分别朝向电芯内体a翻折大约90度,使侧封边1贴合到电芯内体的侧边,并将侧封边1相对于电芯内体的侧边固定,形成如图2b所示的结构,此时两条侧封边1和一条顶封边2从俯视方向看呈u型结构。
40.图2a和图2b分别为侧封边1翻折后的能量密度提升软包电芯的正视图和俯视图;此时的侧封边1紧贴于电芯内体的侧边,而顶封边2尚未被翻折,仍超出电芯内体的顶边。沿图2a中的相对的两个箭头所示的方向对顶封边2的两端进行翻折,形成图3a所示的结构,顶封边2两端的顶角部分与顶封边2的主体部分贴合,方便后续的操作。
41.如图3a和图3b所示,分别为顶封边2的两端翻折形成折角21的正视图和俯视图;在图3a的基础上沿虚线翻折,翻折的方向沿弯箭头所示从后向前翻折约90度,使顶封边2紧贴到电芯主体的顶边上,形成图4a所示的结构图。
42.如图4a和图4b所示,分别为本实用新型的能量密度提升软包电芯加工成型的正视图和俯视图;此时的两条侧封边1和一条顶封边2都紧贴于电芯主体的边缘;极耳4随顶封边2同步翻折,因此朝向也发生了90度翻转,此时需要重新反向翻折极耳4,使极耳4重新与电芯主体的表面平行的状态。
43.整个软包电芯的外形尺寸与电芯主体部分的外形基本一致,在长度方向(也即图4a中的上下方向)上,外包膜不再占用额外的空间,在软包电芯的外形尺寸相同的条件下,
可以提升电芯内体的尺寸,从而提升整个软包电芯的能量密度。
44.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理,可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1