一种电池的制作方法
1.本技术涉及电池技术领域,具体涉及一种电池。
背景技术:
2.近年来,新能源汽车行业发展迅速,圆柱动力电池作为电动汽车的心脏,是新能源汽车产业发展的关键。
3.在实际应用过程中,圆柱动力电池的两端易出现漏液情况,泄露的电解液不仅会导致圆柱动力电池的容量降低,还会对圆柱动力电池周围环境和设备造成腐蚀。
技术实现要素:
4.本技术的目的在于提供一种电池,用于解决圆柱动力电池的两端易出现漏液的问题。
5.第一方面,本技术实施例提供一种电池,包括:
6.电池端盖、电池外筒和电芯组件;
7.所述电芯组件收纳于所述电池外筒中,所述电池端盖密封连接于所述电池外筒的端部开口处;所述电芯组件通过转接片与所述电池端盖连接;
8.所述电池端盖包括端盖本体、极柱和第一绝缘垫;
9.所述极柱包括圆盘部和从所述圆盘部延伸出的柱部;
10.所述端盖本体上设置有通孔,所述柱部穿设在所述通孔内;
11.所述端盖本体和所述极柱通过所述第一绝缘垫密封连接。
12.可选的,所述通孔的内壁与所述柱部之间设置有第一溢胶槽;
13.所述第一绝缘垫包括有延伸至所述第一溢胶槽内的第一部分;
14.和/或,
15.所述端盖本体上设置有第一环槽,所述第一绝缘垫位于所述第一环槽内;
16.所述第一绝缘垫和第一环槽的内壁形成有第二溢胶槽;
17.所述第一绝缘垫包括有延伸至所述第二溢胶槽内的第二部分。
18.可选的,所述第一溢胶槽内还设置有第一密封胶,和/或,所述第二溢胶槽内还设置有第二密封胶。
19.可选的,所述柱部的远离圆盘部的端部所在平面超出所述端盖本体的底面。
20.可选的,所述端盖本体上还设置有第二绝缘垫,所述第二绝缘垫位于所述端盖本体背离所述第一绝缘垫的一侧表面上。
21.可选的,所述端盖本体上设置有泄压通孔,所述泄压通孔内设置有防爆阀。可选的,所述端盖本体上还设置有第二绝缘垫,所述第二绝缘垫位于所述端盖本体背离所述第一绝缘垫的一侧表面上,所述第二绝缘垫上设置有缺槽,所述缺槽和所述泄压通孔相对。
22.可选的,所述圆盘部上开设有第一注液孔,所述第一注液孔贯通所述圆盘部和所述柱部,所述圆盘部上还设置有用于覆盖所述第一注液孔的第一密封钉。
23.可选的,所述第一注液孔包括沿所述圆盘部的厚度方向延伸的第一孔段和第二孔段;
24.所述圆盘部上还设置有位于第一孔段的底面和第一密封钉之间的第三绝缘垫。
25.可选的,所述转接片设置有与所述第一注液孔对应设置的过孔。
26.可选的,所述转接片包括沿所述电池外筒的高度方向延伸的多个弯折段,每个弯折段分别设置有与所述第一注液孔对应的过孔。
27.可选的,所述电芯组件包括卷芯孔,所述卷芯孔贯通所述电芯组件,所述过孔与所述卷芯孔呈同轴设置。
28.可选的,所述端盖本体上开设有第二注液孔,所述第二注液孔贯通所述端盖本体,所述端盖本体上还设置有用于封闭所述第二注液孔的第二密封钉。
29.可选的,所述端盖本体上还设置有第二绝缘垫,所述第二绝缘垫位于所述端盖本体背离所述第一绝缘垫的一侧表面上,所述第二绝缘垫设置有与所述第二注液孔对应设置的缺口。
30.可选的,所述端盖本体上还设置有第二绝缘垫,所述第二绝缘垫位于所述端盖本体背离所述第一绝缘垫的一侧表面上;
31.所述转接片在端盖本体上的投影位于所述第二绝缘垫在所述端盖本体上的投影内。
32.可选的,所述电池外筒和所述电芯组件之间设置有绝缘胶纸,所述转接片位于所述绝缘胶纸围合的区域内。
33.上述技术方案具有如下优点或有益效果:
34.本技术实施例所提供的电池,通过第一绝缘垫的设置,对传统铆接方式的相关配件进行替代,在牢固连接端盖本体和极柱的同时,使端盖本体和极柱连接处能保有较好的密封性,以降低电池端盖处的漏液风险,并减少锂离子电池的制造成本。
附图说明
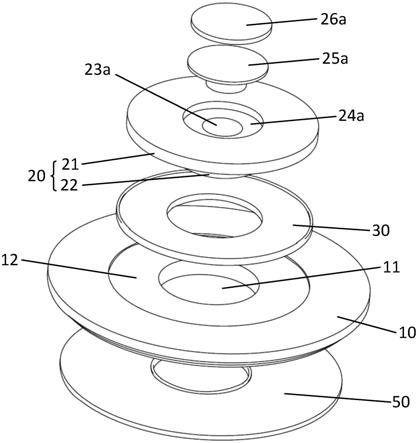
35.图1是本技术实施例提供的一种电池端盖的爆炸图;
36.图2是本技术实施例提供的一种电池端盖的结构示意图;
37.图3是图2中a处的放大示意图;
38.图4是本技术实施例提供的一种转接片的结构示意图;
39.图5是本技术实施例提供的另一种电池端盖的爆炸图;
40.图6是本技术实施例提供的另一种电池端盖的结构示意图;
41.图7是图6中b处的放大示意图;
42.图8是本技术实施例提供的又一种电池端盖的爆炸图;
43.图9是本技术实施例提供的又一种电池端盖的结构示意图;
44.图10是图9中c处的放大示意图;
45.图11是本技术实施例提供的一种电池的爆炸图;
46.图12是本技术实施例提供的一种电池的结构示意图。
具体实施方式
47.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
48.请参阅图1-图12,图11是本技术实施例提供的一种电池的爆炸图,图1是本技术实施例提供的一种电池端盖的结构示意图,如图1和图11所示,上述电池包括电池端盖、电池外筒61和电芯组件62。
49.所述电芯组件62收纳于所述电池外筒61中,所述电池端盖密封连接于所述电池外筒61的端部开口处;所述电芯组件62通过转接片66与所述电池端盖连接;
50.端盖本体10、极柱20和第一绝缘垫30,所述极柱20包括圆盘部21和从所述圆盘部21延伸出的柱部22,所述柱部22和所述圆盘部21同轴,所述柱部22的直径小于所述圆盘部21的直径;
51.所述端盖本体10上设置有第一通孔11,所述柱部22的延伸端穿出所述第一通孔11;
52.所述第一绝缘垫30设置在所述圆盘部21与所述端盖本体10之间,且所述端盖本体10和所述极柱20通过所述第一绝缘垫30密封连接。
53.如上所述,通过第一绝缘垫30的设置,对传统铆接方式的相关配件进行替代,在牢固连接端盖本体10和极柱20的同时,使端盖本体10和极柱20连接处能保有较好的密封性,以降低电池端盖处的漏液风险,并减少电池的制造成本,降低电池的制程难度,上述电池可理解为圆柱结构的锂离子电池。
54.需要说明的是,上述电池端盖即为图11中所示出的顶部端盖60和底部端盖63。在一个具体实例中,电池包括有电池上端盖和电池下端盖,电池上端盖和/或电池下端盖的结构如图1所示,即电池上端盖和/或电池下端盖可包括端盖本体、极柱以及位于端盖本体和极柱之间的绝缘垫。
55.示例性的,所述第一绝缘垫30可以为通过聚丙烯材料制成的密封胶圈或密封垫片,生产过程中,用户可基于实际需求对第一绝缘垫30的制作材料进行适应性调整,本技术实施例对此并不加以限定。
56.随着锂离子电池规格的变化,极柱20和端盖本体10之间的连接区域的面积也会相应变化。在上述连接区域的面积增大的情况下,为确保极柱20和端盖本体10之间能维持良好的绝缘关系,需相应增加第一绝缘垫30的体积(使极柱20的圆盘部21的边缘正投影于所述第一绝缘垫30内),这能使极柱20和端盖本体10之间获得更优的密封连接效果(连接更稳定,且密封性更强);在上述连接区域的面积减小的情况下,需适应性减少第一绝缘垫30的体积,当锂离子电池发生短路等异常情况时,极柱20也能作为一用于泄压的阀门存在,这能在一定程度上提升锂离子电池的安全性能。
57.用户可基于实际需求(如锂离子电池的规格、对锂离子电池的安全要求等)对第一绝缘垫30的体积进行适应性调整(即在安全性能和密封连接效果之间进行平衡),本技术实施例对此也不加以限定。
58.可选的,如图2和图3所示,所述通孔11的内壁与所述柱部22之间设置有第一溢胶
槽40;
59.所述第一绝缘垫30包括有延伸至所述第一溢胶槽40内的第一部分31;
60.和/或,
61.所述端盖本体10上设置有第一环槽12,所述第一绝缘垫30位于所述第一环槽12内;
62.所述第一绝缘垫30和第一环槽12的内壁形成有第二溢胶槽13;
63.所述第一绝缘垫30包括有延伸至所述第二溢胶槽13内的第二部分32。
64.如上所述,利用第一溢胶槽40的设置,为极柱20穿入第一通孔11的操作预留一定的装配误差,以便利极柱20在端盖本体10上的安装;同时利用第一溢胶槽40,和/或,第二溢胶槽13的存在,对第一绝缘垫30在高温高压条件下外溢的第一部分31和/或第二部分32进行收纳,通过第一溢胶槽40和第一绝缘垫30外溢的第一部分31的配合,和/或,第二溢胶槽13和第一绝缘垫30外溢的第二部分32的配合,进一步加强极柱20和端盖本体10之间的连接可靠性,提升极柱20和端盖本体10连接处的密封性能;其中,第一环槽12的设置,是为了便利第一绝缘垫30在端盖本体10上的放置,同时保持端盖本体10表面的平整度和美观度。
65.需要说明的是,上述第一部分31可理解为在高温环境下对端盖本体10和/或极柱20施加压力,夹设于端盖本体10和极柱20之间的第一绝缘垫30部分熔融,并外溢至第一溢胶槽40内的部分。
66.同理,上述第二部分32可理解为高温环境下对端盖本体10和/或极柱20施加压力,夹设于端盖本体10和极柱20之间的第一绝缘垫30部分熔融,并外溢至第二溢胶槽13内的部分。
67.上述第一溢胶槽40和第二溢胶槽13均呈环形,两者在第一通孔11的径向的宽度均大于或等于.毫米,小于或等于.毫米;在第一通孔11的轴向的高度均大于或等于.毫米,小于或等于.毫米。
68.可选的,所述第一溢胶槽40内还设置有第一密封胶,和/或,所述第二溢胶槽13内还设置有第二密封胶。
69.如上所述,在第一绝缘垫30的第一部分31和第二部分32产生以后,利用第一密封胶和第二密封胶的设置,对第一溢胶槽40的空缺部分和第二溢胶槽13的空缺部分进行填充,以避免第一溢胶槽40和第二溢胶槽13内出现空隙,确保极柱20和端盖本体10连接处能保持较优的密封性能和绝缘性能。
70.示例性的,上述第一密封胶和第二密封胶可以是由丙烯酸、环氧、聚氨酯中的至少一种,混合硬化剂后形成的胶,实际中,所述第一密封胶和第二密封胶也可以采用其他的具备绝缘兼密封效果的材料制成,对此,本技术实施例不做限制。
71.可选的,所述柱部22的远离圆盘部21的端部所在平面超出所述端盖本体10的底面。
72.转接片66的一侧与电芯组件62连接,转接片66的另一侧与极柱20连接,通过上述设置,避免转接片66与端盖本体10之间的接触,降低电池内部出现短路问题的风险。
73.进一步说明为,柱部22包括收纳于通孔11内的第一柱段和穿出通孔11的第二柱段,所述第二柱段与前述转接片66的另一侧连接。
74.可选的,所述端盖本体10上还设置有第二绝缘垫50,所述第二绝缘垫50位于所述
端盖本体10背离所述第一绝缘垫30的一侧表面上。
75.如上所述,利用第二绝缘垫50的设置,对转接片66和端盖本体10进行分隔,以进一步降低电池内部出现短路问题的风险。
76.第二绝缘垫50位于端盖本体10背离所述第一绝缘垫30的一侧表面上可理解为,第一绝缘垫30和第二绝缘垫50设置于端盖本体10的相背两面。
77.需要说明的是,在高温高压条件下,第二绝缘垫50的边缘部分也可以外溢至第一溢胶槽40内,以配合第一绝缘垫30的第一部分31和第一密封胶对第一溢胶槽40进行填充。
78.可选的,所述端盖本体10上设置有泄压通孔2711,所述泄压通孔2711内设置有防爆阀28。
79.如上所述,利用泄压通孔2711和防爆阀28的配合设置,在锂离子电池内部发生短路等异常情况时,对锂离子电池进行自动泄压处理,避免锂离子电池出现爆裂的情况,提升锂离子电池的安全性能。
80.进一步的,所述端盖本体10上还设置有第二绝缘垫50,所述第二绝缘垫50位于所述端盖本体10背离所述第一绝缘垫30的一侧表面上,所述第二绝缘垫50上设置有缺槽51,所述缺槽51和所述泄压通孔2711相对。
81.如上所述,在端盖本体10上设置有第二绝缘垫50的情况下,利用缺槽51的设置,使泄压通孔2711和电池腔体之间无遮挡,以在锂离子电池内部发生短路等异常情况时,确保防爆阀28的顺利打开,这能进一步提升锂离子电池的安全性能。
82.可选的,所述圆盘部21上开设有第一注液孔23a,所述第一注液孔23a贯通所述圆盘部21和所述柱部22,所述圆盘部21上还设置有用于覆盖所述第一注液孔23a的第一密封钉26a。
83.如上所述,在圆盘部21上开设有第一注液孔23a的情况下,优选设置所述第一注液孔23a与所述通孔11同轴,经卷绕形成的锂离子电池的电芯为中空结构,电芯内存在一圆柱形的卷芯孔65(该卷芯孔65与通孔11同轴),利用第一注液孔23a的设置,使用户能将注液针内的电解液直接注入上述卷芯孔65内,这不仅能缩短注液时间,还能提升电解液对电芯内极片的浸润效率;在注液完成以后,通过所述第一密封钉26a完成对所述第一注液孔23a的封闭。
84.可选的,所述第一注液孔23a包括沿所述圆盘部21的厚度方向延伸的第一孔段和第二孔段;
85.所述圆盘部21上还设置有位于第一孔段的底面和第一密封钉26a之间的第三绝缘垫25a。
86.第一密封钉26a焊接于圆盘部21上,以完成对第一注液孔23a的封闭,在此基础上,利用第三绝缘垫25a(凸台状)的设置,加强第一密封钉26a和圆盘部21之间的连接强度;同时利用第三绝缘垫25a能在高温高压条件下熔融的特性,对第一密封钉26a和圆盘部21之间的空隙进行填充,以提升第一密封钉26a对第一注液孔23a的密封性能。
87.需要说明的是,为便利第三绝缘垫25a的放置,还可以在圆盘部21上设置与第三绝缘垫25a适配的第一密封槽24a,以收纳第三绝缘垫25a,保持圆盘部21表面的平整度。
88.可选的,所述转接片66设置有与所述第一注液孔23a对应设置的过孔67。
89.如上所述,利用过孔67的设置,以避免转接片66干扰注液针探入第一注液孔23a的
操作,确保注液针内的电解液能经由第一注液孔23a顺利注入卷芯孔65内。
90.需要说明的是,在转接片66对应的电池端盖上设置有泄压通孔2711的情况下,转接片66上的过孔67可以相应移除,以降低转接片66的制作难度,提升电池整体的制作效率。
91.可选的,所述转接片66包括沿所述电池外筒61的高度方向延伸的多个弯折段,每个弯折段分别设置有与所述第一注液孔23a对应的过孔67。
92.利用多个弯折段的设置,使转接片66能在电池外筒61的高度方向适应性调整自身的高度,以适配不同规格的电芯组件62和极柱20之间的距离,确保电芯组件62和极柱20之间能通过转接片66获得良好的电连接关系。
93.需要说明的是,就任意一个弯折段设置的与所述第一注液孔23a对应的过孔67来说,第一注液孔23a位于其(指过孔67)在圆盘部21内的投影,通过上述设置,能在注液针探入第一注液孔23a时,避免注液针与转接片66之间的碰撞和剐蹭,保证注液过程的顺利进行。
94.示例性的,如图4所示,转接片66包括第一折弯段661、第二折弯段662和第三折弯段663,第一折弯段661、第二折弯段662和第三折弯段663上均设置有过孔67。
95.可选的,所述电芯组件62包括卷芯孔65,所述卷芯孔65贯通所述电芯组件62,所述过孔67与所述卷芯孔65呈同轴设置。
96.如上所述,在转接片66上设置有过孔67的情况下,使过孔67和卷芯孔65呈同轴设置,以便利转接片66在电芯组件62端部的放置和定位,即用户在将转接片66放置于电芯组件62的端部以后,通过调整转接片66的位置,使过孔67和卷芯孔65保持同轴关系,便能快速确定转接片66的放置位置,后续基于该放置位置进行焊接,以完成转接片66和电芯组件62之间的连接。
97.可选的,所述端盖本体10上开设有第二注液孔23b,所述第二注液孔23b贯通所述端盖本体10,所述端盖本体10上还设置有用于封闭所述第二注液孔23b的第二密封钉26b。
98.如上所述,为完成电解液的注入操作,除了在极柱20上开设第一注液孔23a的设置外,还可以在端盖本体10上开设第二注液孔23b,第二注液孔23b与通孔11相互独立。
99.优选的,端盖本体10和第二密封钉26b之间还可以设置第四绝缘垫25b,第四绝缘垫25b的作用和第三绝缘垫25a的作用相同,为避免重复,便不再赘述。
100.需要说明的是,为便利第四绝缘垫25b的放置,还可以在端盖本体10上设置与第四绝缘垫25b适配的第二密封槽24b,以收纳第四绝缘垫25b,保持端盖本体10表面的平整度。
101.可选的,所述端盖本体10上还设置有第二绝缘垫50,所述第二绝缘垫50位于所述端盖本体10背离所述第一绝缘垫30的一侧表面上,所述第二绝缘垫50设置有与所述第二注液孔23b对应设置的缺口52。
102.如上所述,在端盖本体10上设置有第二绝缘垫50和第二注液孔23b的情况下,利用第二绝缘垫50上的缺口52的设置,以避免第二绝缘垫50的存在干扰第二注液孔23b的应用。
103.需要说明的是,所述第二注液孔23b位于缺口52在端盖本体10上的投影内,通过上述设置,在注液针探入第二注液孔23b时,能避免注液针与第二绝缘垫50之间的接触。
104.可选的,所述端盖本体10上还设置有第二绝缘垫50,所述第二绝缘垫50位于所述端盖本体10背离所述第一绝缘垫30的一侧表面上;
105.所述转接片66在端盖本体10上的投影位于所述第二绝缘垫50在所述端盖本体10
上的投影内。
106.利用上述设置,以确保第二绝缘垫50能完全分隔端盖本体10和转接片66,避免端盖本体10和转接片66之间因相互接触而造成电池短路的情况,保障电池的使用安全。
107.可选的,所述电池外筒61和所述电芯组件62之间设置有绝缘胶纸64,所述转接片66位于所述绝缘胶纸64围合的区域内。
108.如图11和图12所示,利用绝缘胶纸64的设置,对转接片66和电池外筒61之间进行分隔,避免转接片66和电池外筒61之间因相互接触而造成电池短路的情况,确保电池的使用安全。
109.需要说明的是,转接片66的数量为两个,绝缘胶纸64的数量也为两个,其中一个绝缘胶纸64位于电芯组件62的一端,另一个绝缘胶纸64位于电芯组件62的另一端。
110.示例性的,所述电池外筒61为两端开口的薄壁柱状结构,所述绝缘胶纸64可以粘贴在电池外筒61的内壁,也可以粘贴在电芯组件62的两端。
111.上述电芯组件62可理解为经隔膜、正极片和负极片卷绕后形成的中空结构的卷芯,上述电芯组件62两端的极耳的极性相反。
112.如图11和图12所示,本技术实施例还提供一种锂离子电池制作方法,所述方法包括:
113.301、获取顶部端盖60、底部端盖63、电芯组件62和电池外筒61;
114.302、将电芯组件62装入电池外筒61中,并完成顶部端盖60与电芯组件62一端的电连接,以及底部端盖63与电芯组件62另一端的电连接。
115.303、完成顶部端盖60在电池外筒61的一端开口处的焊接,以及底部端盖63在电池外筒61的另一端开口处的焊接;
116.304、在电芯组件62中注入电解液;
117.305、对顶部端盖60进行封口,获得所述锂离子电池。
118.示例性的,获取顶部端盖60的过程可以为:
119.如图1和图2所示,将第一绝缘垫30放置于极柱20和端盖本体10之间,并使第一绝缘垫30位于第一环槽12内,随后通过加热加压的方式,使极柱20和端盖本体10通过第一绝缘垫30密封连接。
120.为了保证密封效果,还可以在第一溢胶槽40和第二溢胶槽13内分别填充第一密封胶和第二密封胶。
121.随后在端盖本体10的下表面(第一环槽12开设于端盖本体10的上表面)贴设第二绝缘垫50,并通过加热加压的方式使第二绝缘垫50与端盖本体10固定连接。
122.最后通过激光焊接的方式,将转接片66与柱部22穿出第一通孔11的部分进行焊接,以完成转接片66与极柱20之间的电连接。
123.如图8和图9所示,获取底部端盖63的过程与获取顶部端盖60的过程基本一致,区别在于,最后通过激光焊接的方式,将转接片66与柱部22穿出第一通孔11的部分进行焊接,以完成转接片66与极柱20之间的电连接。
124.示例性的,获取电芯组件62的过程可以为:
125.对隔膜、负极片和正极片进行卷绕,获得电芯本体,随后对电芯本体两侧的极耳进行揉压处理,最后将绝缘胶纸64贴设于电芯本体的一侧,将绝缘胶纸64贴设于电芯本体的
另一侧,即获得所述电芯组件62。
126.示例性的,顶部端盖60通过转接片66与电芯组件62一端的极耳电连接(通过激光焊接等方式),底部端盖63通过转接片66与电芯组件62的另一端的极耳电连接(通过激光焊接等方式)。
127.随后通过激光焊接等方式完成顶部端盖60与电池外筒61一端开口的密封连接,以及底部端盖63与电池外筒61另一端开口的密封连接。
128.示例性的,在电芯组件62中注入电解液的过程可以为:经由顶部端盖60上的第一注液孔23a,将电解液注入电芯组件62内部的卷芯孔65中,以完成电解液在电芯组件62内的浸润。
129.示例性的,对顶部端盖60进行封口,获得所述锂离子电池的过程可以为:在注液操作完成后,对电池外筒61以及装配于电池外筒61内的电芯组件62进行化成等工序,待化成等工序完成以后,利用第三绝缘垫25a对第一注液孔23a进行封闭,并将第一密封钉26a压设于第三绝缘垫25a上,最后完成第一密封钉26a在第一密封槽24a内的焊接。
130.需要说明的是,如图1至图3所示,圆盘部21上开设有第一注液孔23a的电池端盖可理解为顶部端盖60;如图5至图7所示,端盖本体10上开设有第二注液孔23b的电池端盖也可理解为顶部端盖60;如图8至图10所示,端盖本体10上设置有泄压通孔2711的电池端盖可理解为底部端盖63。
131.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1