一种拉拔模具及超导带材和其的制备方法
1.本发明涉及超导带材技术领域,具体涉及一种拉拔模具及超导带材和其的 制备方法。
背景技术:
2.铁基化合物超导材料是一种新近发现的化合物超导体,目前其最高超导转 变温度已达55k,并很有可能继续提高,与传统低温超导材料相比,铁基超导 体有转变温度高、上临界场大、临界电流的强磁场依赖性小等优点,是一种在 20-50k范围内具有极大应用前景的新型超导材料;与氧化物高温超导材料相 比,铁基超导体的晶体结构更为简单、相干长度大、各向异性小、制备工艺简 单,因此铁基超导材料的制备受到国际上的广泛关注。
3.当前这类铁基超导体的临界传输电流密度在4.2k和10t下已经超过了 1.5
×
105a/cm2,同时第一根百米铁基超导长线也已于2017年制备出,这些都标 志着铁基超导体的性能已经达到了实用化的水平。
4.在超导带材的制备过程中,对多芯复合的金属管进行拉拔,在拉拔过程很 容易由于拉拔模具的原因,导致超导带材发生扭转,但是由于线材是圆形,拉 拔过程中并不容易发现其发生了扭转,但是在后续轧制成最终的带材后会发现 里面的超导芯相对位置发生了明显的变化,扭转后的超导带材性能变差。
技术实现要素:
5.因此,本发明要解决的技术问题在于克服现有技术中,在对多芯复合的金 属管进行拉拔,在拉拔过程很容易由于拉拔模具的原因,导致超导带材发生扭 转,但是由于线材是圆形,拉拔过程中并不容易发现其发生了扭转,但是在后 续轧制成最终的带材后会发现里面的超导芯相对位置发生了明显的变化,扭转 后的超导带材性能变差缺陷,从而提供一种拉拔模具及超导带材和其的制备方 法。
6.一种拉拔模具,包括:模具本体,沿其轴向方向开设两端呈开口的空腔, 所述空腔的截面呈多边形或圆形或腰形,在所述空腔内适于放入多芯复合金属 管;
7.所述空腔包括第一开口和第二开口,在所述模具本体上,对应所述第一开 口开设第一坡面,所述第一坡面的底部远离所述第一开口的端面;对应所述第 二开口开设第二坡面,所述第二坡面的底部与所述第二开口的端面交汇。
8.可选地,上述拉拔模具中,所述第一坡面的倾斜角度小于所述第二坡面的 倾斜角度。
9.可选地,上述拉拔模具中,所述多边形为正六边形或正八边形。
10.可选地,上述拉拔模具中,所述圆形为椭圆或正圆。
11.可选地,上述拉拔模具中,所述第一坡面的深度小于所述第二坡面的深度。
12.一种超导带材,所述超导带材为上述拉拔模具拉拔后的超导带材,所述超 导带材包括至少两根超导芯。
13.一种超导带材制备方法,包括如下步骤:
14.s1:研磨:将烧结好的超导块材在保护气氛下进行打碎研磨成粉末;
15.s2:第一次拉拔:将s1中研磨好的粉末装入金属管中,再将装有粉末的 金属管进行第一次拉拔至相应尺寸后,以形成单芯的超导线材,其中第一次拉 拔采用圆形拉拔;
16.s3;形成复合金属管:将s2中得到的单芯超导线材剪成等长的七根放入 同一根金属管中,以形成复合金属管;
17.s4;第二次拉拔:利用拉拔模具对复合金属管进行拉拔,形成为多芯的线 材轧制成厚度为0.3mm左右的带材,其中,所述拉拔模具为权利要求1-5中所 述的拉拔模具。
18.s4:热处理:对s4中成型的带材进行热处理,以形成超导带材。
19.可选地,上述超导带材制备方法中,在步骤s4中,所述热处理的温度为 500~1000℃,保温时间为10~300min,且热处理的气氛为真空氛围或惰性气体 保护气氛。
20.本发明技术方案,具有如下优点:
21.1.本发明提供的一种拉拔模具,包括:模具本体,沿其轴向方向开设两端 呈开口的空腔,所述空腔的截面呈多边形或圆形或腰形,在所述空腔内适于放 入多芯复合金属管;所述空腔包括第一开口和第二开口,在所述模具本体上, 对应所述第一开口开设第一坡面,所述第一坡面的底部远离所述第一开口的端 面;对应所述第二开口开设第二坡面,所述第二坡面的底部与所述第二开口的 端面交汇。
22.此结构的拉拔模具中,沿着模具本体的轴向方向开设空腔,将多芯复合金 属管放入到空腔内,并进行拉拔,且该空腔的截面呈多边形或圆形或腰形,在 拉拔过程中,该模具的空腔能够对多芯复合的金属管提供扭转约束力,避免位 于金属管内的的超导芯发生扭转,从而使得后续轧制成最终的带材的超导芯相 对位置未发生变化,进而能够保证超导带材的性能的稳定性,克服了现有技术 中,在对多芯复合的金属管进行拉拔,在拉拔过程很容易由于拉拔模具的原因, 导致超导带材发生扭转,但是由于线材是圆形,拉拔过程中并不容易发现其发 生了扭转,但是在后续轧制成最终的带材后会发现里面的超导芯相对位置发生 了明显的变化,扭转后的超导带材性能变差的缺陷。
附图说明
23.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将 对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见 地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来 讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
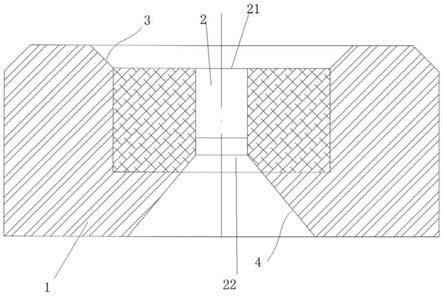
24.图1为本发明的第一种实施方式中提供的拉拔模具的剖视图;
25.图2为本发明的第一种实施方式中提供的拉拔模具的俯视图;
26.图3为现有技术中的超导芯发生扭转后的截面结构示意图;
27.图4为实施例2中超导芯未发生扭转的截面结构示意图;
28.附图标记说明:
29.1、模具本体;2、空腔;
30.21、第一开口;22、第二开口;
31.3、第一坡面;4、第二坡面;
具体实施方式
32.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描 述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实 施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实 施例,都属于本发明保护的范围。
33.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、
ꢀ“
竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或 位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装 置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对 本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能 理解为指示或暗示相对重要性。
34.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安 装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸 连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连, 也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普 通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
35.此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之 间未构成冲突就可以相互结合。
36.实施例1
37.本实施例记载了一种拉拔模具,该拉拔模具对多芯复合的金属管进行拉拔, 参见图1和图2,该拉拔模具包括模具本体1,沿着该模具本体1的轴向方向开 设两端呈开口的空腔2,且将空腔2的截面呈多边形或圆形或腰形,上述空腔2 包括第一开口21和第二开口22,在该模具本体1上,对应该第一开口21开设 第一坡面3,该第一坡面3的底部远离该第一开口的端面设置,对应该第二开 口22开设第二坡面4,该第二坡面4的底部与该第二开口22的端面交汇。
38.沿着空腔2的第一开口21和第二开口22向该拉拔模具的空腔2内适于放 入多芯复合金属管,利用空腔2截面呈多边形或圆形或腰形的拉拔模具对多芯 复合的金属管进行拉拔,能够对其提供扭转约束力,避免位于金属管内的的超 导芯发生扭转,从而使得后续轧制成最终的带材的超导芯相对位置未发生变化, 进而能够保证超导带材的性能的稳定性,且该拉拔模具结构简单,成型方便。
39.本实施例中,上述第一坡面3的倾斜角度小于上述第二坡面4的倾斜角度。 具体的,可以将第一坡面3的倾斜角度设置为45
°
,第二坡面4的倾斜角度设 置为60
°
,且可以将第一坡面3的深度设置小于第二坡面4的深度。
40.本实施例中,在空腔2的截面为多边形时,该多边形可以设置为正六边形 或正八边形,当然也可以为方形。
41.本实施例中,在空腔2的截面为圆形时,该圆形可以设置为椭圆或正圆。
42.实施例2:
43.本实施例记载了一种超导带材,该超导带材为经过实施例1的拉拔模具拉 拔后的超导带材,参见图3和图4,该超导带材包括至少两根超导芯,经实施 例1记载的拉拔模具拉拔出的超导带材,其内部的超导芯在拉拔过程中未发生 扭转,整体性能稳定。
44.实施例3:
45.本实施例记载了一种超导带材制备方法,包括如下步骤:
46.s1:研磨:将烧结好的超导块材在保护气氛下进行打碎研磨成粉末;
47.s2:第一次拉拔:将s1中研磨好的粉末装入金属管中,再将装有粉末的 金属管进行第一次拉拔至相应尺寸后,以形成单芯的超导线材,其中第一次拉 本实施例中的s2步骤中,可以将装有粉末的金属管进行第一次拉拔到长度为 11m的金属管。
48.s3;形成复合金属管:将s2中得到的单芯超导线材剪成等长的七根放入 同一根金属管中,以形成复合金属管;
49.s4;第二次拉拔:利用拉拔模具对复合金属管进行拉拔,形成为多芯的线 材轧制成厚度为0.2mm左右的带材,其中,所述拉拔模具为实施例1中所记载 的拉拔模具。
50.s4:热处理:对s4中成型的带材进行热处理,以形成超导带材。
51.经过该制备方法制备出的超导带材,解决了超导芯发生扭转的问题,且该 超导带材性能稳定。
52.在步骤s4中,热处理的温度为500℃,保温时间为10min,且热处理的气 氛为真空氛围。
53.实施例4:
54.本实施例记载了一种超导带材制备方法,与实施3不同的是,本实施例记 载了包括如下步骤:
55.s1:研磨:将烧结好的超导块材在保护气氛下进行打碎研磨成粉末;
56.s2:第一次拉拔:将s1中研磨好的粉末装入金属管中,再将装有粉末的 金属管进行第一次拉拔至相应尺寸后,以形成单芯的超导线材,其中第一次拉 本实施例中的s2步骤中,可以将装有粉末的金属管进行第一次拉拔到长度为 11m的金属管。
57.s3;形成复合金属管:将s2中得到的单芯超导线材剪成等长的七根放入 同一根金属管中,以形成复合金属管;
58.s4;第二次拉拔:利用拉拔模具对复合金属管进行拉拔,形成为多芯的线 材轧制成厚度为0.3mm左右的带材,其中,所述拉拔模具为实施例1中所记载 的拉拔模具。
59.s5:热处理:对s4中成型的带材进行热处理,以形成超导带材。
60.经过该制备方法制备出的超导带材,解决了超导芯发生扭转的问题,且该 超导带材性能稳定。
61.在步骤s4中,热处理的温度为1000℃,保温时间为300min,且热处理的 气氛为惰性气体氛围。
62.实施例5:
63.本实施例记载了一种超导带材制备方法,与实施3和实施例4不同的是, 本实施例记载了包括如下步骤:
64.s1:研磨:将烧结好的超导块材在保护气氛下进行打碎研磨成粉末;
65.s2:第一次拉拔:将s1中研磨好的粉末装入金属管中,再将装有粉末的 金属管进行第一次拉拔至相应尺寸后,以形成单芯的超导线材,其中第一次拉 本实施例中的s2步骤中,可以将装有粉末的金属管进行第一次拉拔到长度为 11m的金属管。
66.s3;形成复合金属管:将s2中得到的单芯超导线材剪成等长的七根放入 同一根金
属管中,以形成复合金属管;
67.s4;第二次拉拔:利用拉拔模具对复合金属管进行拉拔,形成为多芯的线 材轧制成厚度为0.25mm左右的带材,其中,所述拉拔模具为实施例1中所记 载的拉拔模具。
68.s5:热处理:对s4中成型的带材进行热处理,以形成超导带材;
69.经过该制备方法制备出的超导带材,解决了超导芯发生扭转的问题,且该 超导带材性能稳定。
70.在步骤s4中,热处理的温度为750℃,保温时间为155min,且热处理的 气氛为惰性气体氛围。
71.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的 限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其 它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由 此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1