机动车的电缆连接器的制作方法
本发明涉及一种机动车的电缆连接器以及一种用于制造电缆连接器的方法。
背景技术:
1、随着汽车出行电气化的增加,越来越高的电流在车辆中被传输。这通常通过电气电缆来实现。此外,电缆连接器还用于实现部件如功率电子器件、电池、马达等与电缆之间的连接以及第一电缆与第二电缆之间的连接。
2、所谓的插接连接器广泛流行。已知的汽车领域中的插接连接器大多基于弹簧接触。在这种弹簧弹性的插接连接器中,通常由金属制成的、引导电流的第一基体和第二基体利用设置在其之间的弹簧彼此连接/夹紧。弹簧的复位力实现了弹簧元件与两个基体的持久的机械和电气接触。这些通常非常薄的弹簧设计成使得它们至少在贴靠基体的接触面上具有许多点状突起,在所述点状突起处实现机械和电气连接。在接触点上,电流在弹簧和基体之间流动。由于这样起伏的面的有限的表面,使得接触电阻升高并且产生过渡部的焦耳发热。在这种设计方案中,电流承载能力的提高或者说接触电阻的降低以及由此损耗功率的降低几乎只能通过接触点的数量的提高来实现。在弹簧弹性的插接连接器中弹簧材料的选择也总是仅仅是在导电性和机械特性如弹性模量或松弛度之间的折衷。
3、当今车辆的电缆除了用于传导电能之外也越来越多地用于传导热量,这也是因为其电导体材料如铜和铝的良好导热性。因此,现今电缆通常是车辆中热管理的重要组成部分。两个电缆之间或电缆和电气部件之间的以及电气部件彼此之间的相互耦合,例如电池电芯连接器或电池模块连接器彼此之间或与电池电芯的耦合,所谓的飞线联接(fliegende kupplung),除了具有输送电流的任务之外,也因此具有输送热量的任务。然而,这种插接连接器不适合用于此目的,因为电缆线束中这样的过渡部经常反而由于焦耳损耗产生额外的不期望的热量。此外,由于通常很薄的弹簧部件而阻碍热传递,更严重地,由于结构形式而很薄的弹簧的很小的热容量还会导致急剧的升温,这在最坏的情况下会引起电缆起火。
4、螺旋连接器更好地适用于热传递。在此,利用通过螺纹产生的力将两个基体的相对较大的面压向彼此。大面积的接触减小欧姆电阻并且提高导热性。同样,与插接连接器相比,螺旋连接器通常具有大的热质量。因此,它们在高的瞬时电流情况下比薄的弹簧更慢地变热。以这种方式,它们通过连接部惰性的热特性提供了低过热风险。这种大的热质量和高的导热性特别是在电动驱动的车辆的动力系中是必要的,在这里在(通过能量回收)制动、加速或在大电流充电时可能出现大的电流强度。
5、然而,螺旋连接的缺点又在于,与插接相比,螺旋接合意味着更耗费的装配步骤,这样的装配步骤持续时间更长并且更易于出错。鉴于在电动出行领域中越来越自动化的制造,这尤其是有问题的。螺旋连接的装配的提高的时间耗费使其对于自动化的制造不具有吸引力。例如在制造大电流电池时,其中多个电池电芯和电池模块必须相互接触,大量的螺旋接合意味着巨大的装配费用。此外,在螺旋连接器中可能由于缺陷的螺纹或类似情况而导致问题,因此在一些螺旋连接器中已经使用具有两个并排的螺旋元件的接触部件,以便降低易错性/错误率。这导致额外的装配耗费。
技术实现思路
1、因此,本发明的目的在于,将螺旋连接的优点与插接连接的优点相结合。为此,应当以高的法向力将大的面积彼此挤压,以便产生良好的导电性和导热性。此外,连接器应具有大的热容量,以便能够吸收大量热能且不会快速地变热。另一个关注点还在于安装,其应当是能够快速的、可重复的以及尽可能可良好自动化的。
2、该目的通过根据权利要求1的连接器、根据权利要求22的制造方法来实现。
3、本发明的连接器包括第一金属部件和第二金属部件。金属部件尤其可以由铜或铜合金和/或铝或铝合金制成。例如,可以使用高强度铝合金,例如en aw 6082。也可以使用其他材料,如其他金属或其合金,如钢、银、金、铅等,或也可以使用其他导体,如聚合物、半导体等。也可以使用非导体和导体的组合,其中导体至少布置在稍后还将描述的接触面上,并且非导体承担纯粹机械功能。也可以组合不同的、导电更好和导电更差的材料的组合,如不同的金属,例如铜和钢。因此,与种类单一的制作相比,可以在降低成本的情况下一方面实现良好的导电性并且另一方面实现高机械稳定性。
4、两个金属部件可以由相同的材料制成,特别是由相同的金属材料制成。这具有的优点是,排除了由于不同金属的不同氧化还原电位引起的接触腐蚀。另一个优点是,不存在不同的热膨胀系数。因此,两个金属部件在加热时膨胀的程度相同并且避免了热应力。
5、也可能的是,两个金属部件由不同的材料和/或材料组合制成,尤其是由两种不同的金属材料制成。例如,第一金属部件可以由铜或铜合金制成,第二金属部件可以由铝或铝合金制成。因此铝电缆,例如实心的扁平导体和铜导体,例如柔性的绞合导体,可以分别种类单一地与电缆连接器的一个金属部件连接。以这种方式减少或抑制电缆和连接器之间的接触腐蚀。
6、金属部件中的至少一个可以由实心材料制成。这对于构件的热容量是有利的。也可能的是,金属部件中的至少一个包括扁平部件的部段。通过这种方式和方法一方面可以在重量轻和材料使用少的情况下实现高的稳定性。另一方面,提高的表面积可以有利于热量的辐射并且因此能够实现电缆连接器的更高的最大损耗传导。无论如何,金属部件的大小都可以与导线厚度和/或电流强度相匹配,并由此与预期的热量产生和损耗功率相匹配。较大的尺寸导致较高的表面积,通过该表面积可以散热并且通过对流将其输送走。此外,较高的体积导致较高的热容量。
7、在一个或两个金属部件上可以设置用于导体的连接端子。这些连接端子可以是圆形的、扁平的或以其它方式成形的连接片。连接片可以构造用于电缆的钎焊或熔焊,例如摩擦焊接、超声波焊接、电阻焊、激光焊接等。连接片可以被粗糙化、涂覆或者以其他方式表面处理。在连接片中也可以设置一个或多个孔。这些连接端子也可以成型为套筒和/或电缆接头套管。它们可以适用于接触和/或容纳扁平导体、圆导体、实心导体和/或绞合线。连接端子优选由与金属部件相同的材料制成,连接端子安置在该金属部件上。它们也可以由其他材料制成。
8、为了在下文定义面的彼此的关系,使用面法线。首先,面是三维体上的连续区域,其可以被划分为多个部段。面不必是平的,而是可以由不同空间定向的部段组成。面部段的定向通过其面法线来表征。面法线是精确垂直于相应的面部段的向量。接下来,本体的面部段的面法线远离本体指向,从而向量位于本体之外。面法线向量的长度是不重要的并且被设定为归一化的值,例如某个选定长度单位的值1。如果两个向量的点积小于零,则在下面将这两个向量描述为彼此相反。可以但不必要的是,这两个向量彼此恰好反平行。当两个向量彼此垂直时,其点积正好为零。
9、这两个金属部件局部地相互贴靠。设置一个锁定元件,该锁定元件使两个金属部件相互移开。通过锁定元件,每个金属部件在相应的锁定方向上运动。相应的锁定方向可以通过向量来表示。两个金属部件的锁定方向彼此相反(参见上文,小于零的点积)并且尤其可以彼此基本上反平行。
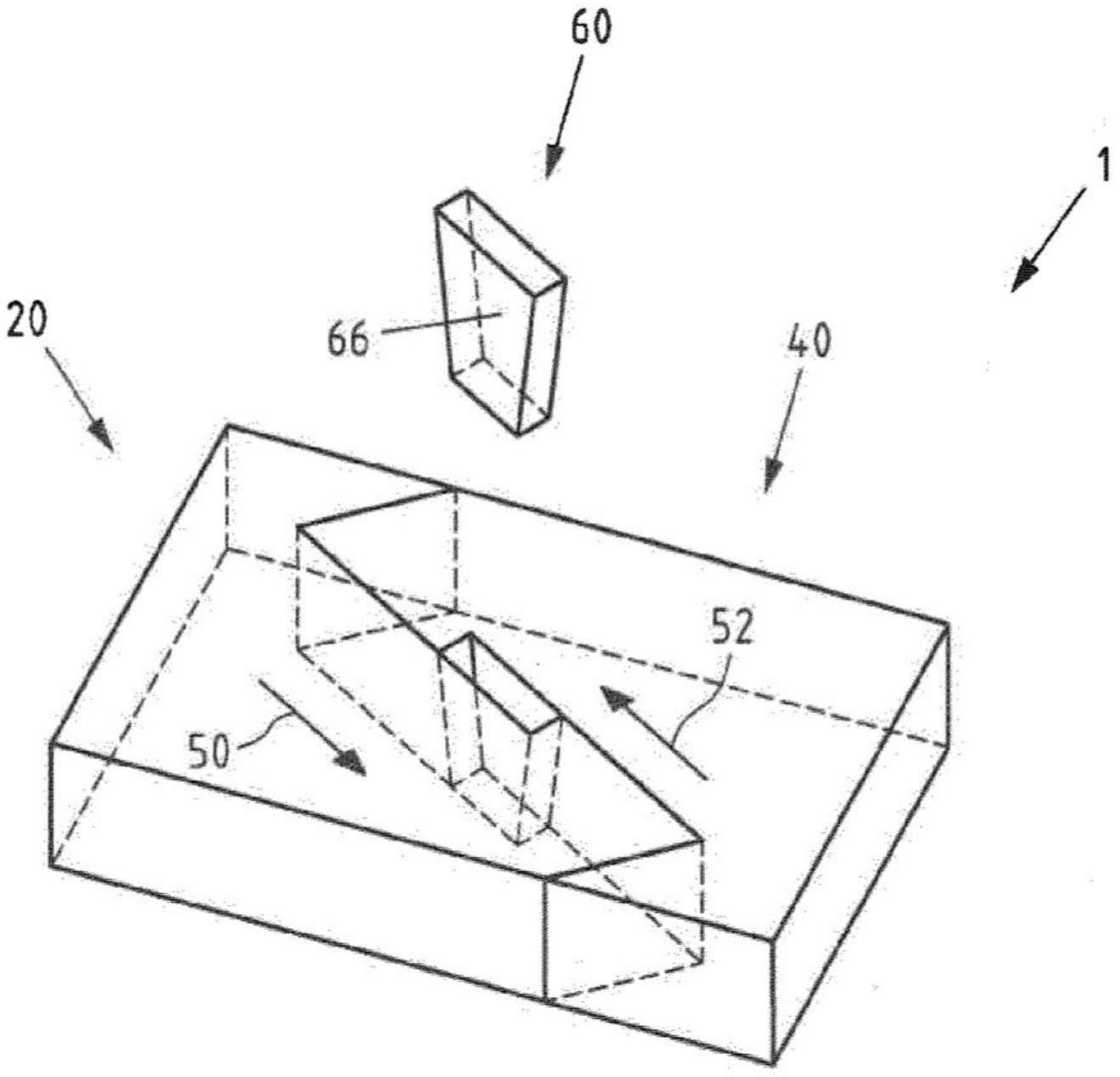
10、锁定元件可以构造为分别在两个金属部件中的一个上的各一个锁定面,所述两个金属部件彼此相反地指向并且通过间隙彼此间隔开。通过将第三元件、即锁定部件引入到两个锁定面之间,两个金属部件可以彼此远离地运动。在此,锁定部件可以成型为长方体、圆柱体或其他形式,特别是锁定部件可以沿着空间轴线逐渐变细。因此,锁定部件可形成为楔形。锁定部件优选沿相对于两个金属部件的锁定方向不同定向的插入方向导入间隙中。插入方向可以基本上垂直于两个金属部件中的至少一个的锁定方向定向。为了更好地保持锁定部件,该锁定部件可以例如通过凸块、沟槽、槽纹、粗糙的覆层等而被粗糙化。也可以相应地成形锁定面中的至少一个。也可能的是,锁定元件和/或锁定面中的至少一个被涂覆,例如涂覆有非导体如硅树脂、橡胶、塑料,所述非导体尤其能够弹性变形进而能够吸收机械应力。锁定元件和/或其中至少一个锁定面也能够以导电的覆层、如镍、锡等覆层,所述覆层能够比锁定部件的其他材料软。
11、锁定部件可以至少部分地由与金属部件中的一个或两个相似或相同的材料制成。通过这种材料选择,避免了不同的热膨胀系数并且防止了接触腐蚀。也可能的是,锁定部件由与金属部件中的至少一个不同的材料成形,该材料可以是导电的或者不导电的。锁定部件可以由实心材料形成。在此,其可以由可少量压缩的材料如实心铜或铝制成。也可能的是,锁定部件由弹性材料如塑料、橡胶、硅树脂等成型或者由材料组合如涂橡胶的玻璃或陶瓷成型。由实心材料制成的锁定部件能够至少部分地精确地配合到两个锁定面之间的间隙中,所述间隙的宽度通过连接器的其他设计方案如下面所描述地设定。
12、也可能的是,锁定部件不是由实心材料成型,而是具有带弹簧弹性特性的弹性结构。例如,它可以包括金属卡箍。弹性元件、例如卡箍可以将机械应力作为变形吸收并且柔性地插入到锁定面之间的间隙中。在弹性元件之间不必布置其它材料。但是也可能的是,锁定部件除了弹性元件之外也包括其他部件,例如支承的、导电的或不导电的可以是坚固的或弹性的填充物等。
13、锁定部件可以形成为单独的元件,其能够与两个金属部件完全分离。其也可以被引导地固定在两个金属部件之一上。因此,例如一个轨道可以基本上沿一个方向可移动地支承锁定部件。也可能的是,将锁定部件可转动地设置在金属部件之一上并且将该锁定部件旋入以便锁定。因为旋入的锁定部件的接触相对于插入的锁定部件能够较少地脱落,所以在此有利的是,例如通过沟槽进行表面的粗糙化。被引导的锁定部件的优点一方面在于,如果连接又被打开,锁定部件不会丢失。此外,在装配中有利的是,不必为单独的锁定部件保持库存。
14、金属部件局部地相互贴靠。为此,首先设置接触面。两个金属部件中的每一个都具有前接触面,该前接触面在金属的锁定方向上位于锁定元件的后方。此外,两个金属部件中的每个都具有第二后接触面,该第二后接触面在锁定方向上位于锁定元件前方。锁定元件或锁定元件的布置在相应的金属部件上的部件因此位于金属部件的后方和前方的两个接触面之间。后接触面与金属部件的相应的锁定方向相反地与锁定元件间隔开,前接触面以金属部件的相应的锁定方向与锁定元件间隔开。在这种情况下,锁定元件是指锁定元件的一部分,它是相应金属部件的一部分。例如,这可以是在相应的金属部件上的上述锁定面。
15、两个金属部件中的每个除了前方和后方的两个接触面之外也具有两个另外的面、对接面。第一前对接面在相应金属部件的锁定方向上与锁定元件间隔开。第二后对接面反向于相应金属部件的锁定方向与锁定元件间隔开。因此,每个金属部件的前对接面沿锁定方向与前接触面位于锁定元件的同一侧上。同一金属部件的后接触面和后对接面分别布置在锁定元件的另一侧上。在此,前对接面可以局部地沿锁定方向比前接触面更远离锁定元件。前对接面也可以至少局部地比前接触面更靠近锁定元件。这同样适用于后接触面和对接面。
16、至少一个金属部件的前(后)接触面和前(后)对接面可以直接过渡到彼此中,从而可以从对接面出发到接触面中绘制出不间断的线。前(后)接触面和对接面也可以是相互分离的。
17、两个金属部件可以基本上彼此相同地成形。
18、现在可以定义两个金属部件的接合状态。在此,第一金属部件的前接触面至少局部地贴靠在第二金属部件的后接触面上,并且第一金属部件的后接触面至少局部地贴靠在第二金属部件的前接触面上。第一金属部件的前对接面也至少局部地贴靠在第二金属部件的后对接面上,并且第一金属部件的后对接面至少局部地贴靠在第二金属部件的前对接面上。在此,贴靠意味着,面能够间接地或直接地相互施加力。优选地,通过贴靠建立接触面之间和/或端面之间的机械接触和电接触。在面之间也可以布置有其他元件,例如导体或非导体。在对接面的情况下,这种中间层例如可以吸收机械应力和/或有利于金属部件相互间的滑动。在接触面的情况下,这种中间层例如可以是导电的、软的薄膜,其补偿不平度并且建立良好的接触。示例性提到的中间元件也可以使用在相应的其他面(对接或接触面)上。
19、在任何情况下,两个金属部件的面、尤其是接触面的大面积的接触对于实现小的欧姆电阻和良好的导热性是有利的。
20、在接合状态下,两个金属部件可以具有基本上封闭的外侧面,该外侧面例如可以基本上描述为长方体、圆柱体、球体、椭圆体、楔形物或类似物。两个金属部件精确匹配的接合避免了不必要的棱边,从而降低了损坏相邻电缆或其他部件的风险,尤其是在紧密线束中。
21、每个金属部件的对接面在接合状态中一方面用于如下目的,即,阻止相应另一金属部件在其锁定方向上的运动。因此,第一金属部件在沿其锁定方向上运动时以其两个对接面中的至少一个、优选后方的和前方的两个对接面与第二金属部件的前方的和/或后方的对接面对接。为此目的,两个金属部件中的每个的对接面至少局部地与相应另一金属部件的锁定方向相反地定向。在此,应当参考上述“相反定向”的定义,所述定义描述了,一个金属部件的对接面的面法线与相应另一金属部件的锁定方向的向量之间的点积为负。“至少局部地”应理解为,面的至少一部分相应地定向。因为面不必由单个平坦的部段构成,可以考虑对接面的一些区域不与相应另一金属部件的锁定方向相反地指向,但其他区域相反地指向。尤其是对接面的区域应与相应另一金属部件的锁定方向相反地定向,相应另一金属部件实际上在接合和/或锁定状态中也贴靠在这些区域上。
22、对于每对相互贴靠的对接面,例如一个金属部件的后对接面和另一个金属部件的前对接面,两个对接面中的仅一个对接面可以与相应另一个金属部件的运动方向相反地定向。相应的另一对接面也可以成型为线形的或点状的或以其他方式成型的局部凸起。也可以考虑多个凸起。成对的两个对接面也可以面状地并且在锁定状态下基本上相互平行地定向。
23、作为另外的第二目的,对接面将从锁定元件出发的力至少部分地向接触面的方向上换向。为此,首先将一个金属部件的各个前接触面和各个前对接面定义为与各个另外的面“对应的”,并且将同一金属部件的各个后接触面和各个后对接面定义为彼此“对应的”。力的换向现在通过如下方式实现,即,每个对接面不仅局部地与锁定方向相反地指向,而且也与分别对应的接触面的区域相反地指向。从而接触面也与对应的对接面局部地反向指向。
24、因此,锁定元件通过对接面将力施加到接触面上并且以法向力将其相对彼此挤压。第一金属部件的前接触面因此挤压第二金属部件的后接触面。第一金属部件的后接触面也挤压第二金属部件的前接触面。大的力对于确保良好的接触以及低的接触电阻是有利的。如上所述,有利的是,两个金属部件和锁定部件具有相似的直至相同的膨胀系数,由此法向力在-40℃到150-180℃的可预期的温度范围内不会由于不同的膨胀系数而下降。
25、如上所述,这些面,即接触面和对接面,不必完全是平的并且由一个单一的平的部段形成,而是可以由多个不同定向的部段形成。特别是接触面和/或对接面可以设有起伏。该起伏可以成形为肋条和沟槽,其中一个金属部件可以沿着肋条和沟槽在另一个上滑动。例如,这些起伏结构可以沿着相应的锁定方向基本上是恒定的,特别是当金属部件的锁定方向恰好垂直于起伏的接触面的面法线延伸时。也可能的是,接触面和/或对接面凹状地和/或凸状地成形。在一种有利的设计方案中,两个金属部件的起伏结构相互嵌接,从而一方面触碰面的尺寸与平坦的面相比提高,并且另一方面实现金属部件相互间的引导。特别地,例如各个前接触面可以具有凹状的缺口,而各个后接触面可以利用凸形的成型部嵌入到这些凹状的缺口中。各前接触面也可以具有凸状的缺口,并且各个后接触面以凹状的成型部嵌入到这些凸状的缺口中。这同样可以适用于前方的和后方的对接面。当然,也可以考虑其它表面结构,例如锯齿状、三角形、带齿的起伏等。
26、在一种优选的实施方式中,第一金属部件的接触面至少局部地平行于相应的金属部件和/或另一金属部件的锁定方向定向。这同样可适用于第二金属部件。金属部件可以在接触面上沿着彼此滑动。
27、金属部件的后方和前方的接触面可以至少局部地、但是也可以整体地基本上彼此平行地定向。两个金属部件的两个接触面也可以全部四个彼此至少局部地或者也可以完全彼此平行地定向。同样的内容可适用于对接面,不仅适用于一个金属部件而且也适用于两个金属部件。
28、分别由两个金属部件的各一个接触面形成的相互贴靠的接触面的成对的接触面也可以基本上相互平行。这可以适用于电缆连接器的两个接触面对。这同样适用于对接面。
29、在一种优选的实施方式中,两个金属部件的锁定方向和两个金属部件的两个接触面和两个对接面的面法线分别至少局部地基本上平行于一个共同的平面或相互平行地延伸。
30、对接面和/或接触面可以至少局部地被涂覆。特别是,它们可以设有镍和/或锡覆层,其可以比金属部件的主材料更软,从而产生更好的接触。对接面和/或接触面也可以以其它方式进行表面处理,例如抛光并且特别平整地制造。
31、作为由锁定面和可推入的锁定部件构成的锁定元件的替代方案,可以考虑其它的结构形式。例如可以考虑一种螺旋机构,其在两个金属部件之一中锚定在螺纹中,并且可以从该螺纹朝另一金属部件靠近锁定面。两个金属部件也可以具有这样的螺旋元件,它们可以相对彼此地移出。可以设想牢固地固定在金属部件上的卡扣元件或弹簧元件,它们在两个金属部件相互钩住时相互夹紧,因此持久地施加力并且在相互接合状态下保持金属部件的接触。
32、为了防止湿气和其它环境影响,可以设置电缆连接器的保护护套。该保护护套可以包括金属部件上的例如由塑料、硅树脂、陶瓷、橡胶、玻璃等构成的覆层。该覆层优选施加在金属部件的非接触面和/或对接面的面上。覆层也可以设置在锁定元件的区域中,但是也可以排除金属部件在该区域中的表面。为了在接合状态下实现电缆连接器的良好密封,覆层可侧向突出于接触面和对接面,使得在接合状态下不留有水和其它化学物质可通过其侵入的间隙。突出的覆层边缘也可以作为槽设置在一个金属部件上并且作为唇边设置在另一金属部件上,从而它们在金属部件接合时相互嵌接。两个金属部件的覆层的边缘也可以相同地成型为例如唇边、增厚部、槽等。可以有利的是,将一个金属部件的覆层选择得比另一金属部件的覆层硬,由此第一金属部件的覆层边缘可以压入另一金属部件的覆层中并且由此实现更好的密封效果。
33、可能发生的是,例如如果锁定部件被沉降到锁定面之间,则锁定元件在电缆连接器中留下开口。为了仍然实现相对于湿气和其他环境影响的绝缘,可以设置覆盖剩余的开口的盖。锁定部件本身也可以封闭由两个金属元件形成的开口。为此,楔形件例如可以具有绝缘的罩。开口的封闭尤其可以建立接触保护,尤其相对于手指(标准ipxxb)或线(标准ipxxd),和/或开口防水地和/或气密地和/或密闭地封闭。
34、也可以围绕整个电缆连接器设置壳体,所述壳体在接合状态下围绕电缆连接器设置。壳体可以由硅树脂、橡胶,优选由较硬的材料、如塑料或陶瓷制成。两个或更多个壳体部件也可以围绕两个金属部件单独地放置和/或固定在其上,并且它们在接合状态下同样可以密封地相互接合。卡扣元件和/或由比壳体软的材料、例如硅树脂或橡胶制成的环绕的密封件能够持久地确保密封作用。
35、在另一实施方式中,金属部件除了两个第一接触面、对接面和第一锁定元件的部件之外还可以具有另外两个接触面、另外两个对接面和另外的锁定元件的部件。如此设计的金属部件可以与一个、两个或更多个其他的金属部件连接,并且因此例如能够实现y形连接。金属部件也可以具有另外的连接面和锁定元件并且能够实现多个元件和/或电缆的4通、5通和6通联接或连接。
36、金属部件尤其可以通过例如压铸、精密铸造或挤压方法来制造。这些方法能够实现特别精细、平坦和均匀的表面。但是也可以选择其它方法,其必要时与之后的表面处理相结合。
- 还没有人留言评论。精彩留言会获得点赞!