热传导部件的制作方法
1.本实用新型涉及热传导部件。
背景技术:
2.以往,例如公知有热管和蒸气室等使用工作液的热传导部件。
3.以往的蒸气室例如具有:容器,其由一个板状体和与该一个板状体对置的另一个板状体形成有空洞部;工作流体,其被封入到空洞部;以及芯构造体,其收纳于空洞部。在以往的蒸气室中,将相互对置的两个板状体接合起来的接合部和芯构造体沿与两个板状体的对置方向垂直的方向相邻地配置(例如,参照日本国公开公报特开2019-082264号公报)。
4.如上所述,在接合部和芯构造体相邻地配置的结构中,由于芯构造体的尺寸偏差等的影响,一个板状体与另一个板状体的接合的精度有可能变差。例如,由于尺寸偏差等的影响而在两个板状体的一部分之间夹有芯构造体,由此产生不平衡等,两个板状体有可能无法适当地接合。
5.为了避免这样的情况,可以考虑减小芯构造体的大小,并在接合部与芯构造体之间设置足够的间隙。但是,如果采用这样的结构,则例如在为了应对薄型化而使芯构造体的厚度变薄的情况下,蒸气室的冷却性能有可能降低。
技术实现要素:
6.本实用新型的目的在于,提供能够抑制冷却性能的降低并且实现薄型化的热传导部件。
7.本实用新型的例示的热传导部件具有:壳体,其在内部具有空间;芯构造体,其配置于所述空间;以及工作液,其收纳于所述空间。所述壳体具有:一个或多个金属板;以及接合部,其将所述金属板接合起来。所述接合部具有:第1层和第2层,它们由所述金属板的一部分构成;以及接合层,其配置在所述第1层与所述第2层之间,由所述芯构造体的一部分构成。
8.在上述实施方式中,所述金属板由第1金属板和与所述第1金属板对置配置的第2金属板构成,所述第1层是所述第1金属板的一部分,所述第2层是所述第2金属板的一部分。
9.在上述实施方式中,所述芯构造体是金属制的。
10.在上述实施方式中,所述芯构造体是烧结体。
11.在上述实施方式中,所述热传导部件还具有密封部件,该密封部件相对于所述接合部配置于所述空间侧的相反侧。
12.在上述实施方式中,所述接合部还具有所述第1层与所述接合层的第1边界部和所述第2层与所述接合层的第2边界部,所述第1边界部具有第1区域,该第1区域由横跨所述第1层和所述接合层而存在的第1晶粒构成,所述第2边界部具有第2区域,该第2区域由横跨所述第2层和所述接合层而存在的第2晶粒构成。
13.在上述实施方式中,所述第1边界部还具有第3区域,该第3区域由所述第1层与所
述接合层的界面构成,所述第2边界部还具有第4区域,该第4区域由所述第2层与所述接合层的界面构成。
14.根据本实用新型的例示的热传导部件,能够抑制冷却性能的降低并且实现薄型化。
15.由以下的本实用新型优选实施方式的详细说明,参照附图,可以更清楚地理解本实用新型的上述及其他特征、要素、步骤、特征和优点。
附图说明
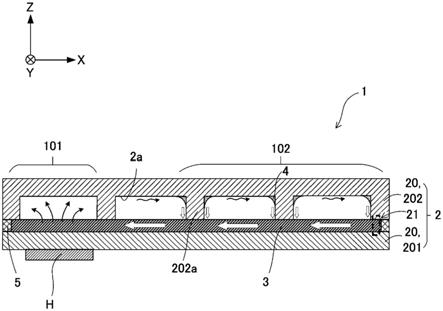
16.图1是示出本实用新型的实施方式的热传导部件的概略结构的剖视图。
17.图2是将接合部的一部分放大而示出的示意图。
18.图3是从z轴方向观察图2所示的第1边界部的俯视图。
19.图4是用于对接合部的状态进行说明的示意图。
20.图5是用于对接合部的状态进行说明的另一示意图。
21.图6是用于对变形例的热传导部件进行说明的图。
具体实施方式
22.以下,参照附图对本实用新型的例示的实施方式进行详细说明。另外,在附图中,适当地示出xyz坐标系作为三维直角坐标系。在xyz坐标系中,z轴方向表示铅垂方向(即上下方向),+z方向为上侧,-z方向为下侧。x轴方向是指与z轴方向垂直的方向,将其一个方向和相反方向分别设为+x方向和-x方向。y轴方向是指与z轴方向和x轴方向这两个方向垂直的方向,将其一个方向和相反方向分别设为+y方向和-y方向。x轴方向和y轴方向是与水平面平行的方向。但是,这些方向仅是为了说明而使用的名称,并不意味着限定实际的位置关系和方向。
23.图1是示出本实用新型的实施方式的热传导部件1的概略结构的剖视图。另外,在图1中,为了容易理解,除了热传导部件1之外,还示出了发热体h。
24.在本实施方式中,热传导部件1是蒸气室。发热体h例如是发热的电子部件或者搭载该电子部件的基板。发热体h例如包含cpu等。发热体h通过由蒸气室1进行的热的输送而被冷却。热传导部件1例如搭载于智能手机或者笔记本型个人计算机等具有发热体h的电子设备。
25.热传导部件1具有被加热部101和散热部102。被加热部101例如与发热体h接触地配置,并被发热体h发出的热加热。即,被加热部101是传递从发热体h散发的热的部分。散热部102将由被加热部101加热的后述的工作液4所具有的热向外部释放。
26.如图1所示,热传导部件1具有壳体2、芯构造体3以及工作液4。热传导部件1还具有密封部件5。
27.壳体2在内部具有空间2a。详细而言,空间2a是密闭空间。空间2a优选维持在气压低于大气压的减压状态。壳体2的z轴方向的厚度例如优选为100μm以上且1000μm以下。在本实施方式中,壳体2呈长方体形状。但是,壳体2例如也可以呈圆柱状等其他形状。另外,壳体2的一部分包含在被加热部101中。壳体2的另一部分包含在散热部102中。
28.壳体2具有一个或多个金属板20和将金属板20接合起来的接合部21。金属板20是
以金属为主要成分的板状部件。金属板20例如由铜、铁、铝、锌、银、金、镁、锰、钛或者包含这些金属的合金等构成。壳体2所具有的接合部21是指将一个金属板20的一部分与另一部分、或者多个金属板20彼此接合起来的接合构造。对接合部21的详细情况在后面进行叙述。
29.在本实施方式中,金属板20由第1金属板201和第2金属板202构成。即,壳体2具有第1金属板201和第2金属板202这两个金属板20。接合部21将第1金属板201和第2金属板202接合起来。第2金属板202与第1金属板201对置配置。详细而言,第1金属板201和第2金属板202沿z轴方向对置配置。
30.另外,如上所述,壳体2所具有的金属板20也可以是1个。在该情况下,例如可以采用如下的结构:将1个金属板20弯折,并将1个金属板20的端部彼此接合起来而形成接合部21。
31.第1金属板201从-z方向侧支承芯构造体3。第1金属板201优选是铜或者不锈钢制的。在本实施方式中,在从z轴方向俯视观察时,第1金属板201为矩形状的平板。但是,第1金属板201也可以是向-z方向凹陷的凹形状等。另外,第1金属板201也可以是矩形以外的形状。
32.第2金属板202相对于第1金属板201配置于+z方向侧,并覆盖第1金属板201上的芯构造体3。第2金属板202优选由与第1金属板201相同的金属材料构成。即,在第1金属板201是铜制的情况下,优选第2金属板202是铜制的。在第1金属板201是不锈钢制的情况下,优选第2金属板202也是不锈钢制的。
33.详细而言,第2金属板202呈向+z方向凹陷的凹形状。在从z轴方向俯视观察时,第2金属板202呈矩形状,其凹部也呈矩形状。另外,第2金属板202及其凹部也可以是矩形状以外的形状。另外,第2金属板202具有多个肋202a。肋202a从第2金属板202的-z方向侧的面向-z方向延伸而与芯构造体3接触。肋202a例如可以呈圆柱状或棱柱状等。肋202a例如在xy平面内规则地排列配置。通过设置肋202a,能够提高壳体2的强度。另外,第2金属板202和肋202a可以是单一部件,也可以是分体部件。另外,肋202a不是必须的,也可以不设置肋202a。
34.芯构造体3配置在空间2a中。如上所述,在本实施方式中,芯构造体3被第1金属板201支承。芯构造体3是具有毛细管构造的部件。这里,毛细管构造是指能够通过毛细管压力来使工作液4移动的构造。作为毛细管构造,例如能够举出多孔构造、纤维构造、槽结构以及网眼构造。芯构造体3的z轴方向的厚度例如可以是5μm以上且200μm以下。
35.芯构造体3也用于金属板20的接合。即,接合部21构成为使用芯构造体3的一部分。在本实施方式中,在第1金属板201与第2金属板202的z轴方向之间配置有芯构造体3的一部分。在从z轴方向俯视观察时,芯构造体3的面积比空间2a大,芯构造体3的外缘被夹在第1金属板201与第2金属板202的z轴方向之间。第1金属板201和第2金属板202经由芯构造体3的一部分而被接合。对接合部21的详细情况在后面进行叙述。
36.芯构造体3具有毛细管构造,并且具有作为接合部件的功能。芯构造体3优选是金属制的。由此,能够容易地使用芯构造体3来将金属板20彼此接合起来。芯构造体3例如由铜、铝、镍、铁、钛或它们的合金等构成。芯构造体3例如是网构造体或者多孔质体。芯构造体3优选为烧结体。由此,能够容易地使芯构造体3薄型化。
37.工作液4收纳于空间2a。详细而言,工作液4被封入到空间2a。在空间2a处于减压状态的情况下,被封入到空间2a的工作液4变得容易蒸发。工作液4只要是在热传导部件1的使
用环境中蒸发和冷凝的液体即可。工作液4例如可以是水、酒精或者乙二醇等。工作液4优选为水。
38.密封部件5相对于接合部21配置于空间2a侧的相反侧。空间2a侧的相反侧相当于壳体2的外缘侧。在从接合部21观察时,空间2a侧相对于接合部21为内侧,在从接合部21观察时,空间2a侧的相反侧相对于接合部21为外侧。密封部件5覆盖接合部21的整个外侧面。密封部件5配置于比芯构造体3靠外侧的位置。
39.通过设置密封部件5,能够防止工作液4从芯构造体3向壳体2的外部逃逸。密封部件5只要由能够防止工作液4向壳体2的外部逃逸的材料构成即可。密封部件5例如由金属或者树脂等构成。在密封部件5为金属的情况下,密封部件5优选由与金属板20相同的材料构成。在本实施方式的情况下,密封部件5优选由与第1金属板201和第2金属板202相同的材料构成。在密封部件5由金属构成的情况下,与密封部件5由树脂构成的情况相比,能够使热传导部件1的热传导性良好。
40.在如上所述构成的热传导部件1中,被加热部101被由发热体h产生的热加热。当被加热部101的温度上升时,收纳于壳体2的内部的空间2a的工作液4蒸发。此时,被加热部101由于蒸发潜热的吸收而被冷却。通过工作液4的蒸发而产生的蒸汽在空间2a中向散热部102侧移动。在散热部102中,蒸汽通过散热而冷凝。此时,散热部102由于蒸发潜热的释放而被加热。为了提高散热效率,优选在散热部102中设置散热片。冷凝后的工作液4通过毛细管现象而在芯构造体3中朝向被加热部101移动。另外,在图1中,用黑箭头表示工作液4蒸发而产生的蒸汽的流动,用空心箭头表示冷凝后的工作液4的流动。如上所述,工作液4一边伴随着状态变化一边移动,从而连续地进行从被加热部101侧向散热部102侧的热的输送。
41.图2是将接合部21的一部分放大而示出的示意图。图2是将图1的由虚线包围的部分放大而示出的示意图。如图2所示,接合部21具有第1层21a、第2层21b以及接合层21c。接合部21还具有第1边界部21d和第2边界部21e。
42.第1层21a和第2层21b由金属板20的一部分构成。在本实施方式中,第1层21a是第1金属板201的一部分。第2层21b是第2金属板202的一部分。第1层21a位于第1金属板201的+z方向侧的外缘部。在从z轴方向俯视观察时,第1层21a呈矩形的环状。第2层21b位于第2金属板202的-z方向侧的外缘部。在从z轴方向俯视观察时,第2层21b呈矩形的环状。第1层21a和第2层21b沿z轴方向对置配置。
43.如本实施方式那样,当采用将金属板20设为两个并通过接合部21将两个金属板20接合起来而形成壳体2的结构时,能够容易地制造在内部配置有芯构造体3和工作液4的壳体2。即,能够简化热传导部件1的制造。
44.另外,具有第1层21a和第2层21b的金属板20例如可以是铜制的,但也可以是不锈钢制的。如果使金属板20为不锈钢制,则例如与使金属板20为铜制的情况相比,能够使热传导部件1轻量化。另外,如果使金属板20为不锈钢制,则例如与使金属板20为铜制的情况相比,即使在使壳体2薄型化的情况下也能够确保强度。
45.接合层21c配置在第1层21a与第2层21b之间。详细而言,接合层21c配置在沿z轴方向相互对置的第1层21a与第2层21b之间。在本实施方式中,在从z轴方向俯视观察时,接合层21c呈矩形的环状。接合层21c由芯构造体3的一部分构成。
46.在本实施方式中,芯构造体3的一部分构成接合层21c。因此,在从z轴方向俯视观
察时,能够使芯构造体3的面积比空间2a的面积大。即,由于能够使芯构造体3为较大的面积,因此即使在由于针对热传导部件1的薄型化的要求而使芯构造体3变薄的情况下,也能够抑制热传导部件1的冷却性能降低。另外,由于采用有意地将芯构造体3配置在金属板20之间的结构,因此能够降低由于金属板20的尺寸偏差的影响而接合的精度降低的可能性。
47.另外,第1层21a、第2层21b以及接合层21c可以由相同的原材料构成。即,第1金属板201、第2金属板202以及芯构造体3可以由相同的原材料构成。如果采用这样的结构,则能够通过相同条件的接合处理减小第1层21a与接合层21c的接合状态和第2层21b与接合层21c的接合状态的差异。即,能够避免接合处理变得复杂,从而能够实现接合处理的高效化。
48.另外,接合层21c也可以构成为弹性比第1层21a和第2层21b大。即,芯构造体3也可以构成为弹性比第1金属板201和第2金属板202大。如果采用这样的结构,则在金属板20的接合时,能够在接合层21c中吸收z轴方向的厚度的偏差。
49.第1边界部21d是第1层21a与接合层21c的边界部。第1边界部21d具有第1区域a1,该第1区域a1由横跨第1层21a和接合层21c而存在的第1晶粒cp1构成。第1晶粒cp1是结晶组织在第1层21a与接合层21c之间重建而生成的。具体而言,第1晶粒cp1是金属组织重建而生成的。在第1区域a1中,第1层21a与接合层21c的界面消失,两层单一化。即,通过形成第1区域a1,能够将第1层21a与接合层21c接合起来。
50.第2边界部21e是第2层21b与接合层21c的边界部。第2边界部21e具有第2区域a2,该第2区域a2由横跨第2层21b和接合层21c而存在的第2晶粒cp2构成。第2晶粒cp2是结晶组织在第2层21b与接合层21c之间重建而生成的。具体而言,第2晶粒cp2是金属组织重建而生成的。在第2区域a2中,第2层21b与接合层21c的界面消失,两层单一化。即,通过形成第2区域a2,能够将第2层21b与接合层21c接合起来。
51.由于第1层21a与接合层21c被接合,第2层21b与接合层21c被接合,因此第1层21a和第2层21b经由接合层21c而被接合。即,能够通过接合部21将金属板20接合起来。第1层21a与接合层21c的接合和第2层21b与接合层21c的接合能够通过在金属板20之间夹着芯构造体3的一部分的状态下进行加热加压处理而形成。即,根据本实施方式的结构,能够通过加热加压处理来形成接合部21。这里,加热加压处理是指一边加热一边进行加压处理的处理。
52.另外,根据本实施方式的结构,不需要为了将第1金属板201与第2金属板202接合起来而使用钎焊材料。在使用钎焊材料进行接合的情况下,由于在接合处理时钎焊材料液化,因此需要设法使钎焊材料不会漏出。例如,在第1金属板201和第2金属板202中的至少一方设置有收纳钎焊材料的槽。在本实施方式的结构中,不一定需要形成这样的槽,能够简单且低成本地将金属板20接合起来。
53.在本实施方式中,第1边界部21d还具有第3区域a3,该第3区域a3由第1层21a与接合层21c的界面s1构成。在第1层21a与接合层21c的界面s1中,在彼此的结晶组织中观察到偏移。即,在第3区域a3中,在第1层21a与接合层21c之间未发生金属组织的重建,第1层21a和接合层21c尚未单一化。但是,在第3区域a3中,优选第1层21a与接合层21c不完全分离而通过弱结合被接合。由此,尽管存在第3区域a3,也能够抑制流体穿过第1边界部21d而泄漏到壳体2的外部。另外,在本实施方式中,流体是工作液4和工作液4的蒸汽。在以下的同样的意义上,有时使用流体这一语句。
54.另外,第2边界部21e还具有第4区域a4,该第4区域a4由第2层21b与接合层21c的界面s2构成。在第2层21b与接合层21c的界面s2中,在彼此的结晶组织中观察到偏移。即,在第4区域a4中,在第2层21b与接合层21c之间未发生金属组织的重建,第2层21b和接合层21c尚未单一化。但是,在第4区域a4中,优选第2层21b与接合层21c不完全分离而通过弱结合被接合。由此,尽管存在第4区域a4,也能够抑制流体穿过第2边界部21e而泄漏到壳体2的外部。
55.根据以上内容可知,在本实施方式中,在第1边界部21d中,第1层21a和接合层21c局部地单一化,两层的区别消失。另外,在第2边界部21e中,第2层21b和接合层21c局部地单一化,两层的区别消失。即,与第1层21a和接合层21c整体上没有区别的条件以及第2层21b和接合层21c整体上没有区别的条件中的任意一种情况相比,本实施方式的接合部21能够通过在缓和的条件下的加热加压处理来形成。因此,根据本实施方式的结构,能够简单且低成本地将金属板20接合起来。
56.另外,第1层21a和接合层21c整体上没有区别的条件是指第1层21a和接合层21c被所谓的扩散接合的条件。第2层21b和接合层21c整体上没有区别的条件是指第2层21b和接合层21c被所谓的扩散接合的条件。
57.另外,在加热加压处理中设定的设定值包含温度、压力以及处理时间。在本实施方式的结构中,通过将这些设定值调整为适当的值,接合部21成为与扩散接合不同的接合。
58.在从接合部21随机选择的10个部位处,在对第1边界部21d的1mm的范围进行截面观察时,如图2所示,所有的第1边界部21优选第1区域a1和第3区域a3交替地存在。另外,在从接合部21随机选择的10个部位处,在对第2边界部21e的1mm的范围进行截面观察时,如图2所示,所有的第2边界部21e优选第2区域a2和第4区域a4交替地存在。这样,第1区域a1和第3区域a3以及第2区域a2和第4区域a4在微观层面上混合存在,由此能够提高壳体2的密闭性。
59.图3是从z轴方向观察图2所示的第1边界部21d的俯视图。如图3所示,在第1边界部21d中,优选作为不连续相存在的多个第1区域a1不规则地分散在作为连续相存在的第3区域a3内。通过这样构成,能够进一步提高壳体2的密闭性。以下,对此进行说明。
60.在第1区域a1中,第1层21a和接合层21c单一化。因此,流体无法通过第1区域a1。另一方面,在第3区域a3中,第1层21a和接合层21c通过弱结合而相连,但不是单一化的状态。因此,流体有可能通过第3区域a3。
61.在图3中,f是流体,箭头表示流体f的移动方向。在图3中,流体f在向-x方向直行的情况下,以最短距离从壳体2内的内部的空间2a到达外部。流体f要尽可能地向-x方向直行。但是,由于流体f无法在分散于第1边界部21d内的第1区域a1中直行,因此流体f一边避开第1区域a1一边在第3区域a3中移动。因此,流体f一边弯曲一边在第1边界部21d中移动,如同在迷宫内移动那样被迫进行长距离的移动。由此,能够降低流体f从壳体2的内部到达外部的可能性。
62.同样地,在第2边界部21e中,也优选作为不连续相存在的多个第2区域a2不规则地分散在作为连续相存在的第4区域a4内。通过这样构成,与第1边界部21d的情况相同,能够进一步提高壳体2的密闭性。
63.至少1个第1晶粒cp1可以采用从第2晶粒cp2分离的结构。换言之,至少1个第1晶粒cp1可以构成为与第2晶粒cp2不同的粒子。在将热传导部件1设为这样的结构的情况下,能
够通过在缓和的条件下的加热加压处理来形成接合部21,从而例如能够缩短制造时间。另外,在图2中,图中的所有的第1晶粒cp1从第2晶粒cp2分离。可以采用存在于接合部21的所有的第1晶粒cp1从第2晶粒cp2分离的结构。
64.至少1个第1晶粒cp1可以采用与第2晶粒cp2相连的结构。换言之,至少1个第1晶粒cp1可以与第2晶粒cp2构成单一的粒子。在将热传导部件1设为这样的结构的情况下,与设为所有的第1晶粒cp1从第2晶粒cp2分离的结构的情况相比,需要在较强的条件下的加热加压处理,从而能够提高接合部21的接合强度。
65.图4是用于对接合部21的状态进行说明的示意图。图4是示出与图2所示的状态不同的状态的剖视图。在图4中,图中的所有的第1晶粒cp1与第2晶粒cp2相连。也可以采用存在于接合部21的所有的第1晶粒cp1与第2晶粒cp2相连的结构。
66.图5是用于对接合部21的状态进行说明的另一示意图。图5是示出与图2和图4所示的状态不同的状态的剖视图。在图5中,图中的一部分第1晶粒cp1与第2晶粒cp2相连,剩余的一部分第1晶粒cp1从第2晶粒cp2分离。在整个接合部21中,也可以采用如下的结构:一部分第1晶粒cp1与第2晶粒cp2相连,剩余的一部分第1晶粒cp1从第2晶粒cp2分离。
67.以下,例示出本实施方式的热传导部件1的制造方法。热传导部件1的制造方法例如具有配置工序、接合工序、注入工序以及密封工序。热传导部件1的制造方法例如按照配置工序、接合工序、注入工序、密封工序的顺序进行。
68.在配置工序中,准备支承着芯构造体3的第1金属板201。可以仅将芯构造体3载置在第1金属板201上,但也可以如下所述那样准备支承着芯构造体3的第1金属板201。也可以通过在第1金属板201上涂覆金属浆料,并以规定的温度对涂覆有金属浆料的第1金属板201进行加热而准备支承着芯构造体3的第1金属板201。规定的温度是能够使树脂从金属浆料挥发而形成金属制的烧结体的温度。
69.当准备了支承着芯构造体3的第1金属板201时,以覆盖芯构造体3的方式将第2金属板202相对于第1金属板201对置配置。由此,在内部的空间2a中配置有芯构造体3,并且形成有芯构造体3的外缘被第1金属板201和第2金属板202夹着的临时设置壳体。临时设置壳体在不具有接合部21的这一点上与本实施方式的热传导部件1所具有的壳体2不同。
70.在接合工序中,通过对形成临时设置壳体的第1金属板201和第2金属板202、以及芯构造体3进行加热加压处理,形成接合部21。在加热加压处理时设定的温度、压力以及处理时间被设定为形成上述第1区域a1、第2区域a2、第3区域a3以及第4区域a4的条件。该设定值例如能够通过实验来决定。另外,在本例中,在接合工序中,在临时设置壳体的至少1个部位残留有注入工作液4的注入口。
71.在注入工序中,例如将水等工作液4从在接合工序中残留的注入口注入到空间2a内。在注入工作液4之后,例如通过焊接关闭注入口。由此,热传导部件1完成。另外,关闭注入口的方法也可以是焊接以外的方法,例如也可以采用通过加热加压处理而在注入口的位置形成接合部21的结构。另外,优选的是,在关闭注入口时,通过加热将空间2a内的空气的一部分赶出到外部,使壳体2的空间2a成为气压低于大气压的减压状态。
72.在密封工序中,以包围芯构造体3的整个外侧面的方式配置密封部件5。在该情况下,密封部件5例如是树脂。密封部件5例如被注入到比芯构造体3靠外侧的位置且第1金属板201与第2金属板202的z轴方向之间。由此,热传导部件1的制造完成。
73.另外,如上所述,密封部件5可以是金属。在该情况下,将密封部件5配置于芯构造体3的外侧的密封工序可以与接合工序同时进行。在同时进行接合工序和密封工序的情况下,在配置工序中,在第1金属板201和第2金属板202的外缘,在两者的对置方向之间配置密封部件5。然后,在接合工序中,也包含密封部件5在内进行加热加压处理。由此,第1金属板201与密封部件5之间和第2金属板202与密封部件5之间被接合,从而能够防止工作液4向外部逃逸。在该结构中,密封部件5优选由与第1金属板201和第2金属板202相同的材料构成。
74.如以上说明的那样,在壳体2的内部的空间2a配置有芯构造体3的热传导部件1的制造方法具有形成将构成壳体2的金属板20接合起来的接合部21的接合工序。接合部21是通过在金属板20之间夹持芯构造体1的一部分,并一边加热一边进行加压处理而形成的。接合部21优选设置于壳体2的外缘或者外缘附近。接合部21设置于包围空间2a的位置。在这样的制造方法中,在接合工序中,能够以使芯构造体3的一部分被夹在两个金属板20的外缘之间的方式充分地增大芯构造体的面积。因此,根据本实施方式的制造方法,能够极力增大配置于空间2a的芯构造体3的面积。即,即使在需要使芯构造体3变薄的情况下,也能够极力增大芯构造体3的面积,因此能够抑制冷却性能的降低。
75.图6是用于对变形例的热传导部件1a进行说明的图。如图6所示,热传导部件1a也可以不具有密封部件5。在图6的结构中,在芯构造体3的外侧配置有从第2金属板202的-z方向侧的面的外缘向-z方向延伸的突起部202b。突起部202b设置于包围芯构造体3的整个外周的位置。使用该突起部202b作为上述密封部件5的替代。在进行上述接合工序时,突起部202b与第1金属板201接合。突起部202b与第1金属板201的接合例如可以是与上述的第1层21a和接合层21c同样的接合。另外,突起部202b与第1金属板201的接合也可以是扩散接合。
76.另外,作为密封部件5的替代而设置的突起部也可以设置于第1金属板201侧。另外,作为密封部件5的替代而设置的突起部也可以采用设置于第1金属板201和第2金属板202这两者而将该突起彼此接合的结构。
77.另外,在采用热传导部件不具有密封部件的结构的情况下,也可以采用不设置上述的突起部202b的结构。在该情况下,例如也可以为,在上述的接合工序中,在被第1层21a和第2层21b夹着的整个接合层21c中发生金属组织的重建,并在接合层21c中使毛细管构造消失。
78.本说明书中公开的各种技术特征能够在不脱离其技术创作的主旨的范围内施加各种变更。另外,本说明书中所示的多个实施方式和变形例可以在可能的范围内组合来实施。本实用新型的热传导部件的结构并不限于蒸气室,例如也可以应用于热管。
79.本实用新型的热传导部件例如能够用作搭载于电子设备的基板或者电子部件的散热用的部件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1