用于执行多级感应加热的电极辊压装置和方法与流程
1.本技术要求基于2020年7月13日提交的韩国专利申请10-2020-0085861和10-2020-0085864的优先权,并通过引用将这些韩国专利申请的全部内容并入本文。
2.本发明涉及一种用于执行多级感应加热的电极辊压装置和方法。
背景技术:
3.随着技术发展和对于移动设备的需求的增加,对于二次电池的需求也在迅速增长。尤其是,锂二次电池因其高能量密度、高工作电压以及出色的存储和寿命特性,被广泛用作各种电子产品以及各种移动设备的能源。
4.随着二次电池应用领域的扩大,对大容量二次电池的需求迅速增长。作为提高二次电池容量的一种方法,正在研究增加电极混合物层的装填量的技术。然而,当电极混合物层的装填量增加时,导致电极的体积增加。为了减小电极的体积,要求以更高的压力对电极进行辊压的工艺。在以高压力对电极进行辊压的工艺中,可能会在电极基板的侧部、特别是未涂覆部分区域中产生拱曲(camber),并且工艺缺陷率可能会增加,这成为问题。
5.因此,需要一种技术来增加电极混合物层的装填量,最小化电极的体积增加,并且减少工艺故障。
6.[现有技术文献]
[0007]
[专利文件]
[0008]
美国专利公开号2011-0289790
技术实现要素:
[0009]
技术问题
[0010]
本发明是为了解决上述问题而研发,并且本发明的目的是提供一种用于执行多级感应加热的电极辊压装置和方法。
[0011]
技术方案
[0012]
本发明提供一种用于对电极基板进行辊压的装置,电极基板包括集流体层、以及形成在集流体层的一个表面或两个表面上的电极混合物层。在一个示例中,根据本发明的装置包括:第一感应加热单元,被配置为对电极基板进行感应加热;电极辊压单元,被配置为辊压第一感应加热的电极基板;以及第二感应加热单元,被配置为对辊压的电极基板进行感应加热。
[0013]
在一个示例中,第一感应加热单元和第二感应加热单元分别对包括电极基板的涂覆部分和未涂覆部分的边界线的区域进行感应加热。
[0014]
在一个示例中,第一感应加热单元对基于电极基板的涂覆部分和未涂覆部分的边界线位于两侧的涂覆部分的部分区域和未涂覆部分的整个区域进行感应加热。此外,第二感应加热单元对基于电极基板的涂覆部分和未涂覆部分的边界线位于一侧的涂覆部分的部分区域进行感应加热。
[0015]
在另一示例中,第一感应加热单元对基于电极基板的涂覆部分和未涂覆部分的边界线位于两侧的涂覆部分的部分区域和未涂覆部分的整个区域进行感应加热。此外,第二感应加热单元基于电极基板的涂覆部分和未涂覆部分的边界线对涂覆部分和未涂覆部分进行感应加热。
[0016]
在特定示例中,第一感应加热单元的加热板的机器方向(md)上的长度相对于横向方向(td)上的长度的比值(md:td)在10:90到30:70的范围内。此外,第二感应加热单元的加热板的机器方向(md)上的长度相对于横向方向(td)上的长度的比值(md:td)在60:40到85:15的范围内。
[0017]
在更具体的示例中,第一感应加热单元的加热板的面积在1300至2000mm2的范围内。此外,第二感应加热单元的加热板的面积在800至1400mm2的范围内。
[0018]
在特定示例中,电极辊压单元对电极基板进行辊压的压区压力在1.8至6吨/厘米的范围内。
[0019]
在特定示例中,第一感应加热单元的加热板分别位于电极基板的两个侧表面的上部分、下部分、或者上部分和下部分。电极辊压单元位于覆盖电极基板的涂覆部分的区域中。此外,第二感应加热单元的加热板分别位于电极基板的两个侧表面的上部分、下部分、或者上部分和下部分。第一和第二感应加热单元的加热板以及电极辊压单元的位置基于电极基板的移动路径。
[0020]
此外,本发明提供了一种用于对电极基板进行辊压的方法,电极基板包括集流体层、以及形成在集流体层的一个表面或两个表面上的电极混合物层。在一个示例中,根据本发明的方法包括:对电极基板进行第一感应加热;通过压区压力辊压第一感应加热的电极基板;以及对辊压的电极基板进行第二感应加热。
[0021]
在一个示例中,电极基板包括沿涂覆部分和未涂覆部分之间的边界线的绝缘涂覆的区域,并且在第一感应加热和第二感应加热期间,对电极基板进行感应加热的区域包括所述绝缘涂覆的区域。
[0022]
在一个示例中,在第一感应加热期间,对基于电极基板的涂覆部分和未涂覆部分的边界线位于两侧的涂覆部分的部分区域和未涂覆部分的整个区域进行感应加热,并且在第二感应加热期间,对基于电极基板的涂覆部分和未涂覆部分的边界线位于一侧的涂覆部分的部分区域进行感应加热。
[0023]
在另一示例中,在第一感应加热期间,对基于电极基板的涂覆部分和未涂覆部分的边界线位于两侧的涂覆部分的部分区域和未涂覆部分的整个区域进行感应加热,并且在第二感应加热期间,基于电极基板的涂覆部分和未涂覆部分的边界线对涂覆部分和未涂覆部分进行感应加热。
[0024]
在特定示例中,电极基板包括沿涂覆部分和未涂覆部分之间的边界线绝缘涂覆的区域。
[0025]
在一个示例中,在第一感应加热期间,将电极基板加热到80℃或更低的温度,以及在第二感应加热期间,将电极基板加热到60℃或更高的温度。
[0026]
在特定示例中,在辊压过程期间,通过1.8至6吨/厘米范围内的压区压力对电极基板进行辊压。
[0027]
在特定示例中,在辊压期间,在机器方向(md)上传送电极基板,并且传送速度在10
到110米/分钟的范围内。
[0028]
在特定示例中,对已经经过单独干燥过程的电极基板执行辊压。这是指在将干燥过程应用于电极基板之后,将上述电极辊压方法应用于干燥的电极基板。
[0029]
有益效果
[0030]
根据本发明的电极辊压装置和方法,可以防止在对电极基板进行辊压的过程中在未涂覆部分上产生拱曲,并且可以提高制造过程的效率。
附图说明
[0031]
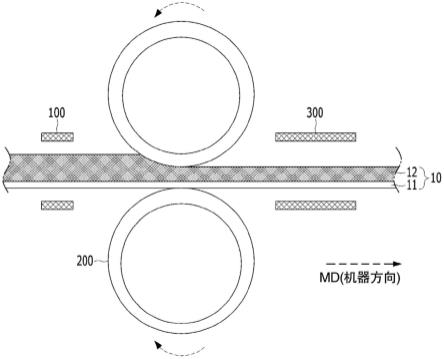
图1示出根据本发明的实施例的对电极进行辊压的过程。
[0032]
图2和3是分别示出根据本发明的实施例的第一感应加热过程和第二感应加热过程的示意图。
[0033]
图4是示出根据本发明的实施例的电极辊压过程的流程图。
[0034]
图5和6是分别示出对根据示例和比较例的电极基板试样进行物理特性评估的结果的图表。
[0035]
图7和8示出对根据比较例和示例1的电极基板试样的位置缺陷率进行评估的结果。
具体实施方式
[0036]
下文中,将参考附图详细描述本发明。本说明书和权利要求书中使用的术语和词语不应被解释为限于普通术语或字典术语,发明人可以正确定义术语的概念,以便最好地描述其发明。术语和词语应被解释为与本发明的技术思想一致的含义和概念。
[0037]
本发明提供一种用于对电极进行辊压的装置。在一个示例中,根据本发明的用于对包括集流体层、以及形成在集流体层的一个表面或两个表面上的电极混合物层的电极基板进行辊压的装置包括:第一感应加热单元,被配置为对电极基板进行感应加热;电极辊压单元,被配置为辊压第一感应加热的电极基板;以及第二感应加热单元,被配置为对辊压的电极基板进行感应加热。
[0038]
作为实现高密度电极的一种方式,增加施加到电极基板上的压区压力(nip pressure)。在这种工艺中,可能在电极基板的侧部(特别是未涂覆部分区域)上产生拱曲,并且工艺缺陷率可能增加,这成为问题。在本发明中,通过在对电极基板进行辊压的过程之前和之后执行对每个电极基板进行感应加热的过程,已确认:即使在高压区压力下对电极基板进行辊压,仍可以显著减少上述拱曲的产生。此外,如果电极基板的拱曲减少,则可以降低工艺缺陷率,并且可以在卷绕电极基板时增加卷绕量。因此,通过将根据本发明的电极辊压装置应用于电极的制造,可以显著提高工艺效率。
[0039]
具体而言,本发明的电极辊压装置包括分别在电极辊压单元的前端和后端处形成的第一感应加热单元和第二感应加热单元。第一感应加热单元通过在对电极基板进行辊压之前执行感应加热来解决施加到电极基板上的应力。第二感应加热单元解决尽管所述第一感应加热仍然会残留的应力,并且解决在辊压过程期间施加到电极基板上的应力。此外,通过应用第二感应加热单元,还具有使形成集流体层的金属箔的拉伸均匀化的效果。
[0040]
在本发明中,通过第一感应加热单元和第二感应加热单元,基于电极基板的涂覆
部分和未涂覆部分的边界线,对电极基板进行感应加热。具体而言,第一感应加热单元和第二感应加热单元分别对包括电极基板的涂覆部分和未涂覆部分的边界线的区域进行感应加热。涂覆部分是指集流体层中的涂覆有电极混合物层的区域,未涂覆部分是指集流体层中的未涂覆电极混合物层的区域。因此,涂覆部分和未涂覆部分的层叠结构和厚度是不同的,并且施加在电极基板上的应力集中在涂覆部分和未涂覆部分的边界线上。在一个示例中,第一感应加热单元对基于电极基板的涂覆部分和未涂覆部分的边界线位于两侧的涂覆部分的部分区域和未涂覆部分的整个区域进行感应加热。此外,第二感应加热单元对基于电极基板的涂覆部分和未涂覆部分的边界线位于一侧的涂覆部分的部分区域进行感应加热。
[0041]
在另一示例中,第一感应加热单元对基于电极基板的涂覆部分和未涂覆部分的边界线位于两侧的涂覆部分的部分区域和未涂覆部分的整个区域进行感应加热。此外,第二感应加热单元基于电极基板的涂覆部分和未涂覆部分的边界线对涂覆部分和未涂覆部分进行感应加热。在这种情况下,第二感应加热单元可以以电极基板的涂覆部分和未涂覆部分的边界线为中心执行感应加热。在此,可以同时加热涂覆部分和未涂覆部分的部分区域。
[0042]
在另一示例中,第一感应加热单元的加热板的机器方向(md)上的长度与横向方向(td)上的长度的比值(md:td)在10:90至30:70的范围内。具体而言,在第一感应加热单元的加热板中,机器方向(md)上的长度相对于横向方向(td)上的长度的比值(md:td)在15:85至30:70的范围内,或者在20:80至30:70的范围内,或在10:90至25:75的范围内,或者在10:90至20:80的范围内,或者在15:85至25:75的范围内,或者为20:80。此外,第二感应加热单元的加热板的机器方向(md)上的长度相对于横向方向(td)上的长度的比值(md:td)在60:40至85:15的范围内。具体而言,在第二感应加热单元的加热板中,机器方向(md)上的长度相对于横向方向(td)上的长度的比值(md:td)在65:35至85:15的范围内,或者在60:40至80:20的范围内,或者在70:30至80:20的范围内,或者为75:25。具体而言,在对电极基板进行辊压之前执行的第一感应加热中,电极基板的大区域被感应加热相对较短的时间。在对电极基板进行辊压之后执行的第二感应加热中,感应加热相对较长时间集中在电极基板的特定区域。
[0043]
在特定示例中,第一感应加热单元的加热板的面积在1300至2000mm2的范围内。例如,第一感应加热单元的加热板具有其中机器方向(md)上的宽度为20mm、横向方向(td)上的宽度为80mm的结构。此外,第二感应加热单元的加热板的面积在800至1400mm2的范围内。例如,第二感应加热单元的加热板具有其中机器方向(md)上的宽度为60mm、横向方向(td)上的宽度为20mm的结构。
[0044]
在另一示例中,电极辊压单元对电极基板进行辊压的压区压力在1.8至6吨/厘米的范围内。具体而言,在电极辊压单元中,施加到电极基板的压区压力在2至6吨/厘米的范围内,或者在2.5至6吨/厘米的范围内,或者在2.8至6吨/厘米的范围内,或者在2.8至4吨/厘米的范围内。作为实现高密度电极的一种方式,增加施加到电极基板上的压区压力。在本发明中,即使在相对较高级别的压区压力下对电极基板进行辊压,仍可以显著降低拱曲产生级别。
[0045]
在一个示例中,基于电极基板的移动路径,第一感应加热单元的加热板分别位于电极基板两个侧表面的上部分、下部分、或者上部分和下部分,基于电极基板的移动路径,
电极辊压单元位于覆盖电极基板的涂覆部分的区域中,并且基于电极基板的移动路径,第二感应加热单元的加热板分别位于电极基板的两个侧表面的上部分、下部分、或者上部分和下部分。
[0046]
在本发明中,电极基板的移动路径是指基于沿输送线移动的电极基板,指定用于对电极基板进行加热或辊压的加热板和辊压单元的位置。
[0047]
在本发明中,第一感应加热单元和第二感应加热单元对电极基板的两个侧表面进行感应加热,具体而言,以电极基板的涂覆部分和未涂覆部分的边界线为中心对电极基板进行感应加热。此外,电极辊压单元对电极基板的正表面进行辊压,具体而言,对电极基板的涂覆部分进行辊压。在某些情况下,在本发明中,第一感应加热单元和第二感应加热单元分别对电极基板的两个侧表面进行感应加热。具体而言,第一感应加热单元和第二感应加热单元以电极基板的涂覆部分和未涂覆部分的边界线为中心对电极基板进行感应加热,并且分别对包括涂覆部分和未涂覆部分的特定区域的范围进行感应加热。
[0048]
此外,本发明提供了一种通过使用上述电极辊压装置对电极进行辊压的方法。在一个示例中,根据本发明的用于对包括集流体层以及形成在集流体层的一个表面或两个表面上的电极混合物层的电极基板进行辊压的方法包括:对电极基板进行第一感应加热;通过一定或更大的压区压力辊压第一感应加热的电极基板;以及对辊压的电极基板进行第二感应加热。根据本发明的电极辊压方法,通过在对电极基板进行辊压之前和之后分别执行第一和第二感应加热步骤,即使在高压区压力下对电极基板进行辊压,仍可以显著减少拱曲的产生,从而降低工艺缺陷率,并且可以在卷绕电极基板时增加卷绕量。
[0049]
在一个示例中,电极基板包括沿涂覆部分和未涂覆部分之间的边界线的绝缘涂覆的区域,并且在第一感应加热和第二感应加热期间,对电极基板进行感应加热的区域包括所述绝缘涂覆的区域。
[0050]
在另一示例中,在第一感应加热期间,对基于电极基板的涂覆部分和未涂覆部分的边界线位于两侧的涂覆部分的部分区域和未涂覆部分的整个区域进行感应加热,以及在第二感应加热期间,对基于电极基板的涂覆部分和未涂覆部分的边界线位于一侧的涂覆部分的部分区域进行感应加热。具体而言,根据本发明的电极辊压方法,在第一感应加热步骤中,施加到电极基板上的应力得到解决,并且在第二感应加热步骤中,剩余应力以及施加到电极基板上的应力得到解决。此外,第二感应加热步骤显示了使金属箔的拉伸均匀化的效果。通常,由于电极的涂覆部分和未涂覆部分之间的拉伸差异,会产生电极拱曲。在本发明中,通过应用两级感应加热,诱导未涂覆部分的额外拉伸,通过该拉伸减少了涂覆部分和未涂覆部分之间的拉伸差异,并且改善了电极拱曲。
[0051]
在另一示例中,在第一感应加热期间,对基于电极基板的涂覆部分和未涂覆部分的边界线位于两侧的涂覆部分的部分区域和未涂覆部分的整个区域进行感应加热,并且在第二感应加热期间,基于电极基板的涂覆部分和未涂覆部分的边界线对涂覆部分和未涂覆部分进行感应加热。在这种情况下,在第二感应加热步骤中,以涂覆部分和未涂覆部分的边界线为中心加热电极基板,并且分别对包括涂覆部分和未涂覆部分的特定区域的区域进行感应加热。
[0052]
在一个示例中,电极基板包括沿涂覆部分和未涂覆部分之间的边界线的绝缘涂覆的区域。在本发明中,当电极基板包括上述绝缘涂覆的区域时,电极基板的涂覆部分和未涂
覆部分的边界线可以是指该绝缘涂覆的区域。绝缘涂覆的区域例如是其中形成有绝缘涂层的区域,该绝缘涂层包含沿着涂覆部分和未涂覆部分接触处的线的无机元素。
[0053]
在一个示例中,在第一感应加热期间将电极基板加热到80℃或更低的温度,并且在第二感应加热期间将电极基板加热到60℃或更高的温度。具体而言,在第一感应加热步骤期间,将电极基板加热到45℃至80℃或45℃至60℃范围内的温度。此外,在第二感应加热步骤期间,将电极基板加热到60℃至140℃或80℃至105℃范围内的温度。在第一感应加热步骤中,将电极基板加热到相对较低的温度。这是为了解决辊压前未涂覆部分的应力。此外,在第二感应加热步骤中,将电极基板加热到相对较高的温度。这是为了解决在辊压过程期间集中的应力,并其使未涂覆部分的拉伸级别均匀化。作为参考,本发明中的加热的电极基板的温度是基于电极混合物层的温度进行评估的。
[0054]
在另一示例中,在电极辊压步骤期间,电极辊压单元对电极基板进行辊压所采用的压区压力在1.8至6吨/厘米的范围内。具体而言,在电极辊压步骤中,施加在电极基板上的压区压力在2至6吨/厘米的范围内,或者在2.5至6吨/厘米的范围内,或者在2.8至6吨/厘米的范围内,或者在2.8至4吨/厘米的范围内。作为实现高密度电极的一种方式,增加施加在电极基板上的压区压力。在本发明中,即使在相对较高级别的压区压力下对电极基板进行辊压,仍可以显著降低拱曲产生级别。
[0055]
在一个示例中,在辊压过程期间,沿机器方向(md)传送电极基板,并且传送速度在10至110米/分钟的范围内。例如,可以在电极基板传送被中断的状态下执行第一感应加热步骤和第二感应加热步骤,但是,在电极基板的传送期间执行第一感应加热步骤和第二感应加热步骤有利于工艺效率。具体而言,电极基板的传送速度在10至100米/分钟的范围内,或者在10至90米/分钟的范围内,或者在10至80米/分钟的范围内,或者在50至110米/分钟的范围内,或者在70至90米/分钟的范围内。电极基板的传送速度是在根据辊压保持产品均匀性的同时不会降低工艺效率的范围内。
[0056]
在具体示例中,上述电极辊压装置或方法适用于已经经历单独干燥过程的电极基板。在将电极浆料排放到电极集流体的一个表面或两个表面上后,电极基板经历干燥过程。通过将上述电极辊压装置或方法应用于已经经历干燥过程的电极,可以解决施加在电极基板上的应力,并且减少未涂覆部分区域上的拱曲产生。
[0057]
在一个示例中,电极是指锂二次电池的正极和/或负极。
[0058]
正极具有将两层结构的正极活性材料层堆叠在正极集流体上的结构。在一个示例中,正极活性材料层包括正极活性材料、导电材料和粘合剂聚合物,并且如有必要,还可以包括本领域常用的正极添加剂。
[0059]
正极活性材料可以是含锂氧化物,并且可以相同或不同。含锂过渡金属氧化物可用作该含锂氧化物。
[0060]
例如,含锂过渡金属氧化物可以是从以下构成的组中选择的任一种,或者其中两种或更多种的混合物:li
x
coo2(0.5《x《1.3),li
x
nio2(0.5《x《1.3),li
x
mno2(0.5《x《1.3),li
x
mn2o4(0.5《x《1.3),li
x
(niacobmnc)o2(0.5《x《1.3,0《a《1,0《b《1,0《c《1,a+b+c=1),li
x
ni
1-y
coyo2(0.5《x《1.3,0《y《1),li
x
co
1-y
mnyo2(0.5《x《1.3,0≤y《1),li
x
ni
1-y
mnyo2(0.5《x《1.3,o≤y《1),li
x
(niacobmnc)o4(0.5《x《1.3,0《a《2,0《b《2,0《c《2,a+b+c=2),li
x
mn
2-z
nizo4(0.5《x《1.3,0《z《2),li
x
mn
2-z
cozo4(0.5《x《1.3,0《z《2),li
x
copo4(0.5《x《1.3),以及
li
x
fepo4(0.5《x《1.3),并且含锂过渡金属氧化物可被涂覆金属或金属氧化物,诸如铝(al)。此外,除了含锂的过渡金属氧化物之外,还可以使用从硫化物、硒化物和卤化物构成的组中选择的至少一种。
[0061]
正极活性材料可被包括在正极活性材料层中,以94.0wt%至98.5wt%的范围。当正极活性材料的含量满足上述范围时,在制造大容量电池、以及提供正极的足够导电性或者电极材料之间的粘合性方面是有利的。
[0062]
用于正极的集流体是具有高导电性的金属,并且可以使用可将正极活性材料浆料容易地附着于金属上并且在电化学装置的电压范围内不反应的任何金属。具体而言,用于正极的集流体的非限制性示例包括铝、镍或通过上述金属组合制造的箔。
[0063]
正极活性材料层还包括导电材料。导电材料的添加量通常为基于包括该正极活性材料的混合物的总重量的1%至30%(按重量计)。这种导电材料不受特别限制,只要它具有导电性且不会引起二次电池中的化学变化。例如,可以使用从以下构成的组中选择的一种或多种作为导电材料:石墨,诸如天然石墨或人造石墨;炭黑,诸如炭黑、乙炔黑、科琴黑、槽黑、炉黑、灯黑或热黑;导电纤维,诸如碳纤维或金属纤维;金属粉末,诸如氟化碳、铝或镍粉;导电晶须,诸如氧化锌或钛酸钾;导电金属氧化物,诸如氧化钛;以及聚苯衍生物。
[0064]
负极具有将两层结构的负极活性材料层堆叠在负极集流体上的结构。在一个示例中,负极活性材料层包括负极活性材料、导电材料和粘合剂聚合物,并且如有必要,还可以包括本领域常用的负极添加剂。
[0065]
负极活性材料可包括碳材料、锂金属、硅或锡。当碳材料用作负极活性材料时,可以使用低结晶碳和高结晶碳两者。低结晶碳的典型的代表性示例包括软碳和硬碳。高结晶碳的代表性示例包括从以下构成的组中选择的一种或多种:天然石墨、集结石墨、热解碳、中间相沥青基碳纤维、中间相碳微球、中间相沥青、以及高温煅烧碳,诸如石油或煤焦油沥青衍生焦炭。
[0066]
用于负极的集流体的非限制性示例包括铜、金、镍或者通过铜合金或上述金属的组合制造的箔。此外,集流体还可通过堆叠由上述材料制成的基板来使用。
[0067]
此外,负极可包括本领域常用的导电材料和粘合剂。
[0068]
下文中,将通过附图和示例更详细地描述本发明。由于本发明构思允许各种改变和众多实施例,因此将在附图中说明特定实施例并在文本中详细描述。然而,这并不旨在将本发明限制于所公开的特定形式,并且应当理解为包括本发明的精神和范围中包括的所有变更、等效物和替代物。
[0069]
图1示出根据本发明的实施例的对电极进行辊压的过程。参考图1,对包括集流体层11、以及形成在集流体层11上的电极混合物层12的电极基板10进行辊压的过程包括使用第一感应加热单元100对电极基板10进行第一感应加热,然后通过辊200对电极基板10进行辊压。通过第二感应加热单元300使被辊压的电极基板10再次经历第二感应加热。
[0070]
具体而言,本发明的电极辊压装置分别在使用辊200的电极辊压单元的前端和后端处形成第一感应加热单元100和第二感应加热单元300。第一感应加热单元100在电极基板10经历辊压过程之前对电极基板10进行感应加热,通过这种方式,施加到电极基板10上的应力得到解决。第二感应加热单元300可以解决即使在被第一感应加热单元100加热之后仍然残留的应力、以及在辊压过程期间施加的应力,并且可以使用于形成集流体层11的金
属箔的拉伸均匀化。
[0071]
图2和3是分别示出根据本发明的实施例的第一感应加热过程和第二感应加热过程的示意图。
[0072]
首先,参考图2,第一感应加热单元100以涂覆部分和未涂覆部分的边界线为中心对电极基板10进行感应加热。第一感应加热单元100通过分别位于电极基板10的两端的第一感应加热板110和120加热电极基板10。第一感应加热单元100对位于绝缘涂层13两侧的涂覆部分12的部分区域和未涂覆部分11的整个区域进行感应加热,所述绝缘涂层13对应于电极基板的涂覆部分12和未涂覆部分11的边界线。例如,第一感应加热板110和120具有分别在机器方向(md)上的宽度80mm和在横向方向(td)上的宽度20mm。
[0073]
参考图3,第二感应加热单元300对位于绝缘涂层13一侧的涂覆部分12的部分区域进行感应加热,所述绝缘涂层13对应于电极基板10的涂覆部分12和未涂覆部分11的边界线。第二感应加热单元300通过分别位于电极基板10的两端的第二感应加热板310和320加热电极基板10。例如,第二感应加热板310和320具有分别在机器方向(md)上的宽度20mm和在横向方向(td)上的宽度60mm。
[0074]
图4是示出根据本发明的实施例的电极辊压过程的流程图。参考图4,根据本发明的电极辊压方法包括:对电极基板进行第一感应加热(s100);通过一定或更大的压区压力辊压第一感应加热的电极基板(s200);以及对辊压的电极基板进行第二感应加热(s300)。例如,在第一感应加热步骤(s100)中,在48至55℃范围内的低温下对电极基板进行感应加热。加热的电极基板经历以2.8至3吨/厘米的压区压力对电极基板进行辊压的步骤,然后经过第二感应加热步骤(s300)。在第二感应加热步骤(s300)中,将电极基板感应加热到80至100℃范围内的温度,并且更具体而言,加热到85至95℃范围内的温度。
[0075]
【优选实施例的详细描述】
[0076]
下文中,将通过示例更详细地描述本发明。
[0077]
比较例和示例1至3
[0078]
将97重量份的ncm(lini
0.8
co
0.1
mn
0.1
o2)作为正极活性材料、0.1重量份的炭黑(fx35,denka,平均直径(d50)15至40nm)作为导电材料、以及2重量份的粘合剂元素添加到作为溶剂的nmp(n-甲基-2-吡咯烷酮)中,以制备电极浆料。将制备的电极浆料以500mg/25cm2的装填量涂覆在铝箔上,由此制造电极基板。
[0079]
对制造的电极基板进行辊压。具体而言,以3.0吨/厘米的压区压力使用辊对电极基板进行辊压,并且以表1的条件在辊压前后对每个电极基板进行感应加热。
[0080]
[表1]
[0081][0082]
在比较例中,仅执行了第一感应加热,而在示例1至3中,分别执行了第一和第二感应加热过程。在示例1至3中,第二感应加热时的电极基板的温度分别为85℃、90℃和95℃。
[0083]
实验例1
[0084]
对制造的电极基板试样的拱曲产生级别进行了比较。图5示出对根据比较例和示例的各10个电极基板试样的拱曲产生级别进行评估的结果。参考图5,根据比较例的电极基板的拱曲产生级别约为43mm。而另一方面,根据示例1至3的电极基板的拱曲产生级别为31至32mm,这比比较例的拱曲产生级别小了25至28%。
[0085]
实验例2
[0086]
对制造的电极基板试样的电极接片(electrode tab)强度进行了比较。具体而言,在电极基板的未涂覆部分区域上形成切口型电极接片后,测量所形成的电极接片的拉伸强度。
[0087]
图6示出对根据比较例和示例的各10个电极基板试样的接片强度进行评估的结果。参考图6,根据比较例的电极基板的接片强度约为10.1kgf。而另一方面,根据示例1至3的电极基板的接片强度为13.1至14.1kgf,这比比较例中的接片强度大了31至41%。
[0088]
实验例3
[0089]
对制备的电极基板试样的位置缺陷率进行了评估。具体而言,在执行了对根据比较例和示例1的电极基板进行冲压的过程之后制造电极。评估每个制造电极的x轴缺陷率、y轴缺陷率、tw缺陷率、通过视觉检查得到的错误测量/错误识别率、以及电极接片部分的位置的不匹配程度,并对它们的总和进行比较。
[0090]
图7和8示出了对根据比较例和示例1的电极基板试样的位置缺陷率进行评估的结果。图7示出了针对每个项目评估缺陷率的结果,图8示出了按项目的评估结果的总和。根据比较例的电极基板的位置缺陷率约为4.43%,而根据示例1的电极基板的位置缺陷率为3.07%,显著小于比较例中的位置缺陷率。
[0091]
在上文中,通过附图和示例更详细地描述了本发明。因此,说明书中描述的实施例和附图中描述的配置仅是本发明的最优选实施例,并不代表本发明的所有技术思想。应当理解,在提交本技术时,可能存在各种等价物和变体来代替它们。
[0092]
[参考编号说明]
[0093]
10:电极基板
[0094]
11:集流体层
[0095]
12:电极混合物层
[0096]
13:绝缘涂层
[0097]
100:第一感应加热单元
[0098]
110、120:第一感应加热板
[0099]
200:辊
[0100]
300:第二感应加热单元
[0101]
310、320:第二感应加热板
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1