一种新型HJT电池片串焊结构的制作方法
一种新型hjt电池片串焊结构
技术领域
1.本实用新型属电池片串焊技术领域,具体涉及一种新型hjt电池片串焊结构。
背景技术:
2.hjt电池片的焊接工艺采用常规多主栅的方式有些不足,新的焊接工艺和稳定性待研究开发。目前业内还是少数,稳定性、良率还要突破。hjt电池片的焊接工艺其需要低温银浆和低温焊接技术,减少银浆的消耗是未来的需求,薄片化给焊接带来了新的挑战,如何降低焊接过程中的隐裂以及提高焊接质量是hjt技术的痛点。
3.目前hjt电池结构仍然是采用mbb多栅方式和ibc结构两种方式,存在银浆消耗过多,无论是采用多个栅线和焊带焊接方式还是ibc背接触焊接在串焊过程中增加了隐裂和碎片的风险,良率不高;及时采用叠瓦方式印刷式叠瓦专利受限,点胶可靠性不足;叠片组件需要考虑两个方面的问题,一是利用导电胶进行电池片的连接,自动化生产难度大;二是电池片间电流主要通过细栅线收集,一旦出现断栅,会增加串阻从而增加功率损耗,尤其是相邻细栅之间断栅。
技术实现要素:
4.本实用新型的目的在于提供一种新型hjt电池片串焊结构,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种新型hjt电池片串焊结构,包括半片电池片,所述半片电池片的正极面片上设有位于半片电池片正面左侧的正极主栅线以及垂直于该正极主栅线的若干副栅线,所述半片电池片的负极面片上设有位于半片电池片背面的负极主栅线以及背电场;
6.相邻两个所述半片电池片之间采用焊带串联,所述焊带第一焊接处、第二焊接处以及设于第一焊接处和第二焊接处之间的折弯部;
7.所述焊带上的第一焊接处的下表面与位于左侧的半片电池片上的负极主栅线焊连,所述焊带上的第二焊接处的上表面与位于右侧的半片电池片上的正极主栅线焊连。
8.优选的,所述半片电池片采用垂直于副栅线或平行于正极主栅线的切割方式进行切割。
9.优选的,所述正极主栅线平行于半片电池片的半片切割面,所述负极主栅线平行于半片电池片的半片切割面,且负极主栅线设于与正极主栅线相对的一侧。
10.优选的,所述焊带为扁平焊带,所述焊带的厚度为.mm,所述焊带由铝表面镀锡、铜表面镀锡或柔性导电膜材质制得。
11.优选的,所述第一焊接处和第二焊接处上均设有等距离排列设置的通孔。
12.本实用新型的技术效果和优点:该新型hjt电池片串焊结构,半片电池片的正极采用一条正极主栅线和垂直与此正极主栅线的副栅组成,半片电池片的负极采用一根负极主栅线和背电场组成,半片电池片采用垂直于副栅线或平行于正极主栅线的切割方式进行切
割,正极主栅线平行于半片电池片的半片切割面,负极主栅线平行于半片电池片的半片切割面,
13.焊带上的第一焊接处的下表面与位于左侧的半片电池片上的负极主栅线焊连,焊带上的第二焊接处的上表面与位于右侧的半片电池片上的正极主栅线焊连,这种电池片的串焊结构,能解决焊接过程的隐裂问题,同时本发明大大降低了银浆和焊带的消耗量,降低了成本,银浆用量减少达80%以上,焊带6的消耗量也减少在60%以上;ctm增幅60%以上;eva/poe厚度降低幅度 35%-40%,电池结构正极和负极均是由一个极栅组成,焊带方面可以采用铝或者铜以及导电膜来串焊电池片;由于是采用一个极栅线,大大降低了银浆的消耗量,减少了焊接多个栅线造成的隐裂和碎片。
附图说明
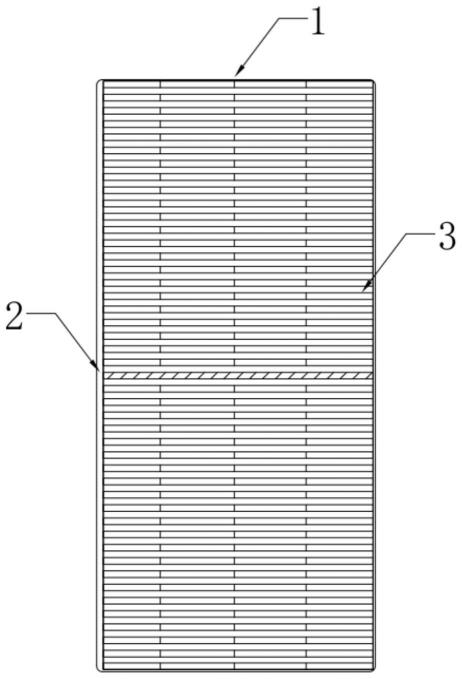
14.图1为本实用新型半片电池片正面的结构示意图;
15.图2为本实用新型半片电池片背面的结构示意图;
16.图3为本实用新型多个半片电池片串联的正面结构示意图;
17.图4为本实用新型多个半片电池片串联的背面的结构示意图;
18.图5为本实用新型焊带连接相邻两个半片电池片的结构示意图;
19.图6为本实用新型焊带的结构示意图;
20.图7为本实用新型焊带的立体图。
21.图中:1、半片电池片;2、正极主栅线;3、副栅线;4、负极主栅线;5、背电场;6、焊带;7、第一焊接处;8、第二焊接处;9、折弯部;10、通孔。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.本实用新型提供了如图1-7所示的一种新型hjt电池片串焊结构,包括半片电池片1,所述半片电池片1的正极面片上设有位于半片电池片1正面左侧的正极主栅线2以及垂直于该正极主栅线2的若干副栅线3,所述半片电池片1的负极面片上设有位于半片电池片1背面的负极主栅线4以及背电场5,所述半片电池片1采用垂直于副栅线3或平行于正极主栅线2的切割方式进行切割,所述正极主栅线2平行于半片电池片1的半片切割面,所述负极主栅线4平行于半片电池片1的半片切割面,且负极主栅线4设于与正极主栅线2相对的一侧;
24.半片电池片1的正极采用一条正极主栅线2和垂直与此正极主栅线2的副栅线3组成,半片电池片1的负极采用一根负极主栅线4和背电场5组成,半片电池片1采用垂直于副栅线3或平行于正极主栅线2的切割方式进行切割,正极主栅线2平行于半片电池片1的半片切割面,负极主栅线4平行于半片电池片1的半片切割面;
25.如图5和图6所示,相邻两个所述半片电池片1之间采用焊带6串联,所述焊带6第一焊接处7、第二焊接处8以及设于第一焊接处7和第二焊接处 8之间的折弯部9,所述焊带6为扁平焊带,所述焊带6的厚度为0.1mm,所述焊带6由铝表面镀锡、铜表面镀锡或柔性导电膜
材质制得,所述第一焊接处7和第二焊接处8上均设有等距离排列设置的通孔10,如图7所示,焊带 6上打通孔10,减少焊带焊接过程产生的应力问题,增加变形量和应力释放;
26.所述焊带6上的第一焊接处7的下表面与位于左侧的半片电池片1上的负极主栅线4焊连,所述焊带6上的第二焊接处8的上表面与位于右侧的半片电池片1上的正极主栅线2焊连;两个半片电池片1之间串联扁平焊带6,经过折弯进行串联焊接,焊带6为平焊带,厚度可以做在0.01mm,材质可以是铝或者铜表面镀锡,也可以采用柔性导电膜材质。
27.该新型hjt电池片串焊结构,半片电池片1的正极采用一条正极主栅线2 和垂直与此正极主栅线2的副栅线3组成,半片电池片1的负极采用一根负极主栅线4和背电场5组成,半片电池片1采用垂直于副栅线3或平行于正极主栅线2的切割方式进行切割,正极主栅线2平行于半片电池片1的半片切割面,负极主栅线4平行于半片电池片1的半片切割面,
28.焊带6上的第一焊接处7的下表面与位于左侧的半片电池片1上的负极主栅线4焊连,焊带6上的第二焊接处8的上表面与位于右侧的半片电池片1上的正极主栅线2焊连,这种电池片的串焊结构,能解决焊接过程的隐裂问题,同时本发明大大降低了银浆和焊带6的消耗量,降低了成本,银浆用量减少达80%以上,焊带6的消耗量也减少在60%以上;ctm增幅60%以上;eva/poe厚度降低幅度35%-40%,电池结构正极和负极均是由一个极栅组成,焊带6方面可以采用铝或者铜以及导电膜来串焊电池片;由于是采用一个极栅线,大大降低了银浆的消耗量,减少了焊接多个栅线造成的隐裂和碎片。
29.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1