一种电池及电子产品的制作方法
1.本实用新型涉及电池领域,尤其涉及一种电池及电子产品。
背景技术:
2.锂离子电池具有体积小,电压平稳,工作温度范围广,储存寿命长等特点,应用越来越广泛。
3.传统的纽扣电池中,极耳和壳体采用焊接的方式连接,由于壳体的遮挡,极耳在壳体内延伸的方向和位置无法准确定位,这会给电池的结构带来很大的局限性,影响着电池行业的发展。
4.因此,急需对电池的结构进行改进,解决极耳在壳体内延伸的方向和位置无法识别的难题,促进电池的多样化发展。
技术实现要素:
5.本实用新型提供一种电池及电子产品,用以至少解决极耳在壳体内延伸的方向和位置无法识别的技术问题。
6.为了实现上述目的,本实用新型提供一种电池及电子产品,其中,本实用新型提供的一种电池,包括:
7.壳体,所述壳体为一面具有开口的中空结构,所述壳体的底部具有底面板,所述底面板开设有注液孔;
8.电芯本体,所述电芯本体容纳在所述壳体内,所述电芯本体连接有第一极耳,所述第一极耳沿所述底面板的径向延伸并与所述底面板连接,所述第一极耳在所述壳体高度方向的投影遮挡部分所述注液孔;
9.盖体组件,所述盖体组件与所述壳体的开口密封连接。
10.本实用新型提供的一种电池,所述第一极耳沿所述底面板的径向延伸并与所述底面板连接,所述第一极耳在所述壳体高度方向的投影遮挡所述注液孔的一部分,因而,所述第一极耳伸出所述注液孔的一部分便于所述第一极耳视觉定位,容易得知所述第一极耳在所述底面板上径向延伸的方向和位置,便于将所述第一极耳准确的与所述底面板实现连接,焊接位置可供选择多,工艺窗口宽,有效焊接区域大。此外,不需要再将所述第一极耳延伸到所述底面板的中心位置。
11.在一种可能实施的方式中,所述第一极耳具有第一连接段、探出段和第二连接段,所述第一连接段位于所述第一极耳的一端且与所述电芯本体连接,所述探出段位于所述第一极耳的另一端且遮挡所述注液孔,所述第二连接段连接在所述第一连接段和所述探出段之间。
12.在一种可能实施的方式中,所述探出段的长度大于或等于所述注液孔内径的1/10倍,且小于或等于所述注液孔内径的3/4倍。
13.在一种可能实施的方式中,所述注液孔位于所述底面板的中心,所述注液孔具有
位于所述壳体内部的出口端和位于所述底面板底部的入口端,所述探出段遮挡部分所述出口端。
14.在一种可能实施的方式中,至少部分所述第二连接段与所述底面板焊接连接并形成焊印;在垂直于所述底面板所在平面的方向上,所述焊印的可承受拉力大于20n。
15.在一种可能实施的方式中,所述焊印的等效直径大于或等于0.5mm,且小于或等于3mm。
16.在一种可能实施的方式中,所述注液孔上设置有封口件,所述封口件密封连接在所述注液孔上,所述注液孔的直径大于或等于0.5mm,且小于或等于2mm;和/或
17.所述入口端具有向所述出口端凹陷的沉孔,所述沉孔的深度大于或等于50μm且小于或等于100μm。
18.在一种可能实施的方式中,所述盖体组件包括导电件、盖板和绝缘件,所述盖板连接在所述壳体的开口上,所述盖板上具有通孔,所述导电件通过所述绝缘件连接在所述盖板上,且所述导电件与所述盖板相互绝缘;
19.所述第一极耳连接在所述电芯本体靠近所述底面板的一端,所述电芯本体靠近所述盖体组件的一端连接有第二极耳,且所述第二极耳通过所述盖板的通孔与所述导电件电连接。
20.在一种可能实施的方式中,所述壳体为金属壳体,所述壳体的板材厚度为0.01mm~0.2mm;
21.所述第一极耳和所述第二极耳为金属材质,所述第一极耳和所述第二极耳的板材厚度为0.06mm~0.15mm。
22.本实用新型还提供一种电子产品,包括上述的电池。
23.本实用新型提供的电池,至少部分所述第二连接段与所述底面板通过激光焊接连接,相对于电阻焊接,可解决焊接熔核孔洞问题,同时焊接过程飞溅小,有效焊接区域大,焊接接头拉力大,长期稳定运行,不需要定期更换焊针。此外,采用激光焊接具有实施简单、焊接效率高、激光焊接设备长期运行免维护、热输入低,对电芯本体无影响的优势,并且至少部分所述第二连接段与所述底面板焊接形成的焊印外观美观。
24.本实用新型提供的电池,焊接轨迹选择方式多样,焊后拉力大,确保焊接效果稳定牢靠。
25.本实用新型提供的电池,至少部分所述第二连接段与所述底面板焊接形成的焊印呈圆形,且所述焊印的等效直径大于或等于0.5mm,且小于或等于3mm,因而确保了所述第一极耳与所述底面板焊接的牢固性,也不会使得所述第一极耳与所述底面板焊接的工作量增加,避免焊接作业效率降低。
26.本实用新型提供的电池,在对所述第一极耳进行ccd视觉定位时,可以是根据所述探出段的伸出方向判断出所述第一极耳沿所述底面板的径向延伸的方向,便于准确的找到所述第一极耳的焊接位置。
27.除了上面所描述的本实用新型实施例解决的技术问题、构成技术方案的技术特征以及由这些技术方案的技术特征所带来的有益效果外,本实用新型实施例提供的一种电池及电子产品所能解决的其他技术问题、技术方案中包含的其他技术特征以及这些技术特征带来的有益效果,将在具体实施方式中作进一步详细的说明。
附图说明
28.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作以简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
29.图1为本实用新型实施例提供的电池的爆炸图;
30.图2为本实用新型实施例提供的电池的半剖视图;
31.图3为本实用新型实施例提供的电池的立体结构示意图;
32.图4为本实用新型实施例提供的电池的仰视图;
33.图5为本实用新型实施例提供的电池的第一极片与底面板焊接的焊印结构示意图;
34.图6为本实用新型实施例提供的电池的第一极片的径向延伸方方向示意图;
35.图7为本实用新型实施例提供的电池的电芯本体的仰视图。
36.附图标记说明:
37.10-壳体;
38.11-底面板;
39.12-侧面板;
40.13-注液孔;
41.131-入口端;
42.132-出口端;
43.133-沉孔;
44.14-开口;
45.15-封口件;
46.16-容置腔;
47.20-电芯本体;
48.21-第一极片;
49.22-第二极片;
50.23-第一极耳;
51.231-第一连接段;
52.232-探出段;
53.233-第二连接段;
54.24-第二极耳;
55.25-中心孔;
56.30-盖体组件;
57.31-导电件;
58.32-盖板;
59.33-绝缘件;
60.40-焊印。
具体实施方式
61.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型中的附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
62.相关技术中,电芯本体上连接的第一极耳和壳体可以采用电阻焊接的方式连接或采用激光焊的方式连接。其中,电阻焊的方式焊接有效区域小,飞溅大,效率低,焊针需定期更换打磨,同时焊点熔核位置易出现孔洞;激光焊的方式焊点在壳体的底面板的中心位置,因而在底面板的中心无法再开设注液孔,注液孔开设在底面板的侧边位置会使得注入电解液浸润卷芯困难,影响电池的良品率。
63.鉴于上述背景,本实用新型提供的电池及电子产品,其中,本实用新型提供一种电池,注液孔开设在底面板的中心,注液容易,第一极耳和底面板的焊接位置在底面板的中心的一侧,通过第一极耳遮挡注液孔的一部分,便于对第一极耳的延伸方向和位置视觉定位,便于找到第一极耳和底面板的可焊接位置,焊接位置选择多,不再局限于底面板的中心。
64.下面参考附图描述本实用新型实施例提供的电池及电子产品。
65.参考图1和图2所示,本实用新型提供一种电池,包括:壳体10、电芯本体20和盖体组件30,壳体10为一面具有开口14的中空结构,壳体10的底部具有底面板11,底面板11开设有注液孔13;电芯本体20容纳在壳体10内,电芯本体20连接有第一极耳23,参考图4和图5所示,第一极耳23沿底面板11的径向延伸并与底面板11连接,第一极耳23在壳体10高度方向的投影遮挡部分注液孔13;参考图3所示,盖体组件30与壳体10的开口14密封连接。
66.本实用新型提供的一种电池中,参考图4和图5所示,第一极耳23沿底面板11的径向延伸并与底面板11连接,第一极耳23在壳体10高度方向的投影遮挡部分注液孔13,因而,第一极耳23伸出注液孔13的部分便于第一极耳23视觉定位,容易得知第一极耳23在底面板11上径向延伸的方向和位置,根据第一极耳23的视觉定位结果,便于将第一极耳23准确的与底面板11实现连接,焊接位置可供选择多,工艺窗口较宽,有效焊接区域大。
67.此外,本实用新型提供的一种电池中,不需要再将第一极耳23延伸到底面板11的中心位置,因而底面板11的中心可用于开设注液孔13,注液孔13与电芯本体20中心的中心孔25相对应。通过注液孔13向壳体10内部注入的电解液可以直接自电芯本体20中心的中心孔25流入,便于电解液的注入,电芯本体20浸润较易,提高生产效率。
68.参考图1和图2所示,壳体10的周向具有与底面板11连接的侧面板12,可以是侧面板12的下端连接在底面板11的边缘,底面板11可以呈圆形,壳体10为中空结构,即壳体10的内部形成容置腔16,电芯本体20容纳在容置腔16内,电芯本体20通过开口14置入到容置腔16内。
69.在一种可能实施的方式中,参考图5和图6所示,第一极耳23具有第一连接段231、探出段232和第二连接段233,第一连接段231位于第一极耳23的一端且与电芯本体20连接,探出段232位于第一极耳23的另一端且遮挡注液孔13,第二连接段233连接在第一连接段231和探出段232之间。
70.探出段232的长度大于或等于注液孔13内径的1/10倍,且小于或等于注液孔13内
径的3/4倍。从而确保探出段232遮挡部分注液孔13,便于通过注液孔13视觉基于电荷耦合器件(charge coupled device,简称ccd)视觉定位效果检测到探出段232,根据探出段232的延伸方向可确定焊接位置。
71.容易理解的是,探出段232的长度指的是:探出段232在第一极耳23沿底面板11的径向延伸方向的长度。例如,图4中箭头指示的方向为根据探出段232的延伸方向,判断出的第一极耳23沿底面板11的径向延伸方向。
72.在一种可能实施的方式中,探出段232的长度为注液孔13内径的1/10倍、1/4倍、1/3倍、1/2倍或3/4倍。探出段232的长度过长,会由于探出段232的阻挡作用影响到向注液孔13内注液,影响注液效率;而探出段232的长度过小,会影响到对于第一极耳23的ccd视觉定位效果。
73.在一种可能实施的方式中,参考图2和图4所示,注液孔13位于底面板11的中心,注液孔13具有位于壳体10内部的出口端132和位于底面板11底部的入口端131,探出段232遮挡出口端132的一部分。入口端131和出口端132的位置相对,电解液自注液孔13的入口端131注入,再由出口端132进入到壳体10内部。
74.在对第一极耳23进行ccd视觉定位时,通过在入口端131可以视觉检测到探出段232遮挡出口端132的一部分,可以是根据探出段232的伸出方向判断出第一极耳23沿底面板11的径向延伸的方向,便于准确的找到第一极耳23的焊接位置,使得第一极耳23与底面板11的焊接位置不再局限于底面板11的中心位置,可以是沿着第一极耳23的延伸方向,在底面板11的中心位置与底面板11的边缘之间的任意位置焊接,因而焊接位置可供选择多,焊接更加灵活方便。
75.在一种可能实施的方式中,参考图5和图6所示,至少部分第二连接段233与底面板11焊接连接并形成焊印40;在垂直于底面板11所在平面的方向上,焊印40的可承受拉力大于20n。从而确保第一极耳23与底面板11的焊接效果稳定。
76.在一种可能实施的方式中,至少部分第二连接段233与底面板11通过激光焊接连接,焊接时,激光焊接设备的激光器发出的光在底面板11的底部作业,在第一极耳23与底面板11贴合的区域上,激光从底面板11的底部穿透至第一极耳23,将与底面板11贴合的第一极耳23牢靠的焊接在底面板11上,焊接后第一极耳23背向底面板11的一面无明显背痕。激光焊接具有实施简单、焊接效率高、激光焊接设备长期运行免维护、热输入低,对电芯本体20无影响的优势,并且至少部分第二连接段233与底面板11焊接形成的焊印40外观美观。
77.在一种可能实施的方式中,本实施例提供的电池,焊接轨迹选择方式多样,焊后拉力大。焊印40可以呈圆形、螺旋线形、螺旋点形或弧线形,当然,焊印40也可以呈椭圆形等其他的形状,以使得第一极耳23与底面板11稳定的连接即可。
78.焊印40呈圆形,可以是焊印40由相互挨近排列的多个焊点组成圆形;焊印40呈螺旋线形,可以是焊印40由螺旋排列且相互挨近排列的多个焊点组成,螺旋线形的螺旋圈数大于1圈;焊印40呈螺旋点形,可以是焊印40由螺旋排列且相互间隔的多个焊点组成,螺旋点形的螺旋圈数大于1圈;焊印40呈弧线形,可以是焊印40由弧线形排列且相互挨近排列的多个焊点组成。
79.当然,也可以是焊印40由相互挨近排列的多个焊点组成椭圆形、矩形、梯形、多边形等形状,以使得第一极耳23与底面板11稳定的连接即可。
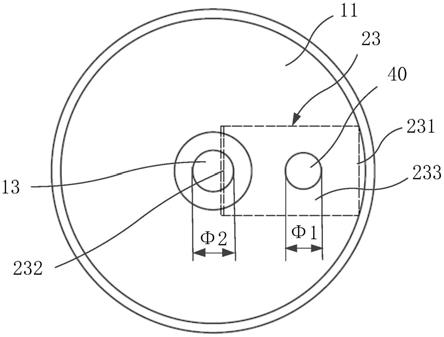
80.在一种可能实施的方式中,参考图5和图6所示,至少部分第二连接段233与底面板11焊接形成的焊印40呈圆形,且焊印40的等效直径大于或等于0.5mm,且小于或等于3mm。等效直径指的是将焊印40的总面积换算成面积相等的圆形时,换算后圆形的直径即为等效直径。例如,焊印40可以是面积取值为3mm2的矩形,换算成面积为3mm2圆形,则该换算后圆形的直径即为等效直径。
81.焊印40可以是直径为φ1的圆形,其中0.5mm≤φ1≤3mm,等效直径即为φ1,圆形的焊印40强度比较高,有利于第一极耳23与底面板11稳定的连接,提升电池的质量。
82.在一种可能实施的方式中,至少部分第二连接段233与底面板11焊接形成的焊印40的直径φ1可以为0.5mm、1mm、2mm或3mm,以使第一极耳23与底面板11牢固的焊接。容易理解的是,φ1过小会影响到第一极耳23与底面板11焊接的牢固性,φ1过大,会增加第一极耳23与底面板11焊接的工作量,不利于提高生产效率。
83.本实施例提供的一种电池,至少部分第二连接段233与底面板11通过激光焊接连接,相对于电阻焊接,可解决焊接熔核孔洞问题,同时焊接过程飞溅小,有效焊接区域大,焊接接头拉力大,长期稳定运行,不需要定期更换焊针。
84.参考图2和图5所示,注液孔13上设置有封口件15,封口件15密封连接在注液孔13上,注液孔13呈圆形孔,注液孔13的直径大于或等于0.5mm,且小于或等于2mm。注液孔13的内径为φ2,其中0.5mm≤φ2≤2mm。例如,注液孔13的内径φ2可以为0.5mm、1mm、1.5mm或2mm。
85.在一种可能实施的方式中,封口件15为封口钉。封口件15密封连接在注液孔13上,以避免壳体10内部的电解液从注液孔13泄露。
86.参考图2和图6所示,入口端131具有向出口端132凹陷的沉孔133,沉孔133的深度大于或等于50μm,且小于或等于100μm。例如,沉孔133的凹陷深度为50μm、80μm或100μm,这样便于将封口钉的底部嵌在沉孔133内,确保底面板11的底部为平面。
87.参考图2和图7所示,壳体10为金属壳体10,壳体10的板材厚度为0.01mm~0.2mm;壳体10可以为一体冲压成型。例如壳体10采用不锈钢壳体、或者铝壳,壳体10的板材厚度可以为0.01mm、0.03mm、0.1mm、0.15mm或0.2mm。
88.第一极耳23和第二极耳24为金属材质,第一极耳23和第二极耳24的板材厚度为0.06mm~0.15mm。例如,第一极耳23和第二极耳24采用金属镍或铝制成。第一极耳23的板材厚度可以为0.06mm、0.10mm、0.12mm或0.15mm;第二极耳24的板材厚度可以为0.06mm、0.10mm、0.12mm或0.15mm。
89.第一极耳23和第二极耳24其中的一个为正极耳,另一个为负极耳。在一种可能实施的方式中,第一极耳23为负极耳,第二极耳24为正极耳。
90.在一种可能实施的方式中,盖体组件30包括导电件31、盖板32和绝缘件33,盖板32连接在壳体10的开口上,盖板32上具有通孔,导电件31通过绝缘件33连接在盖板32上,且导电件31与盖板32相互绝缘,绝缘件33可以为聚丙烯(polypropylene,简称pp)胶层。盖板32可以是通过焊接的方式连接在开口14上。
91.第一极耳23连接在电芯本体20靠近底面板11的一端,电芯本体20靠近盖体组件30的一端连接有第二极耳24,且第二极耳24通过盖板32的通孔与导电件31电连接,通孔可以是位于盖板32的中心。
92.盖体组件30还施加一定的压力将电芯本体20压紧到底面板11的内底面上,实现第一极耳23和底面板11的稳定搭接。当然,也可以是通过电芯本体20中心的中心孔25施加适当压力,实现第一极耳23和底面板11的稳定搭接。
93.在一种可能实施的方式中,电芯本体20包括交替层叠并卷绕设置的若干个第一极片21和若干个第二极片22,若干个第一极片21和若干个第二极片22之间间隔设置有隔膜,以使得第一极片21和第二极片22绝缘隔开,避免第一极片21和第二极片22接触造成短路。至少一个第一极片21上连接第一极耳23,至少一个第二极片22上连接第二极耳24。
94.第一极片21和第二极片22中的其中一个为正极片,其中的另一个为负极片,正极片与正极耳电连接,负极片与负极耳电连接。
95.可以是,第一极片21为负极片,第一极耳23为负极耳,第一极片21与第一极耳23电连接,且第一极耳23与底面板11焊接连接,使得底面板11成为电池的总负极;第二极片22为正极片,第二极耳24为正极耳,第二极片22与第二极耳24电连接,且第二极耳24与盖体组件30的导电件31电连接,导电件31的凸出端从盖板32开设的孔向上凸出,使得导电件31的凸出端成为电池的总正极。
96.在一种可能实施的方式中,安装时,将电芯本体20流入组装工序,第一极耳23大致呈90
°
弯折,第一极耳23的第一连接段231和探出段232沿着电芯本体20的径向延伸并与电芯本体20的端面贴合;然后将电芯本体20置入壳体10内,第一极耳23背向电芯本体20的表面贴合底面板11的底面;紧接着,将组装好的盖体组件30的导电件31与第二极耳24焊接连接,再将盖板32与壳体10的侧面板12顶端焊接完成半成品电池,翻转该半成品电池,进行ccd识别第一极耳23的探出段232,在底面板11的外侧采用激光焊接底面板11和第一极耳23的至少部分第二连接段233,使得底面板11和至少部分第二连接段233连接;最后,流转到注液工序,注液设备通过注液孔13向壳体10内注入电解液,抽空-保压-破空循环3次,清理注液孔13残留电解液,流转到封口件15安装工位,激光清洗沉孔133,并在沉孔133上放置封口件15,通过激光焊接的方式将封口件15密封连接在注液孔13上,流转到下一个密封检测工位。
97.在一种可能实施的方式中,上述电池为纽扣电池。
98.本实用新型还提供一种电子产品,包括上述的电池。电池通过导电件31与电子产品的正极连接导通,以及通过壳体10的底面板11与电子产品的负极连接导通,从而为电子产品供电,有利于保证电池与电子产品之间的电连接效果。
99.本实用新型中的一种电子产品,包括但不限于是包括上述的电池的电脑主板、电子表、电子词典、电子秤、智能手表、遥控器、电动玩具、心脏起搏器、电子助听器、蓝牙耳机、电子玩具、计数器以及照相机等。
100.这里需要说明的是,本技术涉及的数值和数值范围为近似值,受制造工艺的影响,可能会存在一定范围的误差,这部分误差本领域技术人员可以认为忽略不计。
101.在本实用新型的描述中,需要理解的是,所使用的术语“中心”、“长度”、“宽度”、“厚度”、“顶端”、“底端”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”“轴向”、“周向”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的位置或原件必须具有特定的方位、以特定的构造和操作,因此不能理解为对本实用新型的限制。
102.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个、三个等,除非另有明确具体的限定。
103.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等应做广义理解,例如可以是固定连接,也可以是可拆卸连接,或成为一体;可以是机械连接,也可以是电连接或者可以互相通讯;可以是直接相连,也可以通过中间媒介间接相连,可以使两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
104.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
105.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1