一种燃料电池的电极边框、膜电极和电堆组装单元的制作方法
1.本方案涉及燃料电池领域,更具体地,涉及一种燃料电池的电极边框、膜电极和电堆组装单元。
背景技术:
2.燃料电池电堆是由膜电极、双极板以及两者之间的密封件组装得到的,膜电极与双极板通过密封件密封,从而阻隔燃料电池阴阳极气体的串漏,目前膜电极与双极板之间的密封都是由密封胶条完成的。密封胶先加工成密封胶条,在组装膜电极和双极板的时候,先将密封胶条嵌入双极板的凹槽中,再和膜电极组装在一起,但是这样电堆组装的效率比较低,不适合规模化生产。另外也有先将密封胶水在双极板上点胶固化或者注塑成型的方法得到带胶双极板,然后将带胶双极板和膜电极组装成电堆。
3.上述工艺流程的主要问题是:(1)密封胶条都在极板上,组装时再与边框本体密封,由于边框本体都比较薄(25~50微米),对胶条在边框本体上的对位要求非常高,由于一个电堆常常由几百片膜电极组成,每片的密封对位上稍微有点错开,最后整个电堆的误差就会很大,对电堆的性能和寿命造成很大的影响;(2)目前这种工艺过程中,单片带密封胶条的极板量产设备投资高,单片极板生产周期也长,生产效率不高。
技术实现要素:
4.鉴于此,本方案旨在克服现有技术中的至少一种不足,提供一种燃料电池的电极边框,解决电堆组装过程中对位要求高、对位困难的技术问题。
5.为了解决上述技术问题,采取下述技术方案:
6.本方案第一方面提供一种燃料电池的电极边框,包括薄片状的边框本体,所述边框本体具有第一表面和背向所述第一表面的第二表面,其两边设有贯穿所述第一表面与第二表面的通孔,中部设有贯穿所述第一表面与第二表面的空腔,所述边框还设有环绕所述空腔和通孔的缝隙,所述缝隙对位形成于所述第一表面与第二表面上,所述电极边框还包括形状与所述缝隙相匹配的密封胶膜,所述密封胶膜填设于所述缝隙中,并暴露于所述第一表面与第二表面上。
7.本方案提供的电极边框中边框本体与现有料电池的电极边框一样,都是根据电堆设计尺寸要求制作而成的。相对于现有技术燃料电池的电极边框,本方案预先在边框本体上形成用于定位密封胶膜的缝隙,该缝隙在第一表面和第二表面上相互对位,因而定位于该缝隙的密封胶膜也在第一表面和第二表面上相互对位,又因密封胶膜暴露于第一表面与第二表面上,在组装电堆的时候,密封胶膜可以直接与双极板连接起到密封效果,并做到精准对位,有效地提高效率及成品率。
8.可选地,该密封胶膜为预制密封胶膜。
9.在本技术方案中,密封胶膜是根据电堆设计尺寸要求,先密封剂涂布固化成一定厚度的胶膜,然后裁切成需要的宽度,形成预制密封胶膜,再将其嵌入边框本体的缝隙中,
采用这种方法,可以确保密封胶膜厚度均匀,还可以精确控制密封胶膜的厚度,确保其暴露于第一表面与第二表面上,从而保证密封效果,进一步提高成品率。
10.进一步地,所述预制密封胶膜的厚度大于边框本体的厚度。
11.进一步地,所述预制密封胶膜的厚度比边框本体大0.02-1.0mm。
12.在本技术方案中,采用所述预制密封胶膜进行密封,将预制密封胶膜的厚度设置为大于边框本体的厚度,可保证在组装时双极板与预制密封胶膜暴露的第一表面或第二表面粘合,实现更佳的密封效果。
13.进一步地,述预制密封胶膜的宽度大于所述缝隙的宽度。
14.进一步地,所述预制密封胶膜的宽度比所述缝隙的宽度大0.02-0.1mm。
15.在本技术方案中,所述预制密封胶膜填设于所述缝隙中,并暴露于所述第一表面与第二表面上,因此预制密封胶膜的宽度比缝隙的宽度大0.02-0.1mm,可保证能成功将预制密封胶膜嵌入边框本体的缝隙中并与缝隙形成过盈配合,且不会影响其密封效果。
16.进一步地,所述缝隙贯穿所述第一表面与第二表面。
17.在本技术方案中,直接对边框本体进行裁切,形成贯穿第一表面与第二表面的缝隙。采用这种方法,在组装电堆的时候,一片预制密封胶膜就能对两边的双极板都起到密封效果,且可以做到精准对位,有效地提高效率及成品率。
18.可选地,所述缝隙中留有位于所述第一表面与第二表面之间的分隔层,所述密封胶膜由密封剂固化形成于所述分隔层上。
19.在本技术方案中,缝隙未贯穿第一表面与第二表面,可以通过点胶固化的方式直接在缝隙中填入密封剂,进而固化形成密封胶膜,采用这种方法,无需预先制作密封胶膜并对其进行裁切,有利于提高制作效率,节约密封剂的使用。
20.本方案第二方面提供一种燃料电池的膜电极,包括如上述的燃料电池的电极边框和膜电极本体,所述膜电极本体填设于所述空腔中。
21.进一步地,所述膜电极本体包括依次层叠的阳极气体扩散层、ccm和阴极气体扩散层。
22.进一步地,所述ccm包括依次层叠的阳极催化层、质子交换膜和阴极催化层。
23.相对于现有的膜电极,本方案提供了将电极边框先与膜电极本体组装的膜电极,确保膜电极本体能够准确对位于电极边框的空腔中,从而确保后续与双极板组装后膜电极本体能够被完全密封在由双极板与空腔组成的密闭空间中,有效避免泄露,避免影响电堆的性能和寿命。
24.其中,所述燃料电池的膜电极,用于发生氧化还原反应产生电子形成电流,所述电极边框用于与所述双极板组装,形成一个用于容纳膜电极本体的密闭空间,可有效支撑保护膜电极。
25.本方案第三方面提供一种燃料电池的电堆组装单元,所述电堆组装单由一片上述的燃料电池的膜电极和一片双极板组成,所述双极板的一面与暴露在所述第一表面或第二表面的预制密封胶膜粘合。在本技术方案中,通过电堆组装单元这样的一体化密封单元的快速叠合组装,可以有效地提高装堆效率及成品率,适合于规模化生产。
26.本方案与现有技术相比较有如下有益效果:本方案提供的电极边框,预先在边框本体上形成用于定位密封胶膜的缝隙,该缝隙在第一表面和第二表面上相互对位,组装时
没有对位影响;电极边框先与膜电极本体组装,确保膜电极本体能够准确对位到空腔中,进而确保膜电极本体被完全密封;组装电堆的时候,可以大幅度提高效率,且本方案提供的电堆组装单能快速叠合组装,这样可以有效地提高装堆效率及成品率适合于规模化生产。
附图说明
27.附图仅用于示例性说明,不能理解为对本方案的限制;为了更好说明本方案,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的;附图中描述位置关系的用于仅用于示例性说明,不能理解为对本方案的限制。
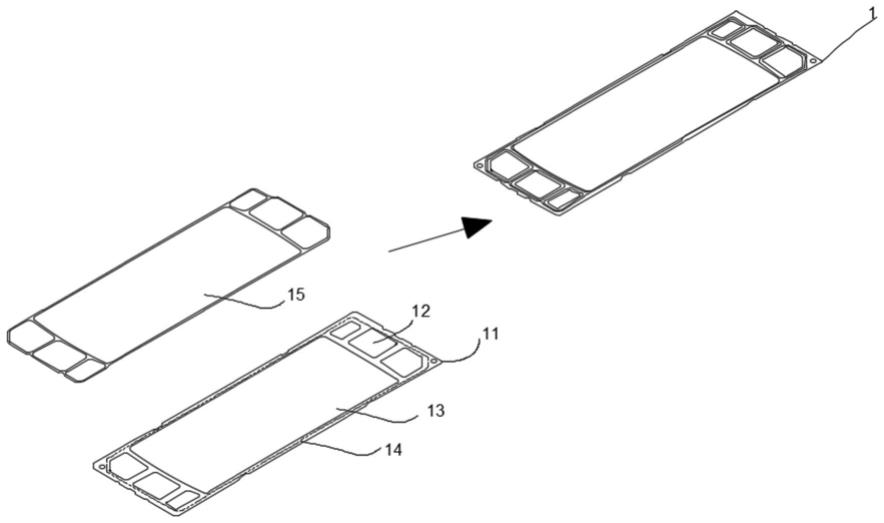
28.图1为本实用新型的燃料电池的电极边框组装图。
29.图2为本实用新型的燃料电池的膜电极示意图。
30.图3为电堆组装单元结构示意图。
31.附图标记说明:边框1;膜电极2;双极板3;边框本体11;通孔12;空腔13;缝隙14;预制密封胶膜15,膜电极本体21。
具体实施方式
32.为了让本领域的技术人员更好地理解本方案的技术方案,下面结合具体实施例对本方案做进一步详细说明。实施例中所使用的工艺方法如无特殊说明,均为常规方法;所用的材料,如无特殊说明,均可从商业途径得到。
33.其中,ccm为鸿基创能的xer350 ccm;阳极气体扩散层和阴极气体扩散层均为科德宝(freudenberg)的h24cx483;电极边框的材料为杜邦帝人teonex pen薄膜,型号为q83或q53。
34.实施例1
35.如图1-2所示,一种燃料电池的电极边框1,包括薄片状的边框本体11,所述边框本体具有第一表面和背向所述第一表面的第二表面,其两边设有贯穿所述第一表面与第二表面的通孔12,中部设有贯穿所述第一表面与第二表面的空腔13,所述边框还设有环绕所述空腔的缝隙14,所述缝隙贯穿所述第一表面与第二表面,所述电极边框还包括形状与所述缝隙相匹配的预制密封胶膜15,所述预制密封胶膜填设于所述缝隙中,并暴露于所述第一表面与第二表面上。其中,所述边框本体具有的第一表面与第二表面为图1中边框本体的上表面和下表面。本实施例先对边框本体(膜电极边框的材料为杜邦帝人teonex pen薄膜,型号为q83)进行裁切,在边框本体上形成贯穿第一表面与第二表面的缝隙;再根据电堆设计尺寸要求,用密封剂涂布固化成一定厚度的胶膜,具体将厚度设置为比边框本体的厚度大0.02-1.0mm,可保证在组装时与双极板充分粘合,实现更佳的密封效果,然后裁切成需要的宽度具体将宽度设置为比所述缝隙的宽度大0.02-0.1mm,可保证能成功将预制密封胶膜嵌入边框本体的缝隙中并与缝隙形成过盈配合,且不会影响其密封效果,最后将裁切得到的预制密封胶膜嵌入缝隙中。采用这种方法,在组装电堆时,一片密封胶膜就能对两边的双极板都起到密封效果,可以做到精准对位,有效地提高效率及成品率。
36.实施例2
37.本实施例提供另一种燃料电池的电极边框1,其与实施例1的区别在于:所述缝隙
未由所述第一表面贯穿至第二表面,而是分为两部分分别形成于第一表面与第二表面的对应位置上,两者之间形成有分隔层。
38.具体而言,该电极边框1包括薄片状的边框本体11,所述边框本体具有第一表面和背向所述第一表面的第二表面,其两边设有贯穿所述第一表面与第二表面的通孔12,中部设有贯穿所述第一表面与第二表面的空腔13,所述边框还设有环绕所述空腔的缝隙14,所述缝隙中留有位于所述第一表面与第二表面之间的分隔层,所述电极边框还包括形状与所述缝隙相匹配的预制密封胶膜15,所述预制密封胶膜填设于所述缝隙中,并暴露于所述第一表面与第二表面上。其中,所述边框本体具有的第一表面与第二表面为图1中边框本体的上表面和下表面。本实施例先根据电堆设计尺寸要求,用密封剂涂布固化成一定厚度的胶膜,具体将厚度设置为比缝隙深度大0.02-1.0mm,可保证在组装时与双极板充分粘合,实现更佳的密封效果,然后裁切成需要的宽度,具体将宽度比所述缝隙的宽度大0.02-0.1mm,可保证能成功将预制密封胶膜嵌入边框本体的缝隙中并与缝隙形成过盈配合,且不会影响其密封效果,最后将裁切得到的预制密封胶膜嵌入预留在边框本体(膜电极边框的材料为杜邦帝人teonex pen薄膜,型号为q83)上的缝隙中。采用这种方法,在组装电堆的时,密封胶膜能对两边的双极板起到密封效果,可以做到精准对位,有效地提高效率及成品率。
39.实施例3
40.本实施例提供另一种燃料电池的电极边框1,其与实施例2的区别在于:所述密封胶膜由密封剂固化形成于所述分隔层上。
41.具体而言,该电极边框1包括薄片状的边框本体11,所述边框本体具有第一表面和背向所述第一表面的第二表面,其两边设有贯穿所述第一表面与第二表面的通孔12,中部设有贯穿所述第一表面与第二表面的空腔13,所述边框还设有环绕所述空腔的缝隙14,所述缝隙中留有位于所述第一表面与第二表面之间的分隔层,所述电极边框还包括形状与所述缝隙相匹配的密封胶膜15,所述密封胶膜填设于所述缝隙中,并暴露于所述第一表面与第二表面上。其中,所述边框本体具有的第一表面与第二表面为图1中边框本体的上表面和下表面。本实施例通过点胶固化的方式直接将密封胶膜成型于预留在边框本体(膜电极边框的材料为杜邦帝人teonex pen薄膜,型号为q83)上的缝隙中,有利于提高制作效率,节约密封剂的使用。采用这种方法,在组装电堆的时,密封胶膜能对两边的双极板起到密封效果,可以做到精准对位,有效地提高效率及成品率。
42.实施例4
43.如图2所示,一种燃料电池的膜电极2,包括如上述的燃料电池的电极边框1和膜电极本体21,所述膜电极本体填设于所述空腔中,所述膜电极本体包括依次层叠的阳极气体扩散层、ccm和阴极气体扩散层,所述ccm包括依次层叠的阳极催化层、质子交换膜和阴极催化层。本实施例提供了将电极边框先与膜电极本体组装的膜电极,确保膜电极本体能够准确对位于电极边框的空腔中,从而确保后续与双极板组装后膜电极本体能够被完全密封在由双极板与空腔组成的密闭空间中,有效避免泄露,避免影响电堆的性能和寿命。
44.其中,所述燃料电池的膜电极,用于发生氧化还原反应产生电子形成电流,所述电极边框用于与所述双极板组装,形成一个用于容纳膜电极本体的密闭空间,可有效支撑保护膜电极。
45.实施例5
46.如图3所示,一种燃料电池的电堆组装单元,所述电堆组装单元由一片上述的燃料电池的膜电极2和一片双极板3组成,所述双极板的一面与暴露在所述第一表面或第二表面的预制密封胶膜粘合。
47.本实施例中提供的电堆组装单能快速叠合组装,这样可以有效地提高装堆效率及成品率适合于规模化生产。
48.显然,本方案的上述实施例仅仅是为清楚地说明本方案所作的举例,而并非是对本方案的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本方案的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本方案权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1