太阳能组件的制作方法
1.本发明涉及光伏技术领域,更具体地,涉及一种太阳能组件。
背景技术:
2.太阳能组件是光伏发电系统的核心部件,它的作用是将光能转化为电能,太阳能组件由单片电池片经过串联封装而成,经过串联组件可以获得高电压,多串电池片进行并联而获得高电流,现有太阳能组件一般采用主栅线焊接焊带串联电池片,焊点通过与太阳能电池上的焊接点焊接起到电连接的作用,然而,太阳能电池上的焊接点会对光伏电池的表面产生遮挡,从而影响光伏电池的吸收光线进而影响光伏电池的效率。
技术实现要素:
3.有鉴于此,本发明提供了一种太阳能组件,包括多个太阳能电池片;
4.所述太阳能电池片包括太阳能电池基板以及位于所述太阳能电池基板一侧的主栅线;
5.所述太阳能组件还包括焊丝,所述焊丝一端与所述太阳能电池片正面的所述主栅线连接,另一端与相邻所述太阳能电池片的背面的所述主栅线连接;
6.所述主栅线上分布有第一焊接点,所述第一焊接点的数量为6-12个;
7.所述焊丝直径与所述主栅线数量之间的关系为2.987x-1.144-1.9《y《3.2742x-1.134
+1.7,其中,x为焊丝直径,y为主栅线数量。
8.可选地,所述第一焊接点包括第一子焊接点和第二子焊接点,其中,所述第一子焊接点位于所述主栅线的端部,所述第二子焊接点位于所述第一子焊接点之间;
9.所述第一子焊接点在垂直于所述焊丝的长度为0.5毫米至0.8毫米,所述第一子焊接点在平行于所述焊丝的宽度为0.5毫米至1.2毫米,所述第二子焊接点在垂直于所述焊丝的长度为0.05毫米至0.5毫米,所述第二子焊接点在平行于所述焊丝的宽度为0.4毫米至0.8毫米。
10.可选地,所述焊丝直径为0.2mm-0.33mm。
11.可选地,所述主栅线的宽度为20微米至50微米。
12.可选地,所述太阳能电池基板为p型基板或n型基板。
13.可选地,所述太阳能电池基板为p型基板,背面的所述主栅线上分布有第二焊接点,所述第二焊接点的数量为6-12个,所述第二焊接点的长度为1.5毫米,所述第二焊接点的宽度为2毫米至3毫米;或
14.所述太阳能电池基板为n型基板,背面的所述主栅线上分布有第二焊接点,所述第二焊接点的数量为10-12个,所述第二焊接点的长度为0.5毫米至0.8毫米,所述第二焊接点的宽度为0.5毫米至1.2毫米。
15.可选地,所述太阳能电池基板上还包括与所述主栅线相交的副栅线,所述副栅线与所述主栅线电连接;
16.在垂直于太阳能电池基板上,部分所述第二子焊接点位于所述太阳能电池基板所在平面的正投影与所述副栅线位于所述太阳能电池基板所在平面的正投影不交叠。
17.可选地,所述主栅线的宽度与所述副栅线的宽度相同。
18.可选地,所述副栅线的宽度为20微米至30微米;所述副栅线的数量为135-150根。
19.可选地,所述太阳能组件还包括第一胶膜材料和第二胶膜材料,所述太阳能电池片位于第一胶膜材料和第二胶膜材料之间,所述第一胶膜材料和/或第二胶膜材料的重量为310克每平方米至430克每平方米。
20.可选地,所述第一焊接点的形状为矩形、菱形、圆形、椭圆形、三角形中的一种或多种的组合。
21.与现有技术相比,本发明提供的太阳能组件,至少实现了如下的有益效果:
22.本发明可以平衡太阳能组件的成本和功率,采用降低焊丝直径的方式来降低成本,这是因为焊丝直径降低后可以减小第一胶膜材料和第二胶膜材料的克重,但减小焊丝直径会导致电流传输截面积降低,从而使功率下降,进而需要增加主栅线数量以及焊丝数量来提高功率,但主栅线数量超过一定数值后,会遮挡过多的光线,遮挡的降幅大于电流传输的增幅,从会使功率下降。因此,将焊丝直径与主栅线数量之间的关系设定为2.987x-1.144-1.9《y《3.2742x-1.134
+1.7,将主栅线数量取在两者范围内,不仅能够增加主栅线的数量,使太阳能电池片的功率尽量大,从而有利于提升光伏电池的转换效率,而且在提高功率的同时尽量降低胶膜克重,减小成本。
23.当然,实施本发明的任一产品必不特定需要同时达到以上所述的所有技术效果。
24.通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
25.被结合在说明书中并构成说明书的一部分的附图示出了本发明的实施例,并且连同其说明一起用于解释本发明的原理。
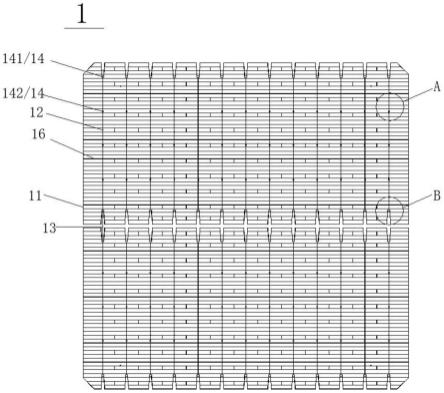
26.图1是本发明提供的一种太阳能组件正面的结构示意图;
27.图2是图1中a处的放大图;
28.图3是图1中b处的放大图;
29.图4是本发明提供的主栅线和焊丝直径的关系示意图。
30.图5是本发明提供的一种太阳能组件背面的结构示意图;
31.图6是本技术提供的一种太阳能组件的另一种结构示意图。
具体实施方式
32.现在将参照附图来详细描述本发明的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。
33.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。
34.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适
当情况下,所述技术、方法和设备应当被视为说明书的一部分。
35.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
36.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
37.随着光伏技术的发展,太阳能电池片尺寸越来越大,对应的电流也越来越高,内部损失也越来越多,为减少电流带来的损失,太阳能电池的主栅线也在逐步增多,主栅线的增多可以有效降低内部损失,但主栅线数量增加到一个极值后会导致功率会下降,这是因为产生了对光线的过多遮挡,遮挡的降幅大于电流传输的增幅,同时增加银浆耗量,从而增加成本的问题。
38.太阳能电池已经成为人们常用的太阳能设备,太阳能电池通常可以分为n型太阳能电池和p型太阳能电池。当把能量加到纯硅中时(比如以热或光的形式),它会导致几个电子脱离其共价键并离开原子。每有一个电子离开,就会留下一个空穴。然后,这些电子会在晶格周围四处游荡,寻找另一个空穴来安身。这些电子被称为自由载流子,它们可以运载电流。将纯硅与磷原子混合起来,只需很少的能量即可使磷原子(最外层五个电子)的某个“多余”的电子逸出,当利用磷原子掺杂时,得到的硅被称为n型,太阳能电池只有一部分是n型。另一部分硅掺杂的是硼,硼的最外电子层只有三个而不是四个电子,这样可得到p型硅。p型硅中没有自由电子。在p型半导体材料上扩散磷元素,形成n+/p型结构的太阳电池即为p型硅片;在n型半导体材料上注入硼元素,形成p+/n型结构的太阳电池即为n型硅片。
39.n型太阳能电池包括n型硅片,采用电子导电,p型太阳能电池包括p型硅片,采用空穴导电。通常情况下,n型太阳能电池的两侧均设置有银浆。在一种可能的实施方式中,n型光伏电池可以为topcon(tunnel oxide passivated contact隧穿氧化钝化接触)电池,topcon电池的衬底为n型基板。
40.p型光伏电池的两侧一侧采用银浆,另一侧结合采用铝浆和银浆。在一种可能的实施方式中,p型光伏电池可以为perc(passivated emitter and rear cell钝化发射极及局部背接触电池)电池,perc电池的衬底为p型基板。
41.n型太阳能电池的效率较高,p型太阳能电池工艺相对简单,成本较低。
42.参照图1-4,图1是本发明提供的一种太阳能组件正面的结构示意图;图2是图1中a处的放大图;图3是图1中b处的放大图;图4是本发明提供的主栅线和焊丝直径的关系示意图。本实施例提供了一种太阳能组件,包括多个太阳能电池片1;太阳能电池片1包括太阳能电池基板11以及位于太阳能电池基板11一侧的主栅线12;
43.太阳能组件还包括焊丝13,焊丝13一端与太阳能电池片1正面的主栅线12连接,另一端与相邻太阳能电池片1的背面的主栅线12连接;
44.主栅线12上分布有第一焊接点14,第一焊接点14的数量为6-12个;
45.焊丝13直径与主栅线12数量之间的关系为2.987x-1.144-1.9《y《3.2742x-1.134
+1.7,其中,x为焊丝直径,y为主栅线数量。
46.具体地,该太阳能组件包括多个太阳能电池片1;太阳能电池片1包括太阳能电池基板11以及位于太阳能电池基板11一侧的多条主栅线12,每条主栅线12上分布有第一焊接点14,第一焊接点14的数量为6-12个;
47.太阳能组件还包括焊丝13,焊丝13位于相邻太阳能电池片1之间,其中,焊丝13一端电连接正面主栅线鱼叉处的第一焊接点14,焊丝13的另一端电连接背面主栅线鱼叉处的第一焊接点14;
48.图4中横坐标为焊丝13的直径,单位为毫米,纵坐标为主栅线12数量,单位是根。
49.本发明可以平衡太阳能组件的成本和功率,采用降低焊丝直径的方式来降低成本,降低焊丝直径可减少胶膜克重且不影响组件可靠性,但减小焊丝直径会导致电流传输截面积降低,从而使功率下降,进而需要增加主栅线数量以及焊丝数量来提高功率,但主栅线12数量超过一定数值后,会遮挡过多的光线,遮挡的降幅大于电流传输的增幅,从会使功率下降。
50.在同一焊丝13直径下计算8根~25根主栅线12的功率(单位w),会得到反抛物线,能够得到功率最大的主栅线12数量;在同一焊丝13直径下计算8根~25根主栅线12的成本(单位元/w),也会得到一个成本极值,因此,将焊丝13直径与主栅线12数量之间的关系设定为2.987x-1.144-1.9《y《3.2742x-1.134
+1.7,其中,x为焊丝直径,y为主栅线数量,将主栅线12数量取在两者范围内,不仅能够增加主栅线12的数量,使太阳能组件的功率尽量大,从而有利于提升光伏电池的转换效率,而且在提高功率的同时尽量降低胶膜克重,降低成本。
51.本发明对太阳能组件的焊丝直径、主栅线数量、太阳能组件的功率和太阳能组件的成本做了如下研究:
52.表1为太阳能组件的焊丝直径、主栅线数量与太阳能组件的功率的关系
[0053][0054]
由表1所示,同一焊丝直径时,随着主栅线的数量增加,最大功率是先增加再减小,
是反抛物线的趋势,例如:若焊丝直径为0.2,当主栅线数量在9根至22根时,太阳能组件的功率呈线性增加;当主栅线数量在23根至29根时,太阳能组件的功率则呈线性减小;若焊丝直径为0.26,当主栅线数量在9根至16根时,太阳能组件的功率呈线性增加;当主栅线数量在17根至29根时,太阳能组件的功率则呈线性减小;若焊丝直径为0.33,当主栅线数量在9根至13根,太阳能组件的功率呈线性增加;当主栅线数量在14根至29根之间,太阳能组件的功率则呈线性减小;对0.20mm~0.33mm之间的任意的焊丝直径进行测定,在功率为最大值时,焊丝直径与主栅线的数量符合y≈2.987x-1.144-1.9的条件,其值可以向上取整,其中x为焊丝直径。
[0055]
表2为太阳能组件的焊丝直径、主栅线数量与太阳能组件的成本的关系
[0056][0057]
由表2可见同一焊丝直径时,能够得到太阳能组件的成本的极小值;例如:若焊丝直径为0.2,在主栅线数量为9根至18根时,太阳能组件的成本呈线性降低,在主栅线为18根时,得到太阳能电池的成本的极大值1.329,在主栅线为20根时,则会提高太阳能电池的成本;若焊丝直径为0.22,在主栅线9根至16根时,太阳能组件的成本呈线性降低,得到太阳能电池的成本的极大值1.3251,主栅线在17根至20根时,则会提高太阳能电池的成本;若焊丝直径为0.28,在主栅线9根至12根时,太阳能组件的成本呈线性降低,得到太阳能电池的成本的极大值1.3314,当主栅线在13根-20根时,则会逐渐提高太阳能电池的成本;若焊丝直径为0.33时,当主栅线数量为10根时,得到太阳能电池的成本的极大值1.3410,当主栅线数量在11根至20根时,则太阳能电池的成本会线性提高;对0.2mm~0.33mm之间的任意的焊丝直径进行测定,所有的成本值达到最低值时,焊丝直径与主栅线的数量符合y≈3.2742x-1.134
+1.7的条件,其值可以向下取整,其中x为焊丝直径。
[0058]
如图4所示,主栅线12最优的数量是由y=2.987x-1.144-1.9和y=3.2742x-1.134
+1.7这两条线围成的封闭图形之间,本发明的公式考虑了最大效率的主栅数量和最低成本的主栅数量,因此取两者之间的数值,这样能够保证功率较大,而且成本不会过高,即焊丝13直径与主栅线12数量之间的关系为2.987x-1.144-1.9《y《3.2742x-1.134
+1.7,在满足这个条件的情况下,不仅能够增加主栅线12的数量,使太阳能组件的功率尽量大,从而有利于提升光伏电池的转换效率,而且在提高功率的同时尽量降低胶膜克重,减少成本。
[0059]
在一些可选的实施例中,继续参照图1-3,第一焊接点14包括第一子焊接点141和第二子焊接点142,其中,第一子焊接点141位于主栅线12的端部,第二子焊接点142位于第一子焊接点141之间;
[0060]
第一子焊接点141在垂直于焊丝13的长度为0.5毫米至0.8毫米,第一子焊接点141在平行于焊丝13的宽度为0.5毫米至1.2毫米,第二子焊接点142在垂直于焊丝13的长度为0.05毫米至0.5毫米,第二子焊接点142在平行于焊丝13的宽度为0.4毫米至0.8毫米。
[0061]
具体地,第一焊接点14包括第一子焊接点141和第二子焊接点142,其中,第一子焊接点141可以位于主栅线12两端的鱼叉状处,即第一子焊接点141可以设置于主栅线12的相对两侧,第二子焊接点142位于第一子焊接点141之间,主栅线12为直线,因此在第一子焊接点141焊接成功时,主栅线12以及焊丝13的位置也相对固定。
[0062]
本技术实施例所提供的太阳能电池片1可以应用于尺寸范围为200毫米~220毫米的电池片,该太阳能电池片1的长度和宽度相同,均在200毫米~220毫米之间,本实施例为210毫米电池片,即长度和宽度均为210毫米。通常情况下,常规的210型号的电池片多数是半片,在主栅线12上设置有7个或更多焊点,本技术实施例中第二子焊接点142的数量相比现有方案减少到设置为3个,相邻第二子焊接点142之间的间距可以为18.20毫米-22.76毫米,第一子焊接点141在垂直于焊丝13的长度为0.5毫米至0.8毫米,具体第一子焊接点141的长度可以为0.5毫米、0.6毫米、0.7毫米、0.8毫米,第一子焊接点141在平行于焊丝13的宽度为0.5毫米至1.2毫米,具体第一子焊接点141的宽度可以为0.5毫米、0.6毫米、0.7毫米、0.8毫米、0.9毫米、1.0毫米、1.1毫米;通过将第一子焊接点141的长度与宽度保持一致,如第一子焊接点141的长度与第一子焊接点141的宽度均为0.5毫米,不仅能够增加焊丝13与第一子焊接点141的接触面积,从而使太阳能电池片1与焊丝13有较好的接触,以及增加焊接拉力,而且无需要求必须是高精度定位的串焊机,实现该工艺需要在焊丝13牵引至太阳能电池片1对第一子焊接点141对应的焊丝13处进行压扁处理;
[0063]
第二子焊接点142在垂直于焊丝13的长度为0.05毫米至0.5毫米,具体第二子焊接点142的长度为0.1毫米、0.15毫米、0.2毫米、0.25毫米、0.3毫米、0.35毫米、0.4毫米、0.45毫米,第二子焊接点142在平行于焊丝13的宽度为0.4毫米至0.8毫米,具体第二子焊接点142的宽度为0.45毫米、0.5毫米、0.55毫米、0.6毫米、0.65毫米、0.7毫米、0.75毫米,通过调整第二子焊接点142的数量和面积,能够降低第二子焊接点142对于太阳能电池基板11的遮挡,从而有利于降低第二子焊接点142对于太阳能电池基板11吸收光线的影响,有利于提升光伏电池的工作效率,同时第二子焊接点142的面积减小,所消耗的银浆也会相应减少,从而有利于降低成本。
[0064]
在一些可选的实施例中,继续参照图4所示,焊丝13直径为0.2mm-0.33mm。
[0065]
具体为焊丝13直径可以为0.2mm、0.22mm、0.24mm、0.26mm、0.28mm、03mm、0.32mm、033mm,这里不对焊丝直径13做具体限定,只要在0.20mm-0.33mm之间即可,焊丝13直径在0.20mm-0.33mm之间,可以使太阳能组件的功率尽量大,同时使太阳能组件的成本尽量低。
[0066]
在一些可选的实施例中,继续参照图1,主栅线12的宽度为20微米至50微米,具体主栅线12的宽度可以为20微米、30微米、40微米、50微米等,本实施例通过减小每根主栅线12的宽度,从而减小焊丝13的直径,因此,在保证焊接良率以及所需的焊接拉力的同时,所需的第二子焊接点142的数量和面积也相对减少,由此可以减小银浆的消耗量,有利于降低
成本。
[0067]
在一些可选的实施例中,参照图5,图5是本发明提供的一种太阳能组件背面的结构示意图,本实施例提供的太阳能电池基板11为p型基板,背面的主栅线12上分布有第二焊接点15,第二焊接点15的数量为6-12个,第二焊接点15的长度为1.5毫米,第二焊接点15的宽度为2毫米至3毫米;或
[0068]
太阳能电池基板11为n型基板,背面的主栅线12上分布有第二焊接点15,第二焊接点15的数量为10-12个,第二焊接点15的长度为0.5毫米至0.8毫米,第二焊接点15的宽度为0.5毫米至1.2毫米。
[0069]
具体的,太阳能电池基板11为p型基板,背面的主栅线12上分布有第二焊接点15,整片p型基板上第二焊接点15的数量为6-12,除了主栅线12两端的第二焊接点15之外,相邻第二焊接点15之间的间距为18.20毫米-22.75毫米~30.33毫米-45.50毫米,第二焊接点15的长度为1.5毫米,而第二焊接点15的宽度为2毫米至3毫米,通过调整p型基板上第二焊接点15的数量和面积,不仅可以降低银浆耗量,而且有利于太阳能电池片1与焊丝13更好的接触,增加焊接拉力;
[0070]
太阳能电池基板11为n型基板,背面的主栅线12上分布有第二焊接点15,整片n型基板上第二焊接点15的数量为10-12个,除了主栅线12两端的第二焊接点15之外,相邻第二焊接点15之间的间距为18.20毫米~22.76毫米,第二焊接点15的长度为0.5毫米至0.8毫米,具体为0.5毫米、0.6毫米、0.7毫米、0.8毫米,第二焊接点15的宽度为0.5毫米至1.2毫米,具体为0.6毫米、0.7毫米、0.8毫米、0.9毫米、1.0毫米、1.1毫米,通过调整n型基板上第二焊接点15的数量和面积,不仅可以降低银浆耗量,而且有利于太阳能电池片1与焊丝13更好的接触,增加焊接拉力。
[0071]
在一些可选的实施例中,继续参照图1和图2,太阳能电池基板11上还包括与主栅线12相交的副栅线16,副栅线16与主栅线12电连接;
[0072]
在垂直于太阳能电池基板11上,部分第二子焊接点142位于太阳能电池基板11所在平面的正投影与副栅线16位于太阳能电池基板11所在平面的正投影不交叠。
[0073]
具体地,太阳能电池基板11上还包括与主栅线12相交的副栅线16,副栅线16可以与主栅线12相互垂直,副栅线16与主栅线12电连接,副栅线16用于收集太阳能电池基板11所产生的电流,主栅线12用于收集副栅线16的电流;
[0074]
在垂直于太阳能电池基板11上,部分第二子焊接点142位于太阳能电池基板11所在平面的正投影与副栅线16位于太阳能电池基板11所在平面的正投影不交叠,即第二子焊接点142设置在主栅线12上,大部分第二子焊接点142不在主栅线12与副栅线16的交叉处,仅有少数的第二子焊接点142设置在主栅线12与副栅线16的交叉处,从而减少因焊接导致的主栅线12与副栅线16连接处发生断栅,从而影响光伏电池正常使用。
[0075]
在一些可选的实施例中,继续参照图1,主栅线12的宽度与副栅线16的宽度相同,通过降低主栅线12的宽度实现银浆耗量减小,提高组件转换效率。
[0076]
在一些可选的实施例中,继续参照图1,副栅线16的宽度为20微米至30微米;副栅线16的数量为135-150根,例如:副栅线16的数量可以为138根、141根、144根、147根等,通过降低副栅线16的数量也可以实现银浆耗量的减少以及栅线遮挡。
[0077]
在一些可选的实施例中,参照图6,图6是本技术提供的一种太阳能组件的另一种
结构示意图,本实施例提供的太阳能组件还包括第一胶膜材料2和第二胶膜材料3,太阳能电池片1位于第一胶膜材料2和第二胶膜材料3之间,第一胶膜材料2和/或第二胶膜材料3的重量为310克每平方米至430克每平方米,通常第一胶膜材料2和第二胶膜材料3用于粘结固定玻璃和太阳能电池片1,减小焊丝13直径有利于第一胶膜材料2和第二胶膜材料3的克重减低,从而在太阳能组件封装时可以选用克重更低的第一胶膜材料2和第二胶膜材料3,保证太阳能组件可靠性的前提下,进而达到降低太阳能组件封装成本的目的。
[0078]
在一些可选的实施例中,继续参照图1和图4,第一焊接点14的形状为矩形、菱形、圆形、椭圆形、三角形中的一种或多种的组合,如将三角形与矩形/菱形/圆形/椭圆形任意一个形状相结合,相较于常规焊接点为正方形结构,这些形状可以减小第一焊接点14的面积,这样的设计不仅能够降低对于衬底的遮挡,还能够减少银浆的消耗,降低成本。
[0079]
通过上述实施例可知,本发明提供的太阳能组件,至少实现了如下的有益效果:
[0080]
本发明可以平衡太阳能组件的成本和功率,采用降低焊丝直径的方式来降低成本,这是因为焊丝直径降低后可以减小第一胶膜材料和第二胶膜材料的克重,但减小焊丝直径会导致电流传输截面积降低,从而使功率下降,进而需要增加主栅线数量以及焊丝数量来提高功率,但主栅线数量超过一定数值后,会遮挡过多的光线,遮挡的降幅大于电流传输的增幅,从会使功率下降。因此,将焊丝直径与主栅线数量之间的关系设定为2.987x-1.144-1.9《y《3.2742x-1.134
+1.7,将主栅线数量取在两者范围内,不仅能够增加主栅线的数量,使太阳能组件的功率尽量大,从而有利于提升光伏电池板的转换效率,而且在提高功率的同时尽量降低胶膜克重,减少成本。
[0081]
虽然已经通过例子对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围和精神的情况下,对以上实施例进行修改。本发明的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1