一种毫米波平板波导阵列天线的制作方法
1.本技术涉及天线制造技术领域,尤其涉及一种毫米波平板波导阵列天线。
背景技术:
2.高增益天线是毫米波雷达无线微波通信的前端,其性能好坏直接影响整体通信质量。其中,平面化高增益天线具有重量轻、节省空间的特点,因而成为一种重要的高增益天线形式。实现平面化高增益天线的常用方式为使用平面天线单元组成二维阵列,主要的加工方法有金属波导阵列天线和印制电路阵列天线。
3.印制电路阵列天线可以使用平面印制电路工艺,其加工精度高且成本较低,但由于印制电路阵列天线采用带状线阵列结构,而带状线阵列天线的难点在于使用层压介质板的数量较多,且经常采用盲孔加工,这些工序提高了天线的整体成本;使用金属波导阵列天线具有损耗低、带宽较宽的优点,然而其工艺复杂、重量大、生产效率较低,且成本较高。
4.现有技术中还公布了毫米波平板缝隙天线,具体为将塑料基材经过真空电镀方式制作成多层平板波导天线。但是,毫米波频段属于高频,因此对波导层之间的组装焊接要求非常严苛,特别是波导腔不能有间隙。
5.为确保波导腔是连续的闭合腔,目前大多采用导电胶在相邻波导腔的隔筋上进行点胶,然后再将上下两块波导板压合固化。由于毫米波天线单元数量较多,因此需点胶的面积较大,进而影响生产效率;同时,导电胶流动性较好,在上下两块波导板压合固化时容易将导电胶压入波导腔体内。如果仅采用少量的导电胶进行点胶而非连续胶,由于导电胶本身结合力较差,则会造成上下两块波导板之间焊接结合力差,进而影响产品质量。
技术实现要素:
6.针对以上技术问题,本技术提供一种毫米波平板波导阵列天线,所述毫米波平板波导阵列天线采用注塑成型以及经真空溅镀得到全表面金属层的波导天线组件,然后通过在间断式或错位式设置的焊接区域印刷锡膏,再进行回流炉焊接,从而实现波导腔的连续封闭焊接。
7.为达到上述目的,本技术提供一种毫米波平板波导阵列天线,包括:依次层叠设置的的辐射阵列板、馈电板和输出波导板,所述馈电板包括第一面板和第二面板。
8.所述辐射阵列板、所述馈电板和所述输出波导板上均设置有波导腔,相邻波导腔之间由波导腔隔筋连接。
9.所述辐射阵列板的波导腔隔筋对应所述馈电板第一面板的波导腔隔筋的位置,以及所述馈电板第二面板的波导腔隔筋对应所述输出波导板的波导腔隔筋的位置均设置有矩形焊接区域,且所有矩形焊接区域的宽度一致,所述矩形焊接区域为锡膏的印刷位置。
10.所述矩形焊接区域内的锡膏通过焊接,使所述辐射阵列板的波导腔和所述馈电板第一面板的波导腔之间形成连续封闭的焊接结构,以及使所述馈电板第二面板的波导腔和所述输出波导板的波导腔之间形成连续封闭的焊接结构。
11.优选的,所述矩形焊接区域间断式设置在所述辐射阵列板和所述馈电板第二面板上,所述间断式包括交替设置的长矩形条和短连接,所述长矩形条为锡膏的印刷位置,相邻的所述短连接被所述长矩形条隔断。
12.优选的,所述矩形焊接区域错位式设置在所述辐射阵列板和所述馈电板第一面板上,以及错位式设置在所述馈电板第二面板和所述输出波导板上,所述错位式包括设置在所述辐射阵列板及所述输出波导板上的第二矩形条和设置在所述馈电板第一面板及第二面板上的十字短连接条,所述第二矩形条和所述十字短连接条均为锡膏的印刷位置,所述第二矩形条和所述十字短连接条过盈配合。
13.优选的,所述辐射阵列板、所述馈电板和所述输出波导板的基体材料为低翘曲低形变的可电镀塑料。
14.优选的,所述所述辐射阵列板、所述馈电板和所述输出波导板上均设置有预处理层,所述预处理层为对所述基体材料进行plasma等离子处理的粗化层。
15.优选的,所述辐射阵列板、所述馈电板和所述输出波导板上还均设置有金属层,所述金属层包括第一镀层和第二镀层,所述第一镀层通过在所述预处理层上溅镀铜作为基底层,所述第二镀层在所述第一镀层上溅镀银作为表面层。
16.优选的,所述可电镀塑料为纤维增强为主的耐高温工程塑料,包括纤维和玻璃珠,所述纤维和玻璃珠的总含量为所述可电镀塑料总量的20%至60%。
17.优选的,所述可电镀塑料为pei、pps或peek电镀级别。
18.优选的,所述辐射阵列板、所述馈电板和所述输出波导板注塑成型。
19.本技术提供一种毫米波平板波导阵列天线,采用塑料注塑成型和真空溅镀得到带有全表面金属层的波导天线组件,然后通过在间断式或错位式设置的焊接区域印刷锡膏,再进行回流炉焊接,从而实现波导腔的连续封闭焊接。本技术工艺简单,焊接快速,生产效率高,成本大幅降低。
附图说明
20.为了更清楚地说明本技术的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
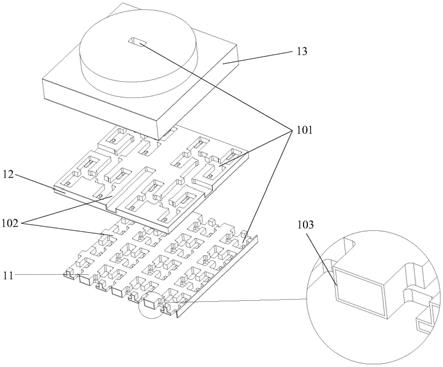
21.图1为本技术实施例提供的毫米波波导平板阵列天线结构示意图;
22.图2为本技术实施例提供的在一块波导板上印刷锡膏的示意图;
23.图3为本技术实施例提供的在两块波导板上印刷锡膏的示意图;
24.图4为图3提供的在两块波导板上印刷锡膏的效果示意图。
25.图中:11-辐射阵列板,12-馈电板,13-输出波导板,101-波导腔,102-波导腔隔筋,103-金属层,21-长矩形条,31-短连接,22-第二矩形条,32-十字短连接条,40-过盈处。
具体实施方式
26.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行完整、清楚的描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本技术保护的范围。
27.参见图1,为本技术实施例提供的毫米波波导平板阵列天线结构示意图。本技术提供一种毫米波平板波导阵列天线,具体包括:依次层叠设置的的辐射阵列板11、馈电板12和输出波导板13,所述馈电板12包括第一面板和第二面板,所述第一面板与所述辐射阵列板11对应,所述第二面板与所述输出波导板13对应。
28.所述辐射阵列板11、所述馈电板12和所述输出波导板13上均设置有波导腔101,相邻波导腔101之间由波导腔隔筋102连接。
29.所述辐射阵列板11的波导腔隔筋102对应所述馈电板12第一面板的波导腔隔筋102的位置,以及所述馈电板12第二面板的波导腔隔筋102对应所述输出波导板13的波导腔隔筋102的位置均设置有矩形焊接区域,且所有矩形焊接区域的宽度一致,所述矩形焊接区域为锡膏的印刷位置。
30.所述矩形焊接区域内的锡膏通过焊接,使所述辐射阵列板11的波导腔101和所述馈电板12第一面板的波导腔101之间形成连续封闭的焊接结构,以及使所述馈电板12第二面板的波导腔101和所述输出波导板13的波导腔101之间形成连续封闭的焊接结构。
31.由于本技术实施例为阵列式波导天线,波导天线之间为封闭环路,只在馈电板的功分合路口进行馈电连通,因此波导腔周边必须是闭合锡膏,且锡膏不能进入波导腔内,从而必须精确控制印刷锡膏的用量。为此,本技术实施例采用与所述矩形焊接区域匹配的网板来印刷锡膏。
32.优选的,参见图2,为本技术实施例提供的在一块波导板上印刷锡膏的示意图。所述矩形焊接区域间断式设置在所述辐射阵列板11和所述馈电板12第二面板上,所述间断式包括交替设置的长矩形条21和短连接31,所述长矩形条21为锡膏的印刷位置,相邻的所述短连接31被所述长矩形条21隔断。
33.在本技术部分实施例中,只需在上下连接波导板的其中一块波导板上印刷锡膏,具体以辐射阵列板11为例。此种方法中的网板设计为沿着波导腔隔筋102上间断式开槽,所述间断式为长矩形槽和短连接段。所述网板为不锈钢片,厚度为0.03mm~0.1mm,所述短连接段的宽度为0.1mm~0.5mm,所述网板的厚度与所述短连接段的宽度需匹配,以保证上下两块波导板压合焊接后,短连接段处与其他长矩形槽处的锡膏连接成闭合环路,从而保证每个波导腔101的电磁性能。
34.优选的,参见图3,为本技术实施例提供的在两块波导板上印刷锡膏的示意图。所述矩形焊接区域错位式设置在所述辐射阵列板11和所述馈电板12第一面板上,以及错位式设置在所述馈电板12第二面板和所述输出波导板13上,所述错位式包括设置在所述辐射阵列板11及所述输出波导板13上的第二矩形条22和设置在所述馈电板12第一面板及第二面板上的十字短连接条32,所述第二矩形条22和所述十字短连接条32均为锡膏的印刷位置,为了确保锡膏焊接后能形成闭合锡膏,所述第二矩形条22和所述十字短连接条32过盈配合。参见图4,为图3提供的在两块波导板上印刷锡膏的效果示意图,从图上可以看出,所述第二矩形条22和所述十字短连接条32处印刷的锡膏在焊接时必须存在过盈处40。
35.在本技术实施例中,所述第二矩形条22和所述十字短连接条32并不需要固定设置在哪一块波导板上,只要能满足上下连接的两块波导板上的第二矩形条22和十字短连接条32能相互对应,确保锡膏焊接后形成连续闭合锡膏即可。
36.在本技术部分实施例中,当网板的厚度和短连接的宽度无法匹配时,也可以通过两块网板在上下连接的两块波导板上印刷锡膏。具体以辐射阵列板11和馈电板12为例,即在其中一块网板上设计与所述辐射阵列板11的第二矩形条22相匹配的矩形槽,而在另一块网板上设计与所述馈电板12的十字短连接条32相匹配的矩形槽,两块网板的矩形槽组成围绕所述辐射阵列板11波导腔101和所述馈电板12波导腔101的闭合网板印刷槽。为了达到更好的焊接效果,本技术的部分实施例中,将其中一块网板上设计为长矩形槽,而将另一块网板上设计为短连接槽,即在波导腔101的t型隔筋或十字隔筋处设置短连接槽,该短连接槽需与另一块网板的长矩形槽过盈配合。
37.优选的,所述辐射阵列板11、所述馈电板12和所述输出波导板13的基体材料为低翘曲低形变的可电镀塑料,可以为pei、pps或peek电镀级别。所述可电镀塑料为纤维增强为主的耐高温工程塑料,包括纤维和玻璃珠等填料,其中纤维和玻璃珠的总含量为所述可电镀塑料总量的20%至60%。
38.优选的,所述所述辐射阵列板11、所述馈电板12和所述输出波导板13上均设置有预处理层,所述预处理层为对所述基体材料进行plasma等离子处理的粗化层。plasma等离子处理工艺一方面能去除基体材料表面的油脂,以及对基体材料表面进行清洁,另一方面还能实现基体材料表面微粗化,从而提高后续金属化的结合力。
39.优选的,所述辐射阵列板11、所述馈电板12和所述输出波导板13上还均设置有金属层103,所述金属层103包括第一镀层和第二镀层,所述第一镀层通过在所述预处理层上溅镀铜作为基底层,所述第二镀层在所述第一镀层上溅镀银作为表面层,表面层溅镀银是由于银电阻率低,是毫米波波导天线的优选金属材质。
40.优选的,所述辐射阵列板11、所述馈电板12和所述输出波导板13经过高速高精度注塑成型。
41.本技术实施例提供一种毫米波平板波导阵列天线,包括辐射阵列板11、馈电板12和输出波导板13,所述辐射阵列板11、所述馈电板12和所述输出波导板13均以低翘曲低形变的可电镀塑料为基材,并经过高速高精度注塑成型;然后对成型部件表面进行pl
as
ma等离子处理;接着真空溅镀金属层,所述金属层为铜基底基础上溅镀银金属层;最后通过在间断式或错位式设置的焊接区域印刷锡膏,并进行回流炉焊接,从而实现波导腔的连续封闭焊接。
42.由以上技术方案可知,本技术实施例提供一种毫米波平板波导阵列天线,包括:依次层叠设置的的辐射阵列板11、馈电板12和输出波导板13,所述馈电板12包括第一面板和第二面板;所述辐射阵列板11、所述馈电板12和所述输出波导板13上均设置有波导腔101,相邻波导腔101之间由波导腔隔筋102连接;所述辐射阵列板11的波导腔隔筋102对应所述馈电板12第一面板的波导腔隔筋102的位置,以及所述馈电板12第二面板的波导腔隔筋102对应所述输出波导板13的波导腔隔筋102的位置均设置有矩形焊接区域,且所有矩形焊接区域的宽度一致,所述矩形焊接区域为锡膏的印刷位置;所述矩形焊接区域内的锡膏通过焊接,使所述辐射阵列板11的波导腔101和所述馈电板12第一面板的波导腔101之间形成连续封闭的焊接结构,以及使所述馈电板12第二面板的波导腔101和所述输出波导板13的波导腔101之间形成连续封闭的焊接结构。
43.在实际应用中,本技术提供一种毫米波平板波导阵列天线,采用塑料注塑成型和
真空溅镀得到带有全表面金属层的波导天线组件,然后通过在间断式或错位式设置的焊接区域印刷锡膏,再进行回流炉焊接,从而实现波导腔的连续封闭焊接。本技术工艺简单,焊接快速,生产效率高,成本大幅降低。
44.以上结合具体实施方式和范例性实例对本技术进行了详细说明,不过这些说明并不能理解为对本技术的限制。本领域技术人员理解,在不偏离本技术精神和范围的情况下,可以对本技术技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本技术的范围内。本技术的保护范围以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1