一种预防负极溶断的电池结构及电池的制作方法
1.本技术涉及锂电池技术领域,特别涉及一种预防负极溶断的电池结构及电池。
背景技术:
2.相关技术中,传统的锂电池在放电过程中,负极片上的锂离子通过两面的隔膜向正极片渗透,嵌入到正极中,渐渐地负极片将消耗完,从而被充分利用,放出最大的容量。实际上负极片是慢慢消耗变薄的,当放出容量达到设计容量的80-90%左右时,负极片在很薄的情况下,在靠近负极耳一端的2-3cm处,负极片会先消耗完,从而截断了电子传递的通路,致使另一端剩余负极片不能被利用。为此,提出了在用锂带做成的负极片上贴设窄条胶带,被胶带覆盖的部分将不参加放电反应,那么这部分的锂带就只是单面参加反应,消耗的速度只有其它部份的一半,当其它部份的锂带已变得很薄,甚至消耗完时,这一条锂带尚能慢慢消耗并起到传递电子并保证电子传递通路不被截断的作用,但是对负极片贴胶需要在干燥房或手套箱内操作,生产成本较高且效率低下。
技术实现要素:
3.本技术旨在至少解决现有技术中存在的技术问题之一。为此,本技术提出一种预防负极溶断的电池结构及电池,能够在预防负极溶断的前提下降低生产成本同时提高生产效率。
4.第一方面,本技术提出了一种预防负极溶断的电池结构,包括:
5.隔膜;
6.负极片,所述负极片设置于所述隔膜的一侧,所述负极片上靠近所述隔膜的一面设有负极耳;
7.正极片,所述正极片设置于所述隔膜的另一侧,所述正极片包括正极耳和第一高温胶,所述正极耳设置于所述正极片的其中一面上,所述第一高温胶设置于所述正极片在卷绕装配时对应所述负极耳的位置上,所述第一高温胶用于屏蔽局部的所述正极片。
8.根据本技术第一方面实施例的预防负极溶断的电池结构,至少具有如下有益效果:通过将正极片和负极片设置在隔膜的两侧,在正极片上对应负极耳组装时的位置设置高温胶,使得负极片上的负极耳周边与正极片对应的位置被高温胶隔开,进而无法将负极耳周边的锂离子转移到正极片对应位置去,只能通过正极片没有被屏蔽的部分跟锂负极片反应放电,使得负极耳周围的反应平稳发生,很好地预防了负极耳相对负极片脱落的同时,第一高温胶能够预防负极耳刺穿隔膜而造成内部短路或漏电,采用对正极板做贴胶处理在普通车间即可实施,生产条件简单,大大降低了生产成本,提高了生产效率。
9.根据本技术的一些实施例,所述第一高温胶的长度和宽度均大于所述负极耳与所述负极片接触部位的长度和宽度。
10.根据本技术的一些实施例,所述第一高温胶与所述正极片接触处设有安装槽,所述第一高温胶设置于所述安装槽内。
11.根据本技术的一些实施例,所述正极片双面设置有正极极浆层并在所述正极片设置有空白位,以使所述正极耳固定于所述空白位上。
12.根据本技术的一些实施例,所述正极耳对应所述空白位的焊点上覆盖有第二高温胶。
13.根据本技术的一些实施例,所述正极耳凸出所述正极片的部分和所述负极耳突出所述负极片的部分均设置有极耳胶。此种方案适用于软包装锂电池的生产。
14.根据本技术的一些实施例,所述正极极浆层为二氧化锰、氟化碳、氟化石墨、三氧化钼、五氧化二钒、铬酸银、氟化铜、氯化铜、氧化铜、硫化铜、硫化铁、二硫化铁其中之一或两种及以上混合物。
15.根据本技术的一些实施例,所述负极片为由锂或者锂合金制成的金属片。
16.根据本技术的一些实施例,所述负极片、所述正极片和所述隔膜通过卷绕机卷绕成电芯结构。
17.根据本技术的一些实施例,所述隔膜的长度大于所述负极片和所述正极片的长度。
18.第二方面,本技术提出了一种电池,包括铝塑外壳以及第一方面任一项所述的电池结构,所述铝塑外壳用于包裹所述预防负极溶断的电池结构。
19.根据本技术第二方面实施例的电池,至少具有如下有益效果:通过将正极片和负极片设置在隔膜的两侧,在正极片上对应负极耳组装时的位置设置高温胶,使得负极片上的负极耳周边与正极片对应的位置被高温胶隔开,进而无法将负极耳周边的锂离子转移到正极片对应位置去,只能通过正极片没有被屏蔽的部分跟锂负极片反应放电,使得负极耳周围的反应平稳发生,很好地预防了负极耳相对负极片脱落,同时对正极板做贴胶处理在普通车间即可实施,生产条件简单,大大降低了生产成本,提高了生产效率,使得采用铝塑外壳的预防负极溶断的电池结构能够形成电池产品。
20.根据本技术第二方面实施例的电池,第一方面的预防负极溶断的电池结构还可以应用于圆柱形钢壳锂电池、圆柱形钢铝壳锂电池、方形钢壳锂电池、方形形铝壳锂电池等,这里不一一列举。
21.本技术的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
22.本技术的附加方面和优点结合下面附图对实施例的描述中将变得明显和容易理解,其中:
23.图1a为本技术一些实施例的预防负极溶断的电池结构的负极片示意图;
24.图1b为本技术一些实施例的预防负极溶断的电池结构的正极片示意图;
25.图2a为本技术一些实施例的预防负极溶断的电池结构的负极片另一面的示意图;
26.图2b为本技术一些实施例的预防负极溶断的电池结构的正极片另一面的示意图;
27.图3为本技术一些实施例的预防负极溶断的电池结构的装配示意图;
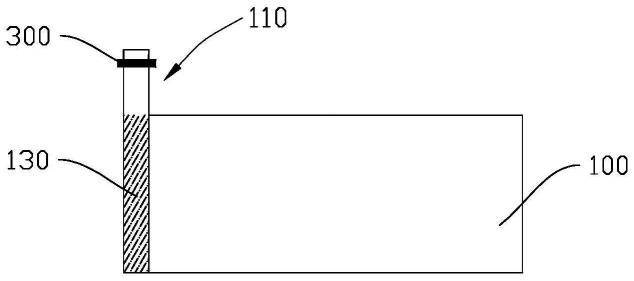
28.图4为本技术一些实施例的预防负极溶断的电池结构的产品俯视图。
29.附图标号如下:
30.正极片100;正极耳110;第一高温胶120;第二高温胶130;负极片200;负极耳210;极耳胶300;隔膜400。
具体实施方式
31.下面详细描述本技术的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本技术,而不能理解为对本技术的限制。
32.在本技术的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
33.在本技术的描述中,如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
34.本技术的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本技术中的具体含义。
35.参照图1a、图1b、图2a和图2b,本技术提出了一种预防负极溶断的电池结构,包括:隔膜400、正极片100和负极片200,其中正极片100包括正极耳110和第一高温胶120,正极片100设置在隔膜400的一侧与隔膜400平行设置,第一高温胶120设置在正极片100的靠近隔膜400的一面上,正极耳110作为引线和导体设置在正极片100的任意一面上,负极片200设置在隔膜400的另一侧也与隔膜400平行设置,负极片200上靠近隔膜400的一面上设有负极耳210,第一高温胶120在安装时需要与隔膜400对面的负极耳210与负极片200接触的位置相对应,即从第一高温胶120向负极耳210看去时,第一高温胶120会完全覆盖住负极耳210铆焊在负极片200上的部分。
36.因此,由于传统的锂电池在针对负极溶断时会采取在负极片200上贴设窄条胶带,以预防负极片200的溶断,但是在负极片200贴胶需要在干燥房或者手套箱内完成,生产条件苛刻,生产效率低下,本技术通过在正极片100上对应负极耳210的位置贴设第一高温胶120以屏蔽局部的正极;相较于没有做局部正极屏蔽的电池结构,负极耳210与负极片200接触并覆盖的部位是不会与正极片100发生反应而造成锂离子迁移,那么负极耳210周边没有被负极耳210覆盖的部位反应会特别剧烈,极易造成负极耳210脱落于负极片200,造成电池寿命下降;本技术通过将尺寸大于负极耳210铆焊在负极片200上的部分的第一高温胶120设置于正极片100上,以使正极片100、隔膜400和负极片200的组合在安装成型时,完全覆盖住负极耳210及一部分负极耳210的周边区域,以使负极耳210的周边被第一高温胶120覆盖的区域反应放缓,使得放电可以平稳发生,防止负极耳210周边溶断造成负极耳210脱落的同时,可以预防因为负极耳的毛刺刺穿隔膜造成内部短路或漏电,上述的操作只需要在普通车间就可以完成,安装环境要求低,这样大大提高了生产效率同时降低了生产成本。
37.进一步地,上述装配方式下,第一高温胶120的长度和宽度均大于负极耳210与负极片200接触的部位的长度和宽度。可以理解的是,要想第一高温胶120屏蔽掉正极片100上
对应与负极耳210周边反应的部位,就需要第一高温胶120的长度尺寸大于负极耳210在负极片200部分的长度,同时其宽度尺寸大于负极耳210在负极片200部分的宽度。第一高温胶120具体的尺寸在满足上述要求后可以根据需求合理定制,本技术并不对其做具体限定。
38.参照图2a和图2b,可以理解的是,第一高温胶120与正极片100接触处可以设置安装槽(图中未示出),第一高温胶120设置于安装槽内。需要说明的是,第一高温胶120自身是有一定厚度的,当把上述的隔膜400、正极片100和负极片200组装起来时,夹在正极片100与隔膜400之间的第一高温胶120会产生凸起,从而影响整个电池结构的厚度,为了解决这一问题,可以在贴设第一高温胶120时预留出安装位,在安装位上根据高温胶的尺寸进行局部清粉处理,削去部分正极片100,清粉部位形成安装槽,再对安装槽贴第一高温胶120,卷绕在一起时,负极耳210可以嵌入安装槽内,避免局部偏厚,避免后续包装运输与使用过程中负极耳210部位受到过分压迫而损坏。
39.参照图1b,可以理解的是,正极片100双面涂有正极极浆(图中未示出),正极片100上还预留有空白位,正极耳110固定于空白位上。需要说明的是正极片100可以是由裁切完成的铝箔在其上涂布正极极浆制成,正极片100上需要安装正极耳110的位置可以不用涂布正极极浆,用于预留正极耳110的空白位,正极耳110一部分固定于空白位上,本技术并不对正极片100的材质和制作工艺进行限制,本领域技术人员可以根据实际情况合理替换。
40.进一步地,上述正极极浆包括使用二氧化锰、氟化碳、氟化石墨、三氧化钼、五氧化二钒、铬酸银、氟化铜、氯化铜、氧化铜、硫化铜、硫化铁、二硫化铁等其中之一或两者及以上的混合物所制成的活性物质。在本技术的一个实施例中,正极极浆的组分包括由二氧化锰制成的活性物质,需要说明的是,本技术并不对正极极浆的组分和配比做出限制,本领域技术人员可以根据需要合理搭配。
41.参照图1b,可以理解的是,正极耳110对应空白位的焊点上覆盖有第二高温胶130。需要说明的是,正极耳110采用焊接的工艺固定在正极片100上,由于在安装时正极片100会通过隔膜400与负极片200接触,裸露的焊点会因为自身的毛刺刺穿隔膜400,造成负极片200直接与正极片100接触,从而使电池产生短路,通过在焊点上覆盖第二高温胶130将焊点包裹住,使得电池的安装结构更加安全稳定。
42.参照图1a和图1b,可以理解的是,正极耳110凸出上述正极片100的空白位的部分贴设有极耳胶300,负极耳210突出上述负极片200的部位也贴有极耳胶300。需要说明的是,上述正极耳110和负极耳210都是一部分固定在各自的正极片100和负极片200上的,他们还有一部分会沿着各自的极片的平面向外凸出,本技术的预防负极溶断的电池结构在装配时,需要对正极耳110和/或负极耳210与外包装之间做绝缘处理,需要说明的是,此种处理可以应用于软包装锂电池的生产中,贴设极耳胶300可以很好地提高极耳与外包装之间的绝缘性,同时避免极耳在切割时的毛刺刺穿隔膜造成短路。
43.可以理解的是,所述负极片200为由锂或者锂合金制成的金属片。锂或者锂合金作为电池的负极材料可以起到很好的放电效果,使得电池正常工作。
44.参照图3和图4,可以理解的是,负极片200、正极片100和隔膜400组装形成的部件卷曲设置形成若干环带。需要说明的是,上述的隔膜400两侧分别设置正极片100和负极片200这一结构可以在外部卷绕机的辅助下完成,以一层隔膜400为起点,隔膜400卷绕一圈后正极片100贴着隔膜400卷绕成型,外圈再次贴设隔膜400于正极片100上卷绕,再外圈围绕
上一层的隔膜400设置负极片200,从而形成隔膜-正极片-隔膜-负极片的卷曲叠加结构,只需保证负极片200与正极片100之间有隔膜400覆盖即可,该结构以隔膜400开始,以隔膜400收尾,层层卷绕叠加,最终做出符合卷绕式电池的内部电芯结构。需要说明的是,上述正极耳110和负极耳210只需设置在卷曲结构最内圈的一块正极片100和负极片200上即可,后续的正极片100和负极片200只是对有极耳的正极片100和负极片200的延伸。
45.参照图3,进一步地,隔膜400的长度大于正极片100与负极片200的长度,同时负极片200的长度可以大于正极片100的长度,也可以是正极片100的长度大于负极片200的长度,负极片200与正极片100的相对长短需要根据正极集流体选用箔或网等因素而定。可以理解的是,由于正极片100、负极片200和隔膜400他们之间采用卷曲的布置方式,使得他们的长度尺寸必然是不相同的,同时隔膜400需要完全隔绝负极片200和正极片100,那么隔膜400的长度尺寸就需要大于正极片100和负极片200的尺寸,这样才能形成完整的电池结构。
46.另一方面,本技术提出了一种电池,包括铝塑外壳(图中未示出)和上述提到的预防负极溶断的电池结构,上述的一层正极片100、一层隔膜400和一层负极片200的电池安装结构是需要包装壳保护的,铝塑膜制成的铝塑外壳具有良好的绝缘性和冲压成型性,可以通过使用铝塑膜包裹上述的电池结构,以形成完整的电池产品。因此采用上述预防负极溶断的电池结构的电池在生产时,只需对正极做局部屏蔽,以达到预防负极耳210与负极片200之间产生溶断,这种结构只需在普通车间即可完成,大大降低了生产成本,提高了生产效率。
47.需要说明的是,第一方面的预防负极溶断的电池结构可以应用到不同的包装外壳所形成的电池中,例如应用于圆柱形钢壳锂电池、圆柱形钢铝壳锂电池、方形钢壳锂电池、方形形铝壳锂电池等,这里不一一列举。
48.综上所述,本技术预防负极溶断的电池结构的设计可以包括以下步骤:
49.参照图1、图2、图3和图4,需要说明的是,下列设计步骤只是本技术其中一个示范性的实施例,并不是对本技术电池结构的限制,本领域技术人员可以根据实际情况合理改进。
50.正极片100制作:正极极浆料涂布到铝箔上,双面涂布,预留空白位以便焊接极耳;烘干,压片,按型号设计的长宽厚144*36*0.28mm尺寸裁切成正极片100;焊接正极耳110,压平焊点并贴高温胶保护;在正极对应锂负极耳210的位置-距离正极片100头部60mm处贴20*5*0.05mm高温胶,屏蔽局部的正极。
51.负极片200制作:在干燥房或手套箱内按型号设计的长宽厚172*35*0.08mm尺寸裁切成负极片200;在负极一头距端头29mm的位置铆焊负极耳210,负极耳210铆在负极上的尺寸15*2*0.1mm。
52.隔膜400制作:按型号设计的长宽厚420*38*0.20mm尺寸裁切隔膜400。
53.卷绕:使用卷绕机,将正极片100、隔膜400、负极片200卷绕成电芯,贴固定胶带固定电芯。正极上20*5*0.05mm高温胶完全遮盖负极上15*2*0.1mm负极耳210。
54.冲壳:使用冲壳模具将铝塑膜冲压成型,成为包装壳。
55.封装:将卷芯放入包装壳内,翻折包装壳背面包裹住电芯,做顶封侧封,注液,一封,预放电,老化,二封,得到软包装锂锰电池。
56.上面结合附图对本技术实施例作了详细说明,但是本技术不限于上述实施例,在
所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本技术宗旨的前提下,作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1