一种用于工业实时以太网的快速RJ45连接器的制作方法
一种用于工业实时以太网的快速rj45连接器
技术领域
1.本实用新型涉及工业网络通讯配件领域,特别涉及一种用于工业实时以太网的快速rj45连接器。
背景技术:
2.目前,市场上已知的rj45塑料外壳连接器很多都不能重复使用,且对线芯的粗细要求范围比较窄,还要选择匹配的网线。而且制作时还要依赖网线压线钳,这样在实际使用选型上不够灵活,接错了只能剪掉造成浪费,网线线径粗细选择也有要求,给用户增添麻烦。
3.因此,发明一种用于工业实时以太网的快速rj45连接器来解决上述问题很有必要。
技术实现要素:
4.本实用新型的目的在于提供一种用于工业实时以太网的快速rj45连接器,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种用于工业实时以太网的快速rj连接器,其特征在于,包括螺母、护套、上金属壳、透明压线盖、塑胶卡刀座、金属触针、金属卡刀、pcb板、透明弹扣压盖和下金属壳,所述下金属壳上侧设有弹片,所述下金属壳上侧一端设有头部,所述下金属壳一侧前端设有第一插接件,所述下金属壳一侧后端设有第二插接件,所述透明弹扣压盖一侧设有第一卡柱、第二卡柱以及第三卡柱,所述透明弹扣压盖上端设有第十一孔位,所述透明弹扣压盖下侧两端分别设有第一凹槽和第二凹槽,所述塑胶卡刀座上设有第一孔位、第二孔位、第三孔位、第四孔位、第五孔位、第六孔位、第七孔位、第八孔位以及第九孔位,所述塑胶卡刀座上端一侧设有第十孔位,所述第一孔位内部卡接所述金属触针一端,所述第六孔位以及所述第七孔位卡接所述金属卡刀一端,所述pcb板两端分别设有第一焊接点与第二焊接点,所述第一焊接点与所述金属触针一端焊接,所述第二焊接点与所述金属卡刀一端焊接,所述透明压线盖前端设有凸点,所述透明压线盖一端设有第一线孔,所述第一线孔上端设有第二线孔。
6.优选的,所述第一卡柱、第二卡柱以及第三卡柱与所述第二孔位、第四孔位以及第八孔位卡接连接。
7.优选的,所述第一焊接点与第二焊接点与所述第一凹槽和第二凹槽相对应。
8.优选的,所述凸点与所述第三孔位卡接连接。
9.优选的,所述护套一侧设有第十二孔位。
10.本实用新型的技术效果和优点:
11.本实用新型可以很大程度上解决很多工业现场rj45连接器不能重复使用的问题,且特殊结构的金属卡刀和透明压线盖适用线径范围大,适合多种粗细不同的网线,而且刺破效果好。
附图说明
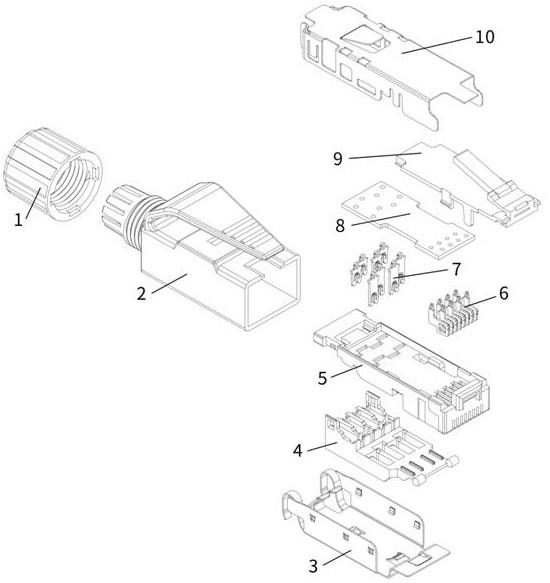
12.图1为本实用新型的整体结构示意图。
13.图2为本实用新型的护套侧视图。
14.图3为本实用新型的透明压线盖结构示意图。
15.图4为本实用新型的塑胶卡刀座结构示意图。
16.图5为本实用新型的塑胶卡刀座侧视图。
17.图6为本实用新型的透明弹扣压盖结构示意图。
18.图7为本实用新型的pcb板结构示意图。
19.图8为本实用新型的下金属壳结构示意图。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.本实用新型提供了如图所示的一种用于工业实时以太网的快速rj45连接器,其特征在于,包括螺母1、护套2、上金属壳3、透明压线盖4、塑胶卡刀座5、金属触针6、金属卡刀7、pcb板8、透明弹扣压盖9和下金属壳10,所述下金属壳10上侧设有弹片1004,所述下金属壳10上侧一端设有头部1003,所述下金属壳10一侧前端设有第一插接件1002,所述下金属壳10一侧后端设有第二插接件1001,所述透明弹扣压盖9一侧设有第一卡柱903、第二卡柱904以及第三卡柱905,所述透明弹扣压盖9上端设有第十一孔位906,所述透明弹扣压盖9下侧两端分别设有第一凹槽901和第二凹槽902,所述塑胶卡刀座5上设有第一孔位501、第二孔位504、第三孔位505、第四孔位506、第五孔位508、第六孔位502、第七孔位503、第八孔位507以及第九孔位509,所述塑胶卡刀座5上端一侧设有第十孔位510,所述第一孔位501内部卡接所述金属触针6一端,所述第六孔位502以及所述第七孔位503卡接所述金属卡刀7一端,所述pcb板8两端分别设有第一焊接点801与第二焊接点802,所述第一焊接点801与所述金属触针6一端焊接,所述第二焊接点802与所述金属卡刀7一端焊接,所述透明压线盖4前端设有凸点401,所述透明压线盖4一端设有第一线孔402,所述第一线孔402上端设有第二线孔403。
22.进一步的,在上述技术方案中,所述第一卡柱903、第二卡柱904以及第三卡柱905与所述第二孔位504、第四孔位506以及第八孔位507卡接连接;
23.进一步的,在上述技术方案中,所述第一焊接点801与第二焊接点802与所述第一凹槽901和第二凹槽902相对应;
24.进一步的,在上述技术方案中,所述凸点401与所述第三孔位505卡接连接;
25.进一步的,在上述技术方案中,所述护套2一侧设有第十二孔位201。
26.本实用工作原理:
27.参照说明书附图,金属触针6焊在pcb板8的第一焊接点801,金属卡刀7焊在pcb板8的第二焊接点802,相应的两种焊点与透明弹扣压的第一凹槽901和第二凹槽902对应,先把透明压线盖4置于第三孔位505,透明压线盖4的对接点是凸点401,然后金属触针6穿过并卡
在第一孔位501,金属卡刀7穿过第六孔位502和第七孔位503,第一卡柱903、第二卡柱904以及第三卡柱905分别与第二孔位504、第四孔位506和第八孔位507卡接,这样正好把pcb板8、金属触针6和金属卡刀7至于塑胶卡刀座5和透明弹扣压盖9中间,且第一卡柱903正好顶住凸点401,起到固定透明压线盖4的作用。下金属壳10头部1003穿过第十一孔位906和第十孔位510后折弯,第二插接件1001和第一插接件1002分别折弯到第五孔位508和第九孔位509的位置,这样使的透明压线盖4、塑胶卡刀座5、pcb板8和透明弹扣压盖9很好的固定在下金属壳10上(以上步骤出厂时已经完成,无需使用者操作)。透明压线盖4向上打开,电缆线芯穿入第一线孔402和第二线孔403里(4芯网线只需穿入第一线孔402即可),向下按压透明压线盖4使金属卡刀7刺破电缆。上金属壳3再与下金属壳10对扣,将金属组合件置于护套2内,通过弹片1004固定于护套2内,然后螺母1旋紧,锁紧于线缆外皮。松开螺母1,用一字螺丝刀从第十二孔位201伸进去按压弹片1004,可以使其内部整个部件弹出,卸下上金属壳3,向上翻开透明压线盖4,然后拨出电缆,以上是拆卸步骤,综合组装过程可以看出其可以重复使用的特性。
28.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1