一种动力电池、电池模组及用电装置的制作方法
1.本实用新型属于电池生产制造的技术领域,具体涉及一种动力电池、电池模组及用电装置。
背景技术:
2.随着现代社会的发展和人们环保意识的增强,越来越多的设备选择以锂电池作为电源,如手机、笔记本电脑、电动工具和电动汽车等等,这为锂电池的应用与发展提供了广阔的空间。其中,电动工具和电动汽车等所使用的锂电池一般称之为动力电池。电芯极耳通过转接片焊接于极柱,一直被广泛使用于动力电池顶盖设置中。
3.现有结构中,电芯极耳先和转接片超焊在一起,然后置于顶盖极柱的底部激光焊接,实现电芯功能,但此结构的转接片的厚度会占用电池内部的空间,不利于提高电池的能量密度。
技术实现要素:
4.本实用新型的目的之一在于:针对现有技术的不足,提供一种动力电池,取消转接片,有助于提高电池内部的空间利用率,从而提高电池的能量密度。
5.为了实现上述目的,本实用新型采用如下技术方案:
6.一种动力电池,包括顶盖片,设置有极柱;电芯组件,包括电芯本体及设在所述电芯本体的极耳,所述极耳包括相对设置的第一面和第二面,所述极柱与所述第一面固定连接;保护件,所述保护件与所述第二面固定连接,所述保护件至少部分覆盖所述第二面,其中,所述极耳包括依次连接的第一连接部和第一弯折部,所述第一连接部的上表面与所述极柱的底面固定连接,所述第一弯折部连接所述电芯本体和所述第一连接部;所述保护件包括依次连接的第二连接部和第二弯折部,第一连接部的下表面与所述第二连接部的上表面固定连接,所述第一弯折部的内表面与所述第二弯折部的外表面固定连接。
7.优选的,所述极柱的底面与所述第一面之间通过焊接固定连接;所述保护件的顶面和所述第二面之间通过焊接固定连接。
8.优选的,所述第一面通过激光焊固定于所述极柱的底面,形成焊接轨迹;所述焊接轨迹为直线、u型、圆型或螺旋式。
9.优选的,所述保护件通过超声焊固定于所述第二面;所述保护件的表面形成有多个焊印,多个所述焊印均布于所述保护件的表面。
10.优选的,所述极柱与所述第一面之间的焊接区域小于所述保护件和所述第二面之间的焊接区域。
11.优选的,在宽度方向上,两个极性相同的所述极耳相对焊接于所述极柱的底面;至少一个所述保护件覆盖两个所述极耳的第二面。
12.优选的,所述保护件还包括回折部,所述回折部连接于所述第二弯折部,所述第二连接部、所述第二弯折部、所述回折部形成u形结构,所述回折部和所述第一连接部之间形
成有间隙。
13.优选的,所述极柱包括柱体,所述柱体的底部和所述第一面焊接的表面经过压花工艺处理。
14.优选的,所述顶盖片还设置有防爆阀孔和注液孔中的至少一种;所述极柱依次套设有上塑胶件、密封圈及下塑胶件;所述极柱包括第一极柱和第二极柱,所述第一极柱、与所述第一极柱电连接的所述极耳、所述保护件均为铝材料,所述第二极柱、与所述第一极柱电连接的所述极耳、所述保护件均为铜材料。
15.优选的,所述保护件的厚度为0.1-3mm,在长度方向上,所述保护件的至少一侧设置有防呆部。
16.本实用新型的目的之二在于提供一种电池模组,包括上述的动力电池。
17.本实用新型的目的之三在于提供一种用电装置,包括上述的动力电池。
18.本实用新型的有益效果在于,本实用新型包括顶盖片,设置有极柱;电芯组件,包括电芯本体及设在所述电芯本体的极耳,所述极耳包括相对设置的第一面和第二面,所述极柱与所述第一面固定连接;保护件,所述保护件与所述第二面固定连接,所述保护件至少部分覆盖所述第二面,其中,所述极耳包括依次连接的第一连接部和第一弯折部,所述第一连接部的上表面与所述极柱的底面固定连接,所述第一弯折部连接所述电芯本体和所述第一连接部;所述保护件包括依次连接的第二连接部和第二弯折部,第一连接部的下表面与所述第二连接部的上表面固定连接,所述第一弯折部的内表面与所述第二弯折部的外表面固定连接。由于现有结构中,电芯极耳先和转接片超焊在一起,然后置于顶盖极柱的底部激光焊接,实现电芯功能,但此结构的转接片的厚度会占用电池内部的空间,不利于提高电池的能量密度,因此,将极柱和极耳的第一面直接固定连接,省去了安装转接件,简化装配工序,且避免转接件占用电池高度方向的空间,有助于提高电池内部的空间利用率,从而提高电池的能量密度,同时,通过增加保护件,且保护件至少部分覆盖第二面,可以防止顶盖片的毛刺插入电芯本体,导致电芯本体受损的情况,还有助于防止电池内部发生短路,也起到间隔顶盖片和电芯本体,有助于提高电池的安全性。此外,极耳的第一连接部的上表面与极柱通过激光焊接固定连接,实现极耳和极柱之间的电连接,极耳的第一连接部的下表面和保护件的第二连接部通过超声焊固定连接,极耳的第一弯折部和保护件的第二弯折部通过超声焊固定连接,有助于增加超声焊的面积,从而提高极耳和保护件之间的稳固性。本实用新型取消转接片,有助于提高电池内部的空间利用率,从而提高电池的能量密度。
附图说明
19.下面将参考附图来描述本实用新型示例性实施方式的特征、优点和技术效果。
20.图1为本实用新型中实施方式一的结构示意图。
21.图2为本实用新型中实施方式一的极耳和保护件焊接后的结构示意图。
22.图3为本实用新型中实施方式一的保护件的结构示意图。
23.图4为本实用新型中实施方式二的结构示意图。
24.图5为本实用新型中实施方式二的极耳和保护件焊接后的结构示意图。
25.图6为本实用新型中实施方式二的保护件的结构示意图。
26.图7为本实用新型中实施方式二的侧视图。
27.图8为图7的a处放大图。
28.图9为本实用新型中实施方式二的极柱的结构示意图。
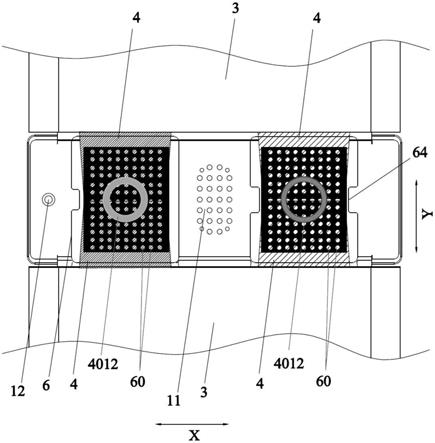
29.图10为本实用新型的实施方式二组装完成后的结构示意图。
30.其中,附图标记说明如下:
31.1-顶盖片;11-防爆阀孔;12-注液孔;
32.2-极柱;21-柱体;22-底板;
33.3-电芯本体;
34.4-极耳;41-第一连接部;42-第一弯折部;401-第一面;402-第二面;4012-焊接轨迹;
35.6-保护件;60-焊印;61-第二连接部;62-第二弯折部;63-回折部;64-防呆部;
36.7-上塑胶件;8-密封圈;9-下塑胶件;
37.x-长度方向;y-宽度方向。
具体实施方式
38.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接受的误差范围内,本领域技术人员能够在一定误差范围内解决技术问题,基本达到技术效果。
39.此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
40.在实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
41.以下结合附图1~10对本实用新型作进一步详细说明,但不作为对本实用新型的限定。
42.实施方式一
43.下面结合附图1~3描述实施方式一
44.动力电池,包括顶盖片1,设置有极柱2;电芯组件,包括电芯本体3及设在电芯本体3的极耳4,极耳4包括相对设置的第一面401和第二面402,极柱2与第一面401固定连接;保护件6,保护件6与第二面402固定连接,保护件6至少部分覆盖第二面402,其中,极耳4包括依次连接的第一连接部41和第一弯折部42,第一连接部41的上表面与极柱2的底面通过激光焊工艺固定连接,第一弯折部42连接电芯本体3和第一连接部41;保护件6包括依次连接的第二连接部61和第二弯折部62,第一连接部41的下表面与第二连接部61的上表面通过超声焊工艺固定连接,第一弯折部42的内表面与第二弯折部62的外表面通过超声焊工艺固定连接。
45.由于现有结构中,电芯极耳先和转接片超焊在一起,然后置于顶盖极柱的底部激光焊接,实现电芯功能,但此结构的转接片的厚度会占用电池内部的空间,不利于提高电池的能量密度,因此,将极柱2和极耳4的第一面401直接固定连接,省去了安装转接件,简化装配工序,且避免转接件占用电池高度方向的空间,有助于提高电池内部的空间利用率,从而提高电池的能量密度,同时,通过增加保护件6,且保护件6至少部分覆盖第二面402,可以防止顶盖片1的毛刺插入电芯本体3,导致电芯本体3受损的情况,还有助于防止电池内部发生短路,也起到间隔顶盖片1和电芯本体3,有助于提高电池的安全性。此外,极耳4的第一连接部41的上表面与极柱2通过激光焊接固定连接,实现极耳4和极柱2之间的电连接,极耳4的第一连接部41的下表面和保护件6的第二连接部61通过超声焊固定连接,极耳4的第一弯折部42和保护件6的第二弯折部62通过超声焊固定连接,有助于增加超声焊的面积,从而提高极耳4和保护件6之间的稳固性。
46.于本实施方式中,第一面401和第二面402分别为极耳4相对设置的两个大面。
47.在根据本实用新型的动力电池中,极柱2的底面与第一面401之间通过焊接固定连接;保护件6的顶面和第二面402之间通过焊接固定连接。具体的,保护件6的顶面和极耳4的第二面402先通过超声焊接在一起,在超声焊接完成后,然后将极耳4的第一面401与极柱2的底面进行激光焊接,即,将极柱2、极耳4及保护件6直接固定连接,省去了安装转接件,简化生产工序,且避免转接件占用电池高度方向的空间,有助于提高电池内部的空间利用率,从而提高电池的能量密度。
48.在根据本实用新型的动力电池中,第一面401通过激光焊固定于极柱2的底面,形成焊接轨迹4012;焊接轨迹4012为直线、u型、圆型或螺旋式。根据实际生产需求,可以将焊接轨迹4012设计为直线、u型、圆型或螺旋式等规则形状,也可以将焊接轨迹4012设计为其它不规则形状,满足焊接轨迹4012不超出保护件6和第二面402之间的焊接区域即可。
49.在根据本实用新型的动力电池中,保护件6通过超声焊固定于第二面402;保护件6的表面形成有多个焊印60,多个焊印60均布于保护件6的表面。具体的,通过形成焊印60,使得极耳4和极柱2固定在一起,多个焊印60均布于保护件6的表面,增加两者接触面积,有助于提高极耳4和极柱2之间的过流能力,从而提高电池的性能。
50.在根据本实用新型的动力电池中,极柱2与第一面401之间的焊接区域小于保护件6和第二面402之间的焊接区域,不仅避免激光焊接的区域大于超声焊的区域,导致顶盖片1或其他零部件受到损伤的情况,还能提高极耳4和极柱2之间的稳固性,减少焊接过程中的焊渣产生,有助于提高电池的性能。
51.在根据本实用新型的动力电池中,极柱2包括柱体21及设置在柱体21底部的底板22;柱体21和底板22为一体成型结构或摩擦焊极柱结构。具体的,柱体21穿设于顶盖片1的极柱通孔,其中一个极柱2可以作为正极,另一个极柱2也可以作为负极,正极的极柱2均采用铝材料一体成型,不仅保证没有因材料差异导致的压降,还简化加工工序,降低生产成本,负极的极柱2的底板22可采用铜材料,柱体21采用铝材料,通过摩擦焊固定在一起,相比一体的铜极柱,铝的成本相比铜较低,在保证正常使用的前提下,有助于降低极柱2的生产成本。此外,也可以不设置底板22,负极柱的表面可以镀镍,确保正常使用,省去了底板22,有助于降低生产成本。
52.在根据本实用新型的动力电池中,极柱2的底面和第一面401焊接的表面经过压花
工艺处理。具体的,极柱2对应极耳4的表面经过压花处理,能够提高极柱2与极耳4的焊接效果,防止在焊接时发生打滑的情况。
53.在根据本实用新型的动力电池中,保护件6的厚度为0.1-3mm,在长度方向x上,保护件6的至少一侧设置有防呆部64。具体的,极柱2分为正极柱和负极柱,与正极柱连接的保护件6一侧设有防呆部64,与负极柱连接的保护件6相对两侧均设有防呆部64,便于设备防呆,有助于提高电池的质量。限定保护件6的厚度,防止保护件6的厚度过大,导致生产成本上升,且侵占顶盖高度方向的空间,不利于提高电池内部的空间利用率,同时,防止保护件6的厚度过小,影响保护件6整体的机械强度,不利于延长电池的使用寿命在一些实施方式中,防止保护件6的厚度也可限定为1mm-3mm,在一些实施方式中,保护件6的厚度也可为1.5mm、2mm、2.5mm。
54.本实用新型的工作原理是:
55.将极柱2和极耳4的第一面401直接固定连接,省去了安装转接件,简化装配工序,且避免转接件占用电池高度方向的空间,有助于提高电池内部的空间利用率,从而提高电池的能量密度,同时,通过增加保护件6,且保护件6至少部分覆盖第二面402,可以防止顶盖片1的毛刺插入电芯本体3,导致电芯本体3受损的情况,还有助于防止电池内部发生短路,也起到间隔顶盖片1和电芯本体3,有助于提高电池的安全性。此外,极耳4的第一连接部41的上表面与极柱2通过激光焊接固定连接,实现极耳4和极柱2之间的电连接,极耳4的第一连接部41的下表面和保护件6的第二连接部61通过超声焊固定连接,极耳4的第一弯折部42和保护件6的第二弯折部62通过超声焊固定连接,有助于增加超声焊的面积,从而提高极耳4和保护件6之间的稳固性。
56.实施方式二
57.与实施方式一不同的是:本实施方式的在宽度方向y上,两个极性相同的极耳4相对焊接于极柱2的底面;至少一个保护件6覆盖两个极耳4的第二面402;保护件6还包括回折部63,回折部63连接于第二弯折部62,第二连接部61、第二弯折部62、回折部63形成u形结构,回折部63和第一连接部61之间形成有间隙。于本实施方式中,为了将保护件6固定在极耳4的外表面,采用超声焊接的方式将保护件6和极耳4固定连接;增加回折部63,能够防止极耳4发生倒插的情况,起到对极耳4进行限位的作用,此外,极耳4的第一弯折部42和保护件6的第二弯折部62可以采用倒圆角的结构,有助于降低刮蹭极耳4的概率,从而提高电池的质量。回折部63和第一连接部61之间通过间隔设置,形成预设间隙,间隙为两者在空间上的距离,若没有间隙,会导致极耳冗余,电芯极片和极耳接触,根据实际电池的尺寸和结构,可以相应调整间隙的大小。
58.其他结构与实施方式一相同,这里不再赘述。
59.实施方式三
60.与实施方式一不同的是:本实施方式的顶盖片1还设置有防爆阀孔11和注液孔12中的至少一种;极柱2依次套设有上塑胶件7、密封圈8及下塑胶件9;极柱2包括第一极柱和第二极柱,第一极柱、与第一极柱电连接的极耳4、保护件6均为铝材料,第二极柱、与第一极柱电连接的极耳4、保护件6均为铜材料。具体的,将上塑胶件7套在极柱2上,使极柱2紧固在顶盖片1,不仅起到顶盖片1和极柱2之间的绝缘作用,还能确保顶盖片1和极柱2之间的密闭性;极柱2穿过顶盖片1固定于极耳4,能够提高极柱2和极耳4之间的稳固性,避免极耳4脱
落,有助于提高电池的安全性,同时,极柱2的底板22通过下塑胶件9固定于顶盖片1的底面,下塑胶件9起到绝缘极柱2的底板22和顶盖片1的底面的作用,极柱2固定于顶盖片1,有助于提高极柱2和顶盖片1之间的稳固性;密封圈8由氟塑胶注塑成型或氟橡胶模切成型,制成的装配件,具有良好电绝缘性能、高度的耐热性、耐油性、耐溶剂、耐磨性、耐湿性和耐低温性,有助于延长密封圈8的使用寿命,从而提高电芯安全性能,其中,极耳4能够与保护件6焊接在一起,简化生产工序,且避免转接件占用电池高度方向的空间,有助于提高电池内部的空间利用率,从而提高电池的能量密度。注液孔12便于将电解液注入到电池内部,顶盖片1和下塑胶件9之间安装有防爆阀,防爆阀孔11顶部安装有保护膜,防爆阀能够在电池由于过充、过放、过流及电池内部短路导致电池内压上升时,使电池自动快速泄压,避免电池爆炸导致安全事故的发生,保护膜能够防止外界杂质进入到防爆阀内,影响防爆阀的功能。此外,第一极柱、与第一极柱电连接的极耳4、保护件6均为铝材料,保证没有因材料差异导致的压降,简化加工工序,降低生产成本;第二极柱的底板22、与第一极柱电连接的极耳4、保护件6均为铜材料,而第二极柱的柱体21为铝材料,通过铜铝两种基材组成极柱2,有助于降低生产成本。
61.其他结构与实施方式一相同,这里不再赘述。
62.电池模组和用电装置
63.本发明的电池模组包括实施方式一~三的动力电池。
64.需要说明的是,电池包括壳体和顶盖片1,壳体包括多个壁围设形成的收容空间以及形成于收容空间一侧的开口。顶盖片1布置在开口处以封闭收容空间。顶盖片1上设置有极柱2,极柱2作为电池的外导通端,其用于与其他部件电性连接。同一电池上具有两个极柱,也即一个正极柱和一个负极柱。
65.电芯本体3可以是卷绕式的结构,也可以是叠片式的结构。电芯本体3包括正极极片、负极极片和隔离膜。具体地,隔离膜的材质可以为pp或pe等。正极极片包括正极集流体和正极活性物质层,正极活性物质层涂覆于正极集流体的表面,正极集流体的材料可以为铝,正极活性物质可以为钴酸锂、磷酸铁锂、三元锂或锰酸锂等;负极极片包括负极集流体和负极活性物质层,负极活性物质层涂覆于负极集流体的表面,负极集流体的材料为铜,负极活性物质可以为碳或硅等。
66.极耳4用于与极柱2电连接以将电极组件的电能引出到电池外部。极耳4一般会设置在电芯本体3中的正极极片和负极极片上,极耳4一般包括正极极耳和负极极耳。为了保证通过大电流而不发生熔断,正极极耳的数量为多个且层叠在一起,负极极耳的数量也为多个且层叠在一起。可以理解的,极耳4可以直接与极柱2连接,即极耳4直接与极柱2焊接在一起;极耳4也可以与极柱2间接连接,即通过转接件互相连接。
67.本发明的用电装置包括实施方式一~三的动力电池。
68.需要说明的是,该用电装置可以是车辆、手机、便携式设备、笔记本电脑、轮船、航天器、电动玩具和电动工具等等。车辆可以是燃油汽车、燃气汽车或新能源汽车,新能源汽车可以是纯电动汽车、混合动力汽车或增程式汽车等;航天器包括飞机、火箭、航天飞机和宇宙飞船等等;电动玩具包括固定式或移动式的电动玩具,例如,游戏机、电动汽车玩具、电动轮船玩具和电动飞机玩具等等;电动工具包括金属切削电动工具、研磨电动工具、装配电动工具和铁道用电动工具,例如,电钻、电动砂轮机、电动扳手、电动螺丝刀、电锤、冲击电
钻、混凝土振动器和电刨等等,本发明对上述用电装置不做特殊限制。
69.根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本实用新型并不局限于上述的具体实施方式,凡是本领域技术人员在本实用新型的基础上所作出的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本实用新型构成任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1