自动化辅助压线机构的制作方法
1.本实用新型涉及绕线加工领域,具体涉及一种自动化辅助压线机构。
背景技术:
2.在现有技术中,以小型变压器生产加工为例,需要在加工时通过绕线机对变压器的骨架及pin脚进行绕线操作。
3.然而,现有的绕线机一般包括半爿导针,绕线前需要人工用压线片将导线调整至与半爿导针合拢后形成的内孔圆心成同心的位置关系,然后通过半爿导针合拢后将导线置于其内孔中,再进行绕线。由于采用手工操作压线不稳,会造成不能准确将导线调整至与半爿导针合拢后形成的内孔圆心成同心的位置关系的问题,尤其是在针对多根导线并绕的情况下,多根导线不聚拢,从而在压线过程中无法将多根导线全部调整至半爿导针的内孔圆心,进而更容易出现在半爿导针合拢时发生夹线问题,直接影响产品质量的稳定和使用寿命。
4.因此,如何解决上述现有技术存在的不足,便成为本实用新型所要研究解决的课题。
技术实现要素:
5.本实用新型的目的是提供一种自动化辅助压线机构。
6.为达到上述目的,本实用新型采用的技术方案是:
7.一种自动化辅助压线机构包括支架、压线片、x轴平移组件、y轴平移组件以及第一z轴平移组件;
8.所述x轴平移组件与所述支架传动连接,驱动所述支架沿x轴方向进行往复位移;
9.所述y轴平移组件连设于所述支架上,并与所述第一z轴平移组件传动连接,驱动所述第一z轴平移组件沿y轴方向进行往复位移;
10.所述第一z轴平移组件与所述压线片传动连接,驱动所述压线片沿z轴方向进行往复位移;
11.其中,所述压线片设有锥型导向槽,所述锥型导向槽对应待绕导线设置;所述锥型导向槽具有槽口以及槽底,所述槽口向槽底收缩,于槽底处形成锥尖,构成当所述压线片沿z轴方向做靠近所述导线压线作业时,将通过所述锥型导向槽将对所述导线的水平位置进行矫正。
12.上述技术方案中的有关内容解释如下:
13.1.上述方案中,所述锥型导向槽的槽口宽度大于变压器骨架的幅宽。
14.2.上述方案中,所述机构还包括压直角片、压线片安装架以及第二z轴平移组件;
15.所述压直角片连设于所述压线片安装架;
16.所述y轴平移组件与所述压线片安装架传动连接,驱动所述压直角片沿y轴方向进行往复位移;
17.所述第二z轴平移组件与所述压线片安装架传动连接,驱动所述压直角片沿z轴方向进行往复位移;
18.所述压直角片设有压线面,所述压线面对应待绕导线设置,构成所述压线片沿z轴方向做靠近待绕导线过程中,所述待绕导线的一侧被定位与所述压线面与变压器骨架之间。
19.3.上述方案中,所述x轴平移组件包括x轴滑轨和x轴驱动装置;
20.所述x轴驱动装置与所述支架传动连接,且所述支架滑动连接于所述x轴滑轨,构成所述x轴驱动装置驱动所述支架沿x轴滑轨的长度方向进行往复位移。
21.4.上述方案中,所述y轴平移组件包括传动曲臂、y轴滑轨以及y轴驱动装置;
22.所述传动曲臂一端与所述y轴驱动装置相连,另一端与所述第一z轴平移组件传动连接;
23.所述第一z轴平移组件与所述y轴滑轨滑动连接,构成所述y轴驱动装置驱动所述第一z轴平移组件沿y轴滑轨的长度方向进行往复位移。
24.5.上述方案中,第一z轴平移组件包括直线驱动装置,所述直线驱动装置与所述压线片传动连接。
25.本实用新型的工作原理及优点如下:
26.1、本实用新型通过x轴平移组件、y轴平移组件以及第一z轴平移组件的设置,能够驱动压线片沿x轴方向、y轴方向以及z轴方向往复位移,进而完成压线动作;
27.2、本实用新型通过压线片的设置,可以很好的纠正导线与半爿导针中心内孔快速对位时的误差,能够保证半爿导针合拢时不产生夹线现象,使得导线可以准确地被合拢在半爿导针内孔中;
28.3、本实用新型通过压线片的锥型导向槽设置,能够在多根导线的情形下,将多根导线自动的聚拢在一起,快速轻松的解决了夹线问题。
附图说明
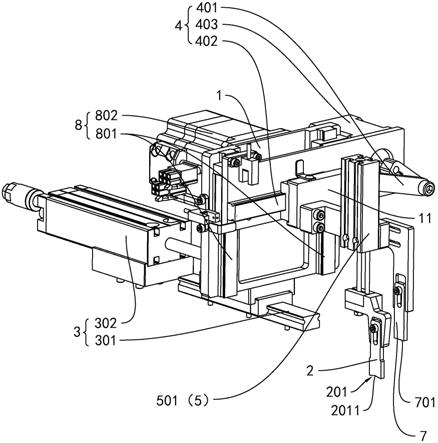
29.附图1为本实用新型实施例的立体结构示意图;
30.附图2为本实用新型实施例的仰视图;
31.附图3为附图2的a处放大图;
32.附图4为本实用新型实施例压线片的结构示意图;
33.附图5为本实用新型实施例的装配图。
34.以上附图中:1.支架;2.压线片;201.锥型导向槽;2011.锥尖处;3.x轴平移组件;301.x轴滑轨;302.x轴驱动装置;4.y轴平移组件;401.传动曲臂;402.y轴滑轨;403.y轴驱动装置;5.第一z轴平移组件;501.直线驱动装置;6.变压器骨架;7.压直角片;701.压线面;8.第二z轴平移组件;801.z轴滑轨;802.z轴驱动装置;9.半爿导针;10.导线;11.压线片安装架。
具体实施方式
35.下面结合附图及实施例对本实用新型作进一步描述:
36.实施例:以下将以图式及详细叙述对本案进行清楚说明,任何本领域技术人员在
了解本案的实施例后,当可由本案所教示的技术,加以改变及修饰,其并不脱离本案的精神与范围。
37.本文的用语只为描述特定实施例,而无意为本案的限制。单数形式如“一”、“这”、“此”、“本”以及“该”,如本文所用,同样也包含复数形式。
38.关于本文中所使用的“第一”、“第二”等,并非特别指称次序或顺位的意思,亦非用以限定本案,其仅为了区别以相同技术用语描述的组件或操作。
39.关于本文中所使用的“连接”或“定位”,均可指二或多个组件或装置相互直接作实体接触,或是相互间接作实体接触,亦可指二或多个组件或装置相互操作或动作。
40.关于本文中所使用的“包含”、“包括”、“具有”等,均为开放性的用语,即意指包含但不限于。
41.关于本文中所使用的用词(terms),除有特别注明外,通常具有每个用词使用在此领域中、在本案内容中与特殊内容中的平常意义。某些用以描述本案的用词将于下或在此说明书的别处讨论,以提供本领域技术人员在有关本案描述上额外的引导。
42.关于本文中所使用的“前”、“后”、“上”、“下”、“左”、“右”等,均为方向性用词,在本案中仅为说明各结构之间位置关系,并非用以限定本案保护方案及实际实施时的具体方向。
43.参见附图1
‑
5所示,一种自动化辅助压线机构设置于绕线机上,用于调整绕线机中的导线10至半爿导针合拢后形成的内孔圆心处,并和所述内孔圆心成同心状态。所述自动化辅助压线机构包括支架1、压线片2、x轴平移组件3、y轴平移组件4以及第一z轴平移组件5。
44.所述x轴平移组件3与所述支架1传动连接,驱动所述支架1沿x轴方向进行往复位移。所述x轴平移组件3连设于绕线机的机架上。
45.本实施例中,所述x轴平移组件3包括x轴滑轨301和x轴驱动装置302。所述x轴驱动装置302与所述支架1传动连接,且所述支架1滑动连接于所述x轴滑轨301,构成所述x轴驱动装置302驱动所述支架1沿x轴滑轨301的长度方向进行往复位移。在其他实施例中,所述x轴平移组件3也可以是直线气缸、直线电机或者机械臂等能够沿x轴直线运动的组件,本实施例在此不对x轴平移组件3的实现类型作限定。
46.所述y轴平移组件4连设于所述支架1上,并与所述第一z轴平移组件5传动连接,驱动所述第一z轴平移组件5沿y轴方向进行往复位移。
47.本实施例中,所述y轴平移组件4包括传动曲臂401、y轴滑轨402以及y轴驱动装置403。所述传动曲臂401一端与所述y轴驱动装置403相连,另一端与所述第一z轴平移组件5传动连接。在其他实施例中,所述y轴平移组件4也可以是直线气缸、直线电机或者机械臂等能够沿y轴直线运动的组件,本实施例在此不对y轴平移组件4的实现类型作限定。
48.所述第一z轴平移组件5与所述压线片2传动连接,驱动所述压线片2沿z轴方向进行往复位移。所述第一z轴平移组件5包括直线驱动装置501,所述直线驱动装置501与所述压线片2传动连接。本实施例中,所述直线驱动装置501为直线气缸。
49.优选地,所述压线片2连设于第一z轴平移组件5的下方,当所述第一z轴平移组件5驱动所述压线片2沿z轴方向向下运动时,实现压线操作。
50.参见附图4所示,其中,所述压线片2设有锥型导向槽201,所述锥型导向槽201对应
待绕导线10设置。所述锥型导向槽201具有槽口以及槽底,所述槽口向槽底收缩,于槽底处形成锥尖2011,构成当所述压线片2沿z轴方向做靠近所述导线10压线作业时,将通过所述锥型导向槽201将对所述导线10的水平位置进行矫正,所述锥尖2011位于所述半爿导针合拢后形成的内孔圆心的正上方,因此可以很好的纠正导线10与半爿导针中心内孔快速对位时的误差,能够保证半爿导针合拢时不产生夹线现象,使得导线10可以准确地被合拢在半爿导针内孔中。若导线10有多根,则还可将多根导线10聚拢于所述锥尖2011处。
51.参见附图3所示,所述锥型导向槽201的槽口宽度大于变压器骨架6的幅宽。当所述锥型导向槽201的槽口宽度小于变压器骨架6的幅宽的时,会发生压不到导线10,或导线10容易从所述槽口滑出的问题。
52.所述机构还包括压直角片7、压线片安装架11以及第二z轴平移组件8。
53.所述压直角片7连设于所述压线片安装架11。
54.所述y轴平移组件4与所述压线片安装架11传动连接,驱动所述所述压直角片7沿y轴方向进行往复位移。
55.所述第二z轴平移组件8与所述压线片安装架11传动连接,驱动所述压直角片7沿z轴方向进行往复位移。所述第二z轴平移组件8包括z轴滑轨801以及z轴驱动装置802。所述z轴滑轨801设有一对,一对所述z轴滑轨801相对设置于所述支架的左右两侧。所述压线片安装架11滑动连接于一对所述z轴滑轨801上,且所述z轴驱动装置802与所述压线片安装架11传动连接,从而使得所述z轴驱动装置802驱动所述所述压线片安装架11沿所述z轴滑轨801的长度方向进行往复位移。
56.所述压直角片7设有压线面701,所述压线面701对应待绕导线10设置,构成所述压线片2沿z轴方向做靠近导线10过程中,所述导线10的一侧被定位于所述压线面701与变压器骨架6之间,进而合拢的半爿导针完成对变压器骨架6的绕线。在单根导线绕线时,所述压直角片7也可以充当压线片2使用,但是工艺步骤要分为两步,第一步为压直角片7压线,第二步位压直角片7压直角。由于工艺步骤的增加会直接影响工作效率,因此,本实施例中,采用压线片2的设置,可以使得压线和压直角几乎同时完成,有效提高了工作效率。
57.工作原理:
58.工作时,所述x轴平移组件3驱动所述支架1沿x轴方向做靠近所述导线10的位移。当所述支架沿x轴方向移动至与所述导线10最近的距离之后,所述y轴平移组件4驱动所述第一z轴平移组件5沿y轴方向做靠近所述导线10的位移。当所述第一z轴平移组件5沿y轴方向移动至与所述导线10最近的距离之后,所述第一z轴平移组件驱动所述压线片2沿z轴方向做靠近所述导线10的位移,所述压线片2沿z轴方向做靠近所述导线10过程中,将所述导线10矫正位置于所述锥型导向槽201的锥尖2011,进而完成压线动作。
59.综上所述,本实用新型相比于现有技术具有优点如下:
60.1、本实用新型通过x轴平移组件、y轴平移组件以及第一z轴平移组件的设置,能够驱动压线片沿x轴方向、y轴方向以及z轴方向往复位移,进而完成压线动作;
61.2、本实用新型通过压线片的设置,可以很好的纠正导线与半爿导针中心内孔快速对位时的误差,能够保证半爿导针合拢时不产生夹线现象,使得导线可以准确地被合拢在半爿导针内孔中;
62.3、本实用新型通过压线片的锥型导向槽设置,能够在多根导线的情形下,将多根
导线自动的聚拢在一起,快速轻松的解决了夹线问题。
63.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1