一种用于IGBT器件大翘曲度长基板的焊接工装的制作方法
一种用于igbt器件大翘曲度长基板的焊接工装
技术领域
1.本实用新型涉及一种用于igbt器件大翘曲度长基板的焊接工装,属于功率半导体器件封装技术领域。
背景技术:
2.igbt(insulated gate bipolar transistor,igbt)是绝缘栅双极晶体管的简称,广泛应用于工业控制、电力系统、机车牵引、风力发电、汽车动力等领域。目前igbt器件大多使用焊接式封装形式,焊接式器件的核心结构是芯片、焊接层、衬板、焊接层和散热铜板,封装成器件后散热铜基板的另外一面与冷却板接触,该面中心位置微凸(翘曲度为0~0.2mm),该面与冷却板之间有一层导热硅脂填充层,用于去除间隙中的气泡提高散热效率。由于焊接衬板和散热铜基板之间的热膨胀系数差别较大,所以在焊接后平的铜基板容易出现反凹(与冷却板的接触面是凹的),为了使焊接后的冷却面是微凸的,需要对铜基板进行预弯处理。
3.如果预弯翘曲度不够,无法解决反凹的问题,如果预弯翘曲度过大,其与焊接热板的接触面较小,特别是基板长边两端距离加热板距离较大,基板不同区域升温曲线差异较大,会导致焊料融化先后时间有差异,进而导致衬板与铜基板之间的焊接面焊层厚度分布不均和缺锡现象。此外,衬板与铜基板之间的焊层作为散热通道,一旦该焊层失效会导致芯片在工作过程中产生大量的热无法散出而失效。因此如何降低铜基板与衬板之间的焊层应力,提高该层的可靠性对于提高整个igbt器件的可靠性至关重要。
4.目前主要通过以下两种方法来避免预弯翘曲度过大问题:1、基板焊接时的加热面是平面,焊接时预弯后基板的凹面置于上方,衬板通过限位工装置于凹面上进行焊接,焊接后基板在焊接应力的作用下发生反凹,使其恢复到另一面微凸的程度,但是这样的操作只适用于尺寸较小的铜基板,当铜基板尺寸增大,焊接面随之增大,焊接后的反凹翘曲度增大,相应的铜基板预弯程度增大,会导致部分衬板在焊接过程中不在一个平面上,从而焊层厚度分布不均,降低器件可靠性;2、通过改变材质来提高基板与衬板之间的匹配度,选择cte与衬板相近、导热好的材料,如alsic等,但是这种方法的成本较高。
技术实现要素:
5.针对现有技术中igbt器件焊接过程中铜基板预弯翘曲度过大容易出现焊接变形的问题,本实用新型提出了一种用于igbt器件大翘曲度长基板的焊接工装,焊接工装内设置有与igbt器件的散热铜基板曲面率一致的曲面结构,焊接时工装可以固定住铜基板并与铜基板紧密贴合,增大铜基板与焊接热板的接触面积,避免焊接变形,提高焊接的效率和可靠性,进而提高整个igbt器件的可靠性。
6.为解决上述技术问题,本实用新型采用了如下技术手段:
7.本实用新型提出了一种用于igbt器件大翘曲度长基板的焊接工装,包括限位框、接触面板和底板,所述底板固定在限位框内部,底板与限位框形成焊接凹槽,所述接触面板
放置在焊接凹槽内,接触面板的上表面为下凹曲面,且下凹曲面的曲面率与igbt器件的散热铜基板的曲面率一致,接触面板的下表面与底板贴合,所述底板的底部镂空。
8.进一步的,所述底板的底部设有多个镂空点,且靠近底部边缘的镂空点的镂空深度大于靠近底部中心的镂空点的镂空深度。
9.进一步的,所述镂空点的横截面为圆形或矩形。
10.进一步的,所述底板的底部边缘设有条状镂空结构。
11.进一步的,所述接触面板包括多个活动板块,所述活动板块依次放置在焊接凹槽内,相邻两个活动板块之间设有空隙,所有活动板块的上表面构成一个下凹曲面。
12.进一步的,任意两个活动板块之间采用旋转轴连接。
13.进一步的,所述接触面板和底板采用铜板或铝板。
14.进一步的,所述接触面板和底板的表面平整度小于50微米,粗糙度小于1um。
15.采用以上技术手段后可以获得以下优势:
16.本实用新型提出了一种用于igbt器件大翘曲度长基板的焊接工装,焊接工装中的限位框和底板共同构成工装框架结构,形成焊接凹槽,进行igbt器件焊接时,焊接热板位于焊接工装的底板下方,接触面板和igbt器件的散热铜基板均放置在焊接凹槽内,且接触面板的下凹曲面的曲面率与igbt器件的散热铜基板的曲面率一致,接触面板与散热铜基板的曲面紧密贴合,能够提高铜基板表面不同区域焊接面积的一致性,有效提高传热效率,提高焊接的效率和可靠性。此外,底板的底部镂空,既可以减少焊接工装的热变形,又可以缩小散热铜基板长边两端与焊接热板之间的距离,进一步提高了预弯铜基板焊接面的受热均匀性,避免焊接变形,提高二次焊接焊层的焊接质量。
17.本实用新型焊接工装的接触面板包括多个活动板块,相邻活动板块之间设有空隙,焊接时活动板块可以在限位框内微小的移动,从而更加贴合散热铜基板。因为散热铜基板为下凹状,放置在工装内时其两端远离工装底部,所以本实用新型焊接工装的底板上要么只在边缘镂空,要么边缘镂空的深度更大,确保整个散热铜基板与焊接热板之间的距离一致。
附图说明
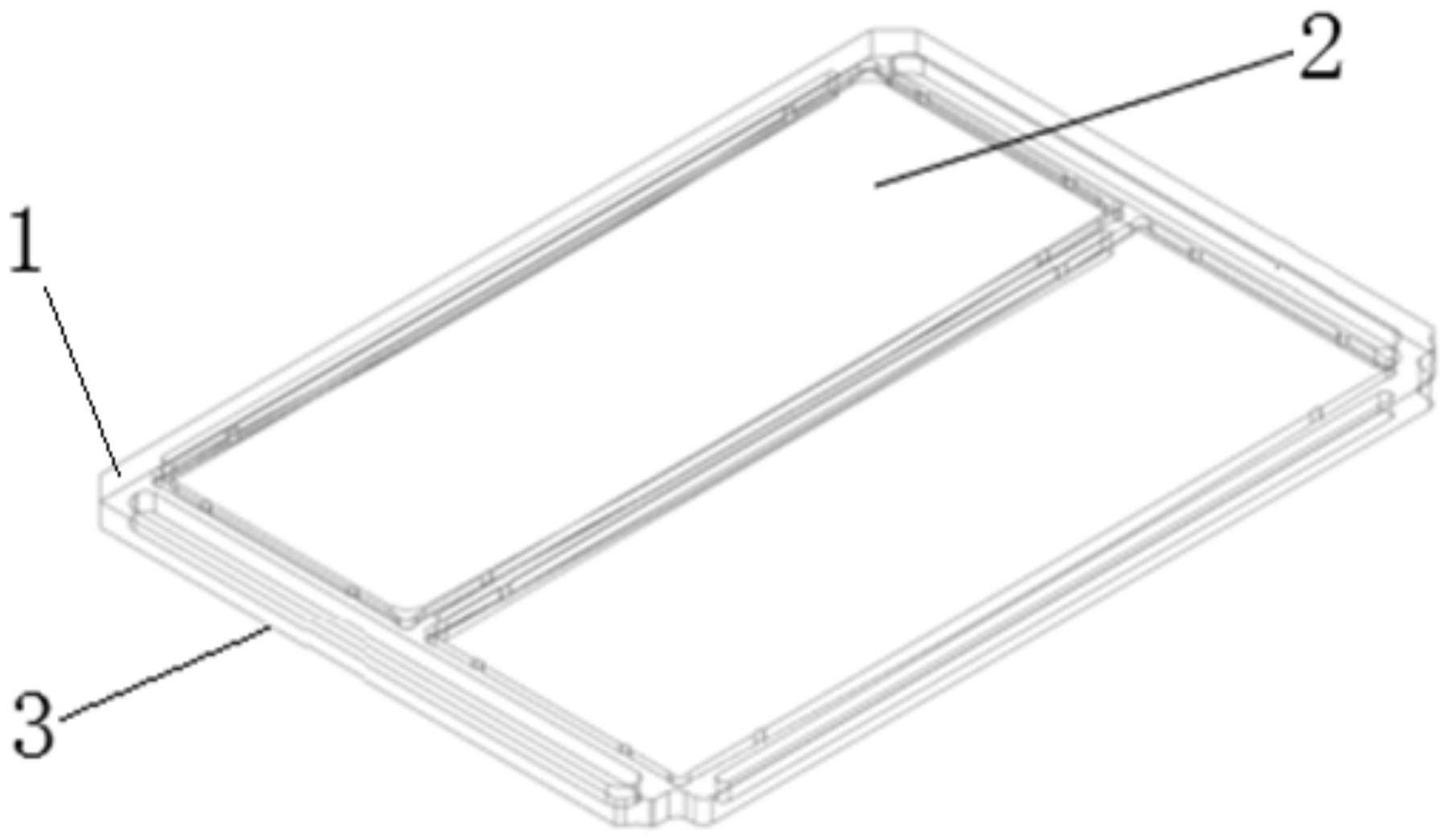
18.图1为本实用新型一种用于igbt器件大翘曲度长基板的焊接工装的结构示意图;
19.图2为本实用新型焊接工装的侧视图;
20.图3为本实用新型实施例中接触面板采用活动板块的工装结构图;
21.图4为本实用新型实施例中活动板块的侧视图;
22.图中,1是限位框,2是接触面板,3是底板,4是镂空点或条状镂空结构,5是活动板块,6是散热铜基板。
具体实施方式
23.下面结合附图对本实用新型的技术方案作进一步说明:
24.本实用新型提出了一种用于igbt器件大翘曲度长基板的焊接工装,主要涉及焊接式igbt器件用的散热铜基板的凸台式结构设计。焊接式igbt器件的核心结构是芯片、焊接层、衬板(陶瓷覆铜板)、焊接层和散热铜基板,其焊接层主要有两部分:(1)芯片与衬板(陶
瓷覆铜板等)之间的焊接层;(2)衬板与散热铜基板之间的焊接层。
25.如图1、2所示,本实用新型焊接工装包括限位框1、接触面板2和底板3,底板固定在限位框内部,底板与限位框形成焊接凹槽,接触面板放置在焊接凹槽内,接触面板的上表面为下凹曲面,且下凹曲面的曲面率与igbt器件的散热铜基板的曲面率一致,接触面板的下表面与底板贴合,底板的底部镂空。在进行igbt期间焊接时,igbt器件的散热铜基板6放置在接触面板上方,与接触面板紧密贴合,焊接加热用的焊接热板放置在底板下方。
26.由于散热铜基板预弯处理是弯曲的,而焊接的加热面是平面,所以焊接时铜基板长边两端距离加热板距离较大,容易出现不同区域升温曲线差异较大的情况,所以本实用新型焊接工装在底板进行了镂空设计,根据具体焊接需求,底板可以进行不同形状的镂空,镂空需要遵循如下规律:越靠近底板边缘,镂空越深。
27.在本实用新型实施例中,焊接工装底板的底部设有多个镂空点4,整个底板从中间到边缘镂空深度逐渐加大,靠近底部边缘的镂空点的镂空深度大于靠近底部中心的镂空点的镂空深度,镂空点的横截面为圆形或矩形。
28.此外,本实用新型焊接工装还可以直接在底板的底部边缘设置条状镂空结构4,条状镂空结构与底板边缘平行。
29.本实用新型焊接工装中的接触面板设置成曲面结构,用于增大焊接接触面积,但是在实际使用中,接触面板与散热铜基板之间可能存在微小差距,进而出现不够贴合的问题,为了解决上述问题,本实用新型可以把接触面板设置成多个分段的结果,如图3、4所示,接触面板包括多个活动板块5,活动板块依次放置在焊接凹槽内,平铺整个焊接凹槽,相邻两个活动板块之间设有空隙,确保活动板块可以在凹槽内进行移动。以接触面板的中垂线为准,一般情况下,对称位置的活动板块的曲面率相同,所有活动板块的上表面可以构成一个下凹曲面,该下凹曲面的曲面率与散热铜基板的曲面率相同。
30.活动板块之间可以不进行连接,由于活动板块之间有空隙,当散热铜基板放置在焊接工装内时,活动板块在压力作用下,可以在限位框内微小的位移,从而跟散热铜基板贴合在一起。在任意两个活动板块之间也可以采用旋转轴连接,当散热铜基板放置在焊接工装内时,活动板块在压力作用下,可以沿着旋转轴发生微小转动,从而跟散热铜基板贴合在一起。
31.在本实用新型焊接工装中,接触面板和底板采用铜板或铝板。接触面板和底板需要进行打磨处理,其表面平整度小于50微米,粗糙度小于1um。焊接工装还需要进行高温热处理和耐磨图层处理。
32.与现有技术相比,本实用新型焊接工装的接触面板可以和散热铜基板的曲面紧密贴合,提高铜基板表面不同区域焊接面积的一致性,有效提高传热效率,提高焊接的效率和可靠性。此外,底板的底部镂空,既可以减少焊接工装的热变形,又可以缩小散热铜基板长边两端与焊接热板之间的距离,进一步提高了预弯铜基板焊接面的受热均匀性,避免焊接变形,提高二次焊接焊层的焊接质量。本实用新型焊接工装的接触面板包括多个活动板块,相邻活动板块之间设有空隙,焊接时活动板块可以在限位框内微小的移动,从而更加贴合散热铜基板。因为散热铜基板为下凹状,放置在工装内时其两端远离工装底部,所以本实用新型焊接工装的底板上要么只在边缘镂空,要么边缘镂空的深度更大,确保整个散热铜基板与焊接热板之间的距离一致。
33.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1