一种环形器自动调校机的制作方法
1.本实用新型涉及一种环形器自动调校机。
背景技术:
2.现有的环形器工序有调校工序(分为充退磁和点rtv胶),环形器在组装以后,需要连接上网分测试仪器测试产品的参数值,以达到客户要求产品性能,对于不满足产品要求的,需要将产品的磁性进行调整,以及对产品点rtv胶,点胶后产品的介电常数会发生变化,以此来达到要求;客户现场调校都是人工进行调校,调校需要耗费到量的人力,需要人有专业的手法以及耗费大量的时间去培养,而工厂人力的流动比较大,有很大的不确定性,对于新培养的人也没把握会留下来;调校的良率以及效率受到人的影响较大。
技术实现要素:
3.本实用新型所要解决的技术问题是设计一种机器,能完成自动调校工作,解放人力,提高调校的效率以及调校的良率,提高工厂的自动化程度。
4.本实用新型环形器自动调校机是通过以下技术方案来实现的:包括上料堆栈系统、下料堆栈系统、钣金机架、安装台板和钣金外罩;
5.钣金机架上方安装有安装台板,上料堆栈系统和下料堆栈系统均安装于安装台板上,且上料堆栈系统位于下料堆栈系统一侧;下料堆栈系统另一侧依次设置有点胶夹具系统、点胶机械手系统、退磁夹具系统和上料拍照系统;上料堆栈系统一侧设置有退磁上料机械手系统和点胶上料机械手系统;钣金外罩盖于安装台板上方。
6.作为优选的技术方案,退磁上料机械手系统包括第一上料机械手、旋转电机、电机固定板和第一机械手抱紧块;第一上料机械手安装于第一机械手抱紧块上方,且第一机械手抱紧块下方两侧分别安装有第一左上下气缸和第一右上下气缸;电机固定板安装于第一左上下气缸上方,旋转电机安装于电机固定板上;第一左上下气缸下方固定有吸盘,第一右上下气缸下方固定有吸盘固定板,吸盘固定板下方安装有伸缩吸盘。
7.作为优选的技术方案,点胶上料机械手系统包括第二上料机械手和第二机械手抱紧块;第二上料机械手安装于第二机械手抱紧块上方,且第二机械手抱紧块下方两侧分别安装有第二左上下气缸和第二右上下气缸;第二左上下气缸和第二右上下气缸上分别安装有左吸盘固定板和右吸盘固定板,左吸盘固定板上安装有左伸缩吸盘,右吸盘固定板上安装有右伸缩吸盘。
8.作为优选的技术方案,点胶机械手系统包括机械手底座、点胶机械手、胶管抱紧块、胶管、抱紧块调整板、第三机械手抱紧块和调整轴;点胶机械手系统通过机械手底座安装于安装台板上,点胶机械手安装于机械手底座上方;第三机械手抱紧块安装于点胶机械手一端下方,且抱紧块调整板通过调整轴安装于第三机械手抱紧块上;胶管抱紧块安装于抱紧块调整板另一侧,胶管安装于胶管抱紧块上。
9.作为优选的技术方案,点胶夹具系统包括第一点胶安装底板、第一点胶水平安装
板、第一竖直滑台气缸、第一压块支架;点胶夹具系统通过第一点胶安装底板安装于安装台板上,安装台板上方安装有第一点胶安装立板,第一点胶水平安装板安装于第一点胶安装立板上方;第一点胶水平安装板上方一端安装有第一水平气缸安装板,另一端安装有调整座,第一水平滑台气缸安装于第一水平气缸安装板上,且第一水平滑台气缸的输出端上安装有第一竖直气缸安装板,第一竖直滑台气缸安装于第一竖直气缸安装板上;第一压块支架安装于第一竖直滑台气缸的输出端上,且第一压块支架的另一端下方安装有螺柱连接板和第一导向槽固定板;螺柱连接板下方安装有第一螺柱,第一导向槽固定板下方安装有第一导向槽;第一导向槽内设置有第一压头,第一压头连接第一螺柱;调整座上方安装有治具块安装板和第一水平定位气缸,治具块安装板上方安装有第一治具块,第一水平定位气缸的输出端设置有第一治具推块安装板,第一治具推块安装板上安装有第一治具推块,且第一治具推块与第一治具块相接触。
10.作为优选的技术方案,上料拍照系统包括读码安装底板、安装立柱、滑台安装板、滑台模组、伺服电机、ccd固定座、相机;上料拍照系统通过读码安装底板安装于安装台板上,且滑台安装板通过多条安装立柱安装于读码安装底板上;滑台模组安装于滑台安装板上,伺服电机安装于滑台模组一端,且ccd固定座安装于滑台模组上;ccd固定座上端设置有手动滑台,手动滑台上方安装有相机固定板,相机固定于相机固定板上,相机下方安装有镜头;ccd固定座中间安装有环光固定板,环光固定板下方设置有环形光源且环形光源穿过环光固定板安装于镜头上;滑台安装板下方设置有转接板,转接板一侧安装有安装立板,安装立板上方安装有玻璃固定板,玻璃固定板上方安装有玻璃,玻璃上方安装有治具固定块;安装立板下方固定有面光源,面光源下方安装有面光安装板。
11.作为优选的技术方案,退磁夹具系统包括第二点胶安装底板、第二点胶安装立板、第二点胶水平安装板、第二水平气缸安装板、第二水平滑台气缸、第二竖直气缸安装板、第二竖直滑台气缸、第二压块支架、螺柱连接板、第二螺柱、第二压头、第二导向槽、第二导向槽固定板、支撑块和线圈;退磁夹具系统通过第二点胶安装底板固定于安装台板上,第二点胶安装立板上下分别连接第二点胶安装底板和第二点胶水平安装板,第二水平气缸安装板、支撑块固定在第二点胶水平安装板上,第二水平滑台气缸固定在第二水平气缸安装板上,第二竖直气缸安装板固定在第二水平滑台气缸上,第二竖直滑台气缸固定在第二竖直气缸安装板上,第二压块支架固定在第二竖直滑台气缸上,其上固定有螺柱连接板和第二导向槽固定板,第二导向槽固定板上安装有第二导向槽,第二螺柱固定在螺柱连接板上,第二螺柱上固定有第二压头,第二压头穿过第二导向槽,可在第二导向槽中来回滑动;线圈放置于支撑块上,第二水平定位气缸固定于第二点胶水平安装板上,第二治具推块安装板固定在第二水平定位气缸上,其上固定有第二治具推块,第二治具块固定于支撑块上。
12.作为优选的技术方案,钣金外罩一侧安装有防护罩,钣金外罩上方安装有小电箱和三色警报灯,且钣金外罩另一侧设置有显示屏。
13.本实用新型的有益效果是:本实用新型输送带流转产品,可与前后工序的机台实现联机,实现一个流操作;自动退磁,运用大数据,退磁效率高,ct短,精准度高;自动点胶,运动大数据,自动点胶,ct短,精准度高;胶管跟随机械手运动,灵活性高。
附图说明
14.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
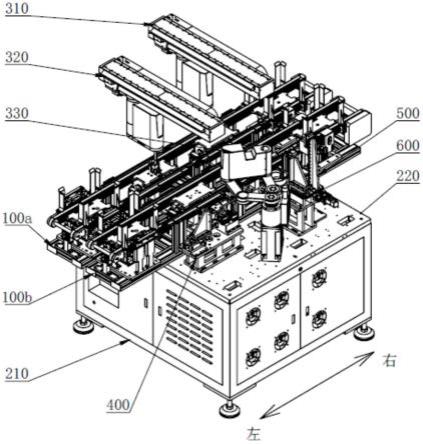
15.图1为本实用新型的立体图;
16.图2为本实用新型的去外罩后的立体图;
17.图3为本实用新型的退磁夹具系统的立体图一;
18.图4为本实用新型的退磁夹具系统的立体图二;
19.图5为本实用新型的上料拍照系统的立体图;
20.图6为本实用新型的点胶夹具系统的立体图;
21.图7为本实用新型的点胶机械手系统的立体图;
22.图8为本实用新型的退磁上料机械手系统的立体图;
23.图9为本实用新型的点胶上料机械手系统的立体图
具体实施方式
24.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
25.本说明书(包括任何附加权利要求、摘要和附图)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
26.在本实用新型的描述中,需要理解的是,术语“一端”、“另一端”、“外侧”、“上”、“内侧”、“水平”、“同轴”、“中央”、“端部”、“长度”、“外端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
27.此外,在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
28.本实用新型使用的例如“上”、“上方”、“下”、“下方”等表示空间相对位置的术语是出于便于说明的目的来描述如附图中所示的一个单元或特征相对于另一个单元或特征的关系。空间相对位置的术语可以旨在包括设备在使用或工作中除了图中所示方位以外的不同方位。例如,如果将图中的设备翻转,则被描述为位于其他单元或特征“下方”或“之下”的单元将位于其他单元或特征“上方”。因此,示例性术语“下方”可以囊括上方和下方这两种方位。设备可以以其他方式被定向,并相应地解释本文使用的与空间相关的描述语。
29.在本实用新型中,除非另有明确的规定和限定,术语“设置”、“套接”、“连接”、“贯穿”、“插接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
30.如图1—图9所示,本实用新型的一种环形器自动调校机,上料堆栈系统 100a、下料堆栈系统100b、钣金机架210、安装台板220和钣金外罩240;
31.钣金机架210上方安装有安装台板220,上料堆栈系统100a和下料堆栈系统100b均安装于安装台板220上,且上料堆栈系统100a位于下料堆栈系统100b 一侧;下料堆栈系统100b另一侧依次设置有点胶夹具系统400、点胶机械手系统330、退磁夹具系统600和上料拍照系统500;上料堆栈系统100a一侧设置有退磁上料机械手系统310和点胶上料机械手系统320;钣金外罩240盖于安装台板220上方。
32.本实施例中,退磁上料机械手系统310包括第一上料机械手311、旋转电机312、电机固定板314和第一机械手抱紧块319;第一上料机械手311安装于第一机械手抱紧块319上方,且第一机械手抱紧块319下方两侧分别安装有第一左上下气缸313和右上下气缸318;电机固定板314安装于第一左上下气缸313 上方,旋转电机312安装于电机固定板314上;第一左上下气缸313下方固定有吸盘315,右上下气缸318下方固定有吸盘固定板317,吸盘固定板317下方安装有伸缩吸盘316。
33.本实施例中,点胶上料机械手系统320包括上料机械手321和第二机械手抱紧块328;上料机械手321安装于第二机械手抱紧块328上方,且第二机械手抱紧块328下方两侧分别安装有第二左上下气缸323和右上下气缸327;第二左上下气缸323和右上下气缸327上分别安装有左吸盘固定板324和右吸盘固定板326,左吸盘固定板324上安装有左伸缩吸盘322,右吸盘固定板326上安装有右伸缩吸盘325。
34.本实施例中,点胶机械手系统330包括机械手底座331、点胶机械手332、胶管抱紧块333、胶管334、抱紧块调整板335、机械手抱紧块336和调整轴337;点胶机械手系统330通过机械手底座331安装于安装台板220上,点胶机械手 332安装于机械手底座331上方;机械手抱紧块336安装于点胶机械手332一端下方,且抱紧块调整板335通过调整轴337安装于机械手抱紧块336上;胶管抱紧块333安装于抱紧块调整板335另一侧,且胶管334安装于胶管抱紧块333 上。
35.本实施例中,点胶夹具系统400包括第一点胶安装底板401、第一点胶水平安装板403、第一竖直滑台气缸407、第一压块支架408;点胶夹具系统400通过第一点胶安装底板401安装于安装台板220上,安装台板220上方安装有第一点胶安装立板402,第一点胶水平安装板403安装于第一点胶安装立板402上方;第一点胶水平安装板403上方一端安装有第一水平气缸安装板404,另一端安装有调整座415;第一水平滑台气缸405安装于第一水平气缸安装板404上,第一水平滑台气缸405的输出端上安装有第一竖直气缸安装板406,第一竖直滑台气缸407安装于第一竖直气缸安装板406上;第一压块支架408安装于第一竖直滑台气缸407的输出端上,且第一压块支架408的另一端下方安装有螺柱连接板409和第一导向槽固定板413;螺柱连接板409下方安装有第一螺柱410,第一导向槽固定板413下方安装有第一导向槽412;第一导向槽412内设置有第一压头411,第一压头411连接第一螺柱410;调整座415上方安装有治具块安装板416和第一水平定位气缸419,治具块安装板416上方安装有第一治具块 414,第一水平定位气缸419的输出端设置有第一治具推块安装板418,第一治具推块安装板418上安装有第一治具推块417,且第一治具推块417与第一治具块414相接触。
36.本实施例中,上料拍照系统500包括读码安装底板501、安装立柱502、滑台安装板
503、滑台模组504、伺服电机505、ccd固定座506、相机509;上料拍照系统500通过读码安装底板501安装于安装台板220上,且滑台安装板503 通过多条安装立柱502安装于读码安装底板501上;滑台模组504安装于滑台安装板503上,伺服电机505安装于滑台模组504一端,且ccd固定座506安装于滑台模组504上;ccd固定座506上端设置有手动滑台507,手动滑台507 上方安装有相机固定板508,相机509固定于相机固定板508上,相机509下方安装有镜头510;ccd固定座506中间安装有环光固定板511,环光固定板511 下方设置有环形光源512且环形光源512穿过环光固定板511安装于镜头510 上;滑台安装板503下方设置有转接板519,转接板519一侧安装有安装立板 516,安装立板516上方安装有玻璃固定板513,玻璃固定板513上方安装有玻璃515,玻璃515上方安装有治具固定块514;安装立板516下方固定有面光源 518,面光源518下方安装有面光安装板517。
37.本实施例中,退磁夹具系统600包括第二点胶安装底板601、点胶安装立板 602、第二点胶水平安装板603、水平气缸安装板604、第二水平滑台气缸605、竖直气缸安装板606、第二竖直滑台气缸607、第二压块支架608、螺柱连接板 609、第二螺柱610、压头611、第二导向槽612、第二导向槽固定板613、支撑块614和线圈615;退磁夹具系统600通过第二点胶安装底板601固定于安装台板220上,点胶安装立板602上下分别连接第二点胶安装底板601和第二点胶水平安装板603,水平气缸安装板604、支撑块614固定在第二点胶水平安装板 603上,第二水平滑台气缸605固定在水平气缸安装板604上,竖直气缸安装板 606固定在第二水平滑台气缸605上,第二竖直滑台气缸607固定在竖直气缸安装板606上,第二压块支架608固定在第二竖直滑台气缸607上,其上固定有螺柱连接板609和第二导向槽固定板613,第二导向槽固定板613上安装有第二导向槽612,第二螺柱610固定在螺柱连接板609上,第二螺柱610上固定有压头611,压头611穿过第二导向槽612,可在第二导向槽612中来回滑动;线圈 615放置于支撑块614上,第二水平定位气缸619固定于第二点胶水平安装板 603上,第二治具推块安装板618固定在第二水平定位气缸619上,其上固定有第二治具推块617,第二治具块616固定于支撑块614上。
38.本实施例中,钣金外罩240一侧安装有防护罩270,钣金外罩240上方安装有小电箱260和三色警报灯250,且钣金外罩240另一侧设置有显示屏230。
39.工作原理如下:
40.将待调校的产品叠盘放到上料堆栈系统100a中,空盘叠盘放到下料堆栈系统100b上,上料堆栈系统100a带动一个满料盘从又向左运动,同时,下料堆栈系统100b带动一个空盘向左运动,运动到退磁上料系统310的工作区域位置后停止,退磁上料机械手系统310从盘子中吸取一个产品,放到上料拍照系统 500的治具固定块514上;退磁上料机械手系统310从上料位取另一个产品在治具固定块514的上方等待,与此同时,伺服电机505带动滑台模组504动作,从而带动其上的相机509运动到治具固定块514的上方,拍照,读取产品的二维码信息,同时对产品的方向进行辨别,拍照完成后,伺服模组504带动相机 509向后退出,退磁上料机械手系统310上的旋转电机312带动吸盘315吸取产品后,第一上料机械手311带动伸缩吸盘316动作,伸缩吸盘316将之前从上料位取出的产品放置到治具固定块514上;然后上料机械手带动已经拍完照的产品放到退磁夹具系统600上的第二治具块616上,第二水平定位气缸619带动固定在第二治具推块安装板618上的第二治具推块617推动产品,对产进行二次定位后,第二水平滑台气缸605向着第二治具块616的方向运动,到达第二治具块
616的上方后,第二竖直滑台气缸607带动安装在其上的压头611压向放在第二治具块616中的产品,线圈615对套在其中的产品进行退磁,退磁到指定的指标后,退磁夹具系统600各气缸退回到原位,退磁上料机械手系统 310将产品取出,放到下料堆栈系统100b中的盘子中,对于退磁达不到指标的产品,则由退磁上料机械手系统310吸取产品后丢到一个盒子中,当下料堆栈系统100b盘子中的产品放满后,产品运动到下一个工站,到达点胶工位,即位于点胶上料机械手系统320的工作区域,上料机械手321从已经满盘的下料堆栈系统100b中吸取产品后放到点胶夹具系统400中的第一治具块414中,然后上料机械手321返回,从盘子中再吸取一个产品到第一治具块414的上方附近处等待,点胶夹具系统400上的第一水平定位气缸419带动固定在第一治具推块安装板418上的第一治具推块417推向产品,将产品推到治具的边缘,对产品进行二次定位后,第一水平滑台气缸405向前运动,到达位置后,第一竖直滑台气缸407带动安装在其上的第一压头411压向产品,保持这个状态不动,点胶机械手系统330动作,点胶机械手332带动装在其末端上的胶管334动作,对产品的三个管脚进行点胶,点胶完成后,点胶夹具系统400中的各个气缸退回到原位,点胶上料机械手系统320先从第一治具块414中将点胶完成后的产品吸出,然后上料机械手321将另一个吸取的产品放置到第一治具块414中,进行点胶动作,对于取出的点胶后的良品,产品进行摆拍,放到下料堆栈系统 100b的盘子中,不良品丢到一个盒子中。
41.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求书所限定的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1