一种包片机隔膜自动输送装置的制作方法
1.本实用新型涉及铅酸电池生产技术领域,尤其涉及一种包片机隔膜自动输送装置。
背景技术:
2.铅蓄电池生产过程中,正负极片制造完成后一般要经过对正极片隔膜纸包覆、正负极片间隔层叠得到极群、将极群按照一定的方式置入电池组中、连接极群及封装等工序。隔板纸是包夹在正极片与负极片之间形成包片极板的工序,行业内通常称之为“包片”或“包板”。
3.中国实用新型专利cn201810067119.9公开了装设有送纸切纸机构的全自动蓄电池极板包片机,包括:第一、第二极板,第一、第二送板机构,还包括送纸切纸机构,该送纸切纸机构包括:支架;设置在所述支架顶部的送纸辊组件;设置在所述送纸辊组件的出纸端的脉冲式切纸刀,所述脉冲式切纸刀下方为落纸通道;设置在所述落纸通道下侧的进纸感应传感器;设置在所述落纸通道下端一侧的压合辊组件,所述压合辊组件具有压合通道,所述压合通道的进料端设置有纸片站立工位,当极板经由所述纸片站立工位通过所述压合通道时,所述压合辊组件将纸片包覆在极板的上、下表面。
4.然而现有技术方案中,包片设备需要两组吸头分别吸取正、负极板运动至隔板纸位置进行叠放,该叠板操作使得极板和隔板纸呈竖直状态,容易造成散落,影响工作效率。
技术实现要素:
5.本实用新型的目的是针对现有技术的不足之处,提供一种包片机隔膜自动输送装置,通过在送膜机构下方设置包叠机构,其中包叠机构的正极板承接部和负极板承接部呈高度差左右分设在送膜机构传输隔板纸通道的两侧,配合设置推送组件将正极板承接部上的正极板向着负极板承接部上的负极板运动,以将隔板纸包覆于正极板的上下两面后与负极板相叠得到包片单体,解决了现有技术中存在的叠板操作易造成散落、影响工作效率的技术问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种包片机隔膜自动输送装置,包括送膜机构,所述送膜机构自上而下呈悬垂状态输送隔板纸,还包括设置于所述送膜机构下方的包叠机构;正极板和负极板左右分设于所述包叠机构上且呈高度差平放设置,所述隔板纸传输穿过正极板和负极板之间后,包叠机构驱动正极板向着负极板运动,将隔板纸包覆于正极板的上下两面后与负极板进行叠放,得到包片单体。
8.作为优选,所述包叠机构包括设置于所述送膜机构下方一侧且用于承接正极板的正极板承接部以及设置于所述送膜机构下方另一侧且用于承接负极板的负极板承接部,所述正极板承接部和负极板承接部之间设置高度差;还包括驱动所述正极板承接部相对于负极板承接部往复平移的推送组件。
9.作为优选,所述推送组件包括推动件以及限位轨迹,所述推动件沿所述限位轨迹作回字形往复运动;当推动件运动至限位轨迹的上层通道时推动正极板进行包片作业,当推动件运动至限位轨迹的下层通道时作回程复位。
10.作为优选,所述限位轨迹包括回形框,所述推动件由线性气缸推动运动且其上设置有限位安装于所述回形框中的滚子。
11.作为优选,所述限位轨迹还包括弹性结构的防反件,所述防反件对推动件的滚子进行限制以防止推动件反向运动。
12.作为优选,还包括设置于所述包叠机构侧部的送板机构以及对应设置于所述送板机构出料端的吸板机构;所述送板机构连续供应正极板和负极板,所述吸板机构将送板机构传输过来的正极板和负极板对应转移至包叠机构上。
13.作为优选,所述吸板机构包括吸板组件以及驱动组件,所述驱动组件驱动吸板组件对应从送板机构上吸取正极板和负极板并放置于包叠机构上。
14.作为优选,所述吸板组件包括曲柄连杆组、与所述曲柄连杆组传动连接的滑动件、用于对所述滑动件进行限位导向的轨迹件以及设置于所述滑动件上的吸头;所述曲柄连杆组由驱动组件驱动运动并带动吸头往复运动以吸取和转移正极板和负极板。
15.作为优选,所述轨迹件设置为腰形凹槽,所述腰形凹槽的两端部下沉设置,所述吸头在所述轨迹件的两端下降以取或放极板。
16.作为优选,所述送膜机构包括竖直向下输送隔板纸的送膜组件以及设置于所述送膜组件下方且用于裁切隔板纸的裁切组件。
17.本实用新型的有益效果在于:
18.(1)本实用新型通过在送膜机构下方设置包叠机构,其中包叠机构的正极板承接部和负极板承接部呈高度差左右分设在送膜机构传输隔板纸通道的两侧并分别承载正、负极板,配合设置推送组件将正极板承接部上的正极板向着负极板承接部上的负极板运动,以将隔板纸包覆于正极板的上下两面后与负极板相叠得到包片单体,节省人工,提高效率;
19.(2)本实用新型通过设置吸板组件,其中曲柄连杆组驱动吸头运动,通过设置两端下沉的水平腰槽结构的轨迹件来对安装吸头的滑动件进行运动限位,吸头移动至轨迹件两端下沉部时,对极板进行吸取和放置,结构巧妙,极板上料效率高;
20.综上所述,本实用新型具有自动化包片、效率高等优点,尤其适用于铅酸电池生产技术领域。
附图说明
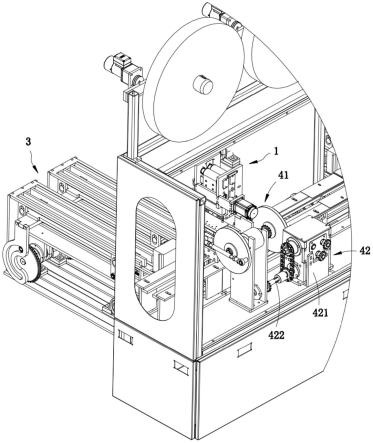
21.图1为本实用新型整体结构示意图;
22.图2为本实用新型主体结构示意图;
23.图3为本实用新型包叠机构的结构示意图;
24.图4为本实用新型推送组件的结构示意图;
25.图5为本实用新型吸板组件的结构示意图;
26.图6为本实用新型吸板组件的结构正视图。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
30.实施例一
31.如图1-2所示,一种包片机隔膜自动输送装置,包括送膜机构1,所述送膜机构1自上而下呈悬垂状态输送隔板纸,还包括设置于所述送膜机构1下方的包叠机构2;正极板和负极板左右分设于所述包叠机构2上且呈高度差平放设置,所述隔板纸传输穿过正极板和负极板之间后,包叠机构2驱动正极板向着负极板运动,将隔板纸包覆于正极板的上下两面后与负极板进行叠放,得到包片单体。
32.作为优选,如图3所示,所述包叠机构2包括设置于所述送膜机构1下方一侧且用于承接正极板的正极板承接部21以及设置于所述送膜机构1下方另一侧且用于承接负极板的负极板承接部22,所述正极板承接部21和负极板承接部22 之间设置高度差;还包括驱动所述正极板承接部21相对于负极板承接部22往复平移的推送组件23。
33.在本实施例中,隔板纸由送膜机构1供料并从包叠机构2的正中心上方向下呈悬垂状态输送,且隔板纸从正极板承接部21和负极板承接部22之间悬垂穿过,通过将正极板承接部21和负极板承接部22承载正、负极板的平台设置高度差,启动推送组件23后可推动正极板承接部21上的正极板向着负极板承接部22及其上的负极板方向运动,过程中正极板会从隔板纸的中部插接,从而将隔板纸个包覆于正极板的上下两面,推送组件23继续推送包覆有隔板纸的正极板移动并叠放于负极板下方,形成包片单体。
34.在本实施例中,通过在送膜机构1下方设置包叠机构2,其中包叠机构2的正极板承接部21和负极板承接部22呈高度差左右分设在送膜机构1传输隔板纸通道的两侧并分别承载正、负极板,配合设置推送组件23将正极板承接部21 上的正极板向着负极板承接部22上的负极板推送,以将隔板纸包覆于正极板的上下两面后与负极板相叠得到包片单体,节省人工,提高效率。
35.作为优选,如图4所示,所述推送组件23包括推动件231以及限位轨迹232,所述推动件231沿所述限位轨迹232作回字形往复运动;当推动件231运动至限位轨迹232的上层通道时推动正极板进行包片作业,当推动件231运动至限位轨迹232的下层通道时作回程复位。
36.作为优选,所述限位轨迹232包括回形框2321,所述推动件231由线性气缸推动运动且其上设置有限位安装于所述回形框2321中的滚子230。
37.作为优选,所述限位轨迹232还包括弹性结构的防反件2322,所述防反件 2322对推动件231的滚子进行限制以防止推动件231反向运动。
38.作为优选,如图5所示,所述送膜机构1包括竖直向下输送隔板纸的送膜组件11以及设置于所述送膜组件11下方且用于裁切隔板纸的裁切组件12。
39.实施例二
40.本实施例中与实施例一中相同或相应的部件采用与实施例一相应的附图标记,为简便起见,下文仅描述与实施例一的区别点。该实施例二与实施例一的不同之处在于:
41.作为优选,如图2所示,还包括设置于所述包叠机构2侧部的送板机构3 以及对应设置于所述送板机构3出料端的吸板机构4;所述送板机构3连续供应正极板和负极板,所述吸板机构4将送板机构3传输过来的正极板和负极板对应转移至包叠机构2上。
42.作为优选,如图1所示,所述吸板机构4包括吸板组件41以及驱动组件42,所述驱动组件42驱动吸板组件41对应从送板机构3上吸取正极板和负极板并放置于包叠机构2上。
43.在本实施例中,所述正极板承接部21用于承接由吸板机构4转移过来的正极板,所述负极板承接部22设用于承接由吸板机构4转移过来的负极板。
44.作为优选,如图5所示,所述吸板组件41包括曲柄连杆组411、与所述曲柄连杆组411传动连接的滑动件412、用于对所述滑动件412进行限位导向的轨迹件413以及设置于所述滑动件412上的吸头414;所述曲柄连杆组411由驱动组件42驱动运动并带动吸头414往复运动以吸取和转移正极板和负极板。
45.作为优选,结合图6所示,所述轨迹件413设置为腰形凹槽,所述腰形凹槽的两端部下沉设置,所述吸头414在所述轨迹件413的两端下降以取或放极板。
46.在本实施例中,通过设置吸板组件41,其中曲柄连杆组411驱动吸头414 运动,通过设置轨迹件413,轨迹件413设置为水平腰槽结构,且该水平腰槽的两端下沉设置,从而对安装吸头414的滑动件412进行运动限位,当吸头414 移动至左端下沉部时吸取送板机构3上的极板,而后带动极板提升并向着包叠机构2的方向移动,当移动至右端下沉部时,脱离对极板的吸附,从而将极板转移至正极板承接部21或负极板承接部22上。
47.作为优选,如图1所示,所述驱动组件42包括输出部421以及传动连接设置于所述输出部421和吸板组件41之间的转轴422。
48.工作步骤:
49.送板机构3连续输送正极板和负极板,吸板组件41由驱动组件42驱动吸取送板机构3传输过来的正极板和负极板并对应转移至正极板承接部21和负极板承接部22上,与此同时,送膜组件11向着正负极板之间输送隔板纸,随后推送组件23将正极板向着负极板方向推动使得隔板纸包覆于正极板两面后与负极板叠合,得到包片单体。
50.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1