一种新型的干式变压器低压箔式线圈端封结构的制作方法
1.本技术涉及箔式线圈生产技术领域,具体而言,涉及一种新型的干式变压器低压箔式线圈端封结构。
背景技术:
2.干式变压器低压箔式线圈制造分为绕线、整形固化及端封三个工序。在做线圈端封时,首先将原子灰与固化剂按比例调配完成,然后在线圈上端面涂上较厚的一层原子灰,并将气道处多余的原子灰清理干净。最后,待原子灰完全固化,用磨光机打磨平整,并刷红色漆。这种生产工艺,由于原子灰涂抹较厚,容易出现涂抹不均匀现象,经过打磨后,极易出现凹凸不平面,甚至出现没有填平的孔洞或缝隙。这严重影响了变压器的性能及外观质量,缩短了变压器的使用寿命。
3.如何发明一种新型的干式变压器低压箔式线圈端封结构来改善这些问题,成为了本领域技术人员亟待解决的问题。
技术实现要素:
4.为了弥补以上不足,本技术提供了一种新型的干式变压器低压箔式线圈端封结构,旨在改善上述背景技术中提到的问题。
5.本技术实施例提供了一种新型的干式变压器低压箔式线圈端封结构,包括线圈组件和端封组件。
6.所述线圈组件包括挡板、铜箔、撑条和铜排,所述挡板设置有两对,所述铜箔与所有所述挡板固定连接,所述撑条至少设置有五个,所有所述撑条均匀分布在两对所述挡板之间,两对所述挡板之间由于所述撑条分隔撑起形成气道,所述铜排设置有两个,两个所述铜排分别与所述铜箔的两端固定连接,所述端封组件包括第一围挡件、第二围挡件和连接件,所述第一围挡件和所述第二围挡件均与所有所述挡板的端面活动连接,所述连接件设置有两个,所述第一围挡件和所述第二围挡件的两端分别通过对应的所述连接件扣接。
7.在上述实现过程中,铜箔缠绕完毕与挡板和铜排在炉内固化后形成线圈,在本实施例中撑条设置有十个,撑条用于将两对挡板分开形成气道,将第一围挡件和第二围挡件插在线圈端面,第一围挡件和第二围挡件通过连接件连接固定起来,形成完整的浇筑凹面,调配好常温树脂浇筑在浇筑凹面将线圈的端面封住,待树脂完全固化后将第一围挡件和第二围挡件抽掉,将线圈打磨至工艺要求的尺寸,再将因树脂反应而产生的气泡利用原子灰抹平即可,顺利消除了低压线圈的凹凸不平面、孔洞及缝隙,生产出来的低压线圈上端面色泽光亮,棱角清晰,大大提高了低压线圈的外观质量,第一围挡件和第二围挡件的设置也降低了树脂浇筑的难度,且常温树脂的强度相比原子灰大有提高,使用这种常温树脂做端封材料,保证了低压线圈的电气强度,在另一种实施方案中,第一围挡件和第二围挡件均采用环氧板在炉内固化之前紧贴挡板插入,待树脂固化后直接连同第一围挡件和第二围挡件一起打磨,再用原子灰抹平,也可实现同样的效果,在本实施例中,第一围挡件和第二围挡件
采用聚四氟乙烯材质,在树脂固化后抽离,可以重复使用,降低了成本,需要说明的是,在浇筑树脂之前或浇筑时如果发现第一围挡件和第二围挡件与挡板之间出现缝隙,为防止树脂渗漏,则利用玻璃胶密封堵漏。
8.在一种具体的实施方案中,所述第一围挡件包括第一外围挡和第一中围挡,所述第一外围挡设置有两个,两个所述第一外围挡均为u形设置。
9.在一种具体的实施方案中,两个所述第一外围挡横截面的下端均设置为阶梯形,两个所述第一外围挡通过阶梯形分别与最外侧和最内侧的两个所述挡板卡接。
10.在一种具体的实施方案中,所述第一围挡件还包括有第一桥杆,所述第一桥杆至少设置有五个,所述第一中围挡设置有两个,两个所述第一中围挡均通过五个所述第一桥杆与两个所述第一外围挡固定连接。
11.在上述实现过程中,第一中围挡用于阻挡树脂渗漏进撑条所处的气道,第一外围挡用于卡住挡板形成固定效果,由于撑条的存在不利于第一中围挡卡接,这里第一中围挡直接抵紧在挡板端面上,且通过第一桥杆将第一中围挡固定在第一外围挡上,形成整体的固定效果。
12.在一种具体的实施方案中,所述第二围挡件包括第二外围挡和第二中围挡,所述第二外围挡设置有两个,两个所述第二外围挡均为c形设置。
13.在一种具体的实施方案中,两个所述第二外围挡横截面的下端均设置为阶梯形,两个所述第二外围挡通过阶梯形分别与最外侧和最内侧的两个所述挡板卡接。
14.在一种具体的实施方案中,所述第二围挡件还包括有第二桥杆,所述第二桥杆至少设置有一个,两个所述第二外围挡均通过所述第二桥杆与两个所述第二中围挡固定连接。
15.在一种具体的实施方案中,所述第二围挡件还包括有桥接杆,所述桥接杆上设置有与所有所述挡板相适配的卡槽,所述桥接杆通过卡槽与所有所述挡板卡接,所述第二桥杆和所述桥接杆分别设置在所述铜排的两侧。
16.在上述实现过程中,第二中围挡用于阻挡树脂渗漏进撑条所处的气道,第二外围挡用于卡住挡板形成固定效果,由于撑条的存在不利于第二中围挡卡接,这里第二中围挡直接抵紧在挡板端面上,且通过第二桥杆将第二中围挡固定在第二外围挡上,形成整体的固定效果,由于铜排的存在不利于第二外围挡和第二中围挡直接从上之下卡紧挡板,这里,第二外围挡和第二中围挡从铜排侧面插入,再下压卡紧挡板,最后利用桥接杆下压卡住第二外围挡和第二中围挡,形成稳固的效果,有利于与挡板之间的严丝合缝。
17.在一种具体的实施方案中,每个所述连接件均包括卡环和卡销,两个所述卡环分别与对应的所述第一外围挡两端固定连接。
18.在一种具体的实施方案中,两个所述卡销分别与对应的所述第二外围挡两端固定连接,每个所述卡销分别与对应的所述卡环扣接。
19.在上述实现过程中,第一外围挡和第二外围挡卡住挡板之后,第一外围挡和第二外围挡以及第一内围挡和第二内围挡相互之件通过凸起和凹槽插接,以减小缝隙,再通过卡销插进卡环内形成的扣接来将整个端封组件形成一个整体,以方便浇筑。
附图说明
20.为了更清楚地说明本技术实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
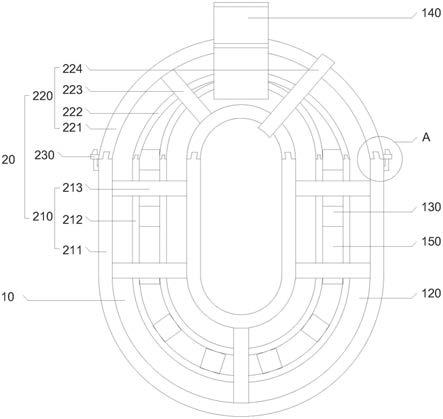
21.图1是本技术实施方式提供的新型的干式变压器低压箔式线圈端封结构结构示意图;
22.图2为本技术实施方式提供的第一围挡件与挡板连接关系结构示意图;
23.图3为本技术实施方式提供的桥接杆与第二外围挡连接关系结构示意图;
24.图4为本技术实施方式提供的图1中a处局部放大结构示意图。
25.图中:10-线圈组件;110-挡板;120-铜箔;130-撑条;140-铜排;150-气道;20-端封组件;210-第一围挡件;211-第一外围挡;212-第一中围挡;213-第一桥杆;220-第二围挡件;221-第二外围挡;222-第二中围挡;223-第二桥杆;224-桥接杆;230-连接件;231-卡环;232-卡销。
具体实施方式
26.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述。
27.为使本技术实施方式的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。基于本技术中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。
28.请参阅图1,本技术提供一种新型的干式变压器低压箔式线圈端封结构包括线圈组件10和端封组件20。
29.其中,端封组件20可以帮助线圈组件10利用树脂浇筑进行端封,消除了低压线圈的凹凸不平面、孔洞及缝隙,保证了低压线圈的电气强度,并且端封组件20采用可拆卸设计,以便循环利用,降低了成本。
30.请参阅图1至图4,线圈组件10包括挡板110、铜箔120、撑条130和铜排140,挡板110设置有两对,铜箔120与所有挡板110固定连接,撑条130至少设置有五个,所有撑条130均匀分布在两对挡板110之间,两对挡板110之间由于撑条130分隔撑起形成气道150,铜排140设置有两个,两个铜排140分别与铜箔120的两端固定连接,端封组件20包括第一围挡件210、第二围挡件220和连接件230,第一围挡件210和第二围挡件220均与所有挡板110的端面活动连接,连接件230设置有两个,第一围挡件210和第二围挡件220的两端分别通过对应的连接件230扣接。铜箔120缠绕完毕与挡板110和铜排140在炉内固化后形成线圈,在本实施例中撑条130设置有十个,撑条130用于将两对挡板110分开形成气道150,将第一围挡件210和第二围挡件220插在线圈端面,第一围挡件210和第二围挡件220通过连接件230连接固定起来,形成完整的浇筑凹面,调配好常温树脂浇筑在浇筑凹面将线圈的端面封住,待树脂完全固化后将第一围挡件210和第二围挡件220抽掉,将线圈打磨至工艺要求的尺寸,再将因树脂反应而产生的气泡利用原子灰抹平即可,顺利消除了低压线圈的凹凸不平面、孔洞及缝
隙,生产出来的低压线圈上端面色泽光亮,棱角清晰,大大提高了低压线圈的外观质量,第一围挡件210和第二围挡件220的设置也降低了树脂浇筑的难度,且常温树脂的强度相比原子灰大有提高,使用这种常温树脂做端封材料,保证了低压线圈的电气强度,在另一种实施方案中,第一围挡件210和第二围挡件220均采用环氧板在炉内固化之前紧贴挡板110插入,待树脂固化后直接连同第一围挡件210和第二围挡件220一起打磨,再用原子灰抹平,也可实现同样的效果,在本实施例中,第一围挡件210和第二围挡件220采用聚四氟乙烯材质,在树脂固化后抽离,可以重复使用,降低了成本,需要说明的是,在浇筑树脂之前或浇筑时如果发现第一围挡件210和第二围挡件220与挡板110之间出现缝隙,为防止树脂渗漏,则利用玻璃胶密封堵漏。
31.第一围挡件210包括第一外围挡211和第一中围挡212,第一外围挡211设置有两个,两个第一外围挡211均为u形设置。两个第一外围挡211横截面的下端均设置为阶梯形,两个第一外围挡211通过阶梯形分别与最外侧和最内侧的两个挡板110卡接。第一围挡件210还包括有第一桥杆213,第一桥杆213至少设置有五个,第一中围挡212设置有两个,两个第一中围挡212均通过五个第一桥杆213与两个第一外围挡211固定连接。第一中围挡212用于阻挡树脂渗漏进撑条130所处的气道150,第一外围挡211用于卡住挡板110形成固定效果,由于撑条130的存在不利于第一中围挡212卡接,这里第一中围挡212直接抵紧在挡板110端面上,且通过第一桥杆213将第一中围挡212固定在第一外围挡211上,形成整体的固定效果。
32.请参阅图1至图4,第二围挡件220包括第二外围挡221和第二中围挡222,第二外围挡221设置有两个,两个第二外围挡221均为c形设置。两个第二外围挡221横截面的下端均设置为阶梯形,两个第二外围挡221通过阶梯形分别与最外侧和最内侧的两个挡板110卡接。第二围挡件220还包括有第二桥杆223,第二桥杆223至少设置有一个,两个第二外围挡221均通过第二桥杆223与两个第二中围挡222固定连接。第二围挡件220还包括有桥接杆224,桥接杆224上设置有与所有挡板110相适配的卡槽,桥接杆224通过卡槽与所有挡板110卡接,第二桥杆223和桥接杆224分别设置在铜排140的两侧。第二中围挡222用于阻挡树脂渗漏进撑条130所处的气道150,第二外围挡221用于卡住挡板110形成固定效果,由于撑条130的存在不利于第二中围挡222卡接,这里第二中围挡222直接抵紧在挡板110端面上,且通过第二桥杆223将第二中围挡222固定在第二外围挡221上,形成整体的固定效果,由于铜排140的存在不利于第二外围挡221和第二中围挡222直接从上之下卡紧挡板110,这里,第二外围挡221和第二中围挡222从铜排140侧面插入,再下压卡紧挡板110,最后利用桥接杆224下压卡住第二外围挡221和第二中围挡222,形成稳固的效果,有利于与挡板110之间的严丝合缝。
33.每个连接件230均包括卡环231和卡销232,两个卡环231分别与对应的第一外围挡211两端固定连接。两个卡销232分别与对应的第二外围挡221两端固定连接,每个卡销232分别与对应的卡环231扣接。第一外围挡211和第二外围挡221卡住挡板110之后,第一外围挡211和第二外围挡221以及第一内围挡和第二内围挡相互之件通过凸起和凹槽插接,以减小缝隙,再通过卡销232插进卡环231内形成的扣接来将整个端封组件20形成一个整体,以方便浇筑。
34.该新型的干式变压器低压箔式线圈端封结构的工作原理:铜箔120缠绕完毕与挡
板110和铜排140在炉内固化后形成线圈,将第二外围挡221从铜排140侧面插入,再将第一外围挡211与第二外围挡221通过卡销232和卡环231的扣接连接固定成一个整体,再一起下落卡在挡板110端面,然后利用桥接杆224,将第二中围挡222与第二外围挡221加固连接,通过第一桥杆213、第二桥杆223和桥接杆224使得第一外围挡211、第二外围挡221、第一中围挡212和第二中围挡222连接形成整体,这个整体与挡板110卡接形成完整的浇筑凹面,调配好常温树脂浇筑在浇筑凹面将线圈的端面封住,待树脂完全固化后将整个端封组件20抽掉,将线圈打磨至工艺要求的尺寸,再将因树脂反应而产生的气泡利用原子灰抹平即可。
35.需要说明的是,挡板110、铜箔120、撑条130和铜排140具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
36.以上仅为本技术的实施例而已,并不用于限制本技术的保护范围,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
37.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1