一种电池壳体、电池及电池装配方法与流程
述第二法兰边依次连接形成凹槽结构;
20.所述第一法兰边与所述第一侧板连接,所述第二法兰边与所述第二侧板连接,所述 第三法兰边与所述底板连接。
21.在一种较佳的实施方式中,所述第一盖体的槽口朝向所述主壳体所在的方向设置, 所述第一法兰边的内侧面与所述第一侧板的外侧面连接,所述第二法兰边的内侧面与所 述第二侧板的外侧面连接;或,
22.所述第一盖体的槽口背向所述主壳体所在的方向设置,至少部分所述第一盖体嵌设 于所述主壳体内,所述第一法兰边的外侧面与所述第一侧板的内侧面连接,所述第二法 兰边的外侧面与所述第二侧板的内侧面连接。
23.在一种较佳的实施方式中,所述主壳体还设有第三开口,所述第三开口朝向与所述 底板相反的方向设置,所述电池壳体还包括第二盖体,所述第二盖体与所述主壳体连接, 以封闭所述第三开口;
24.所述第二盖体包括第二盖体本体以及与所述第二盖体本体成角度连接的第四法兰边 及第五法兰边,所述第四法兰边与所述第一侧板连接,所述第五法兰边与所述第二侧板 连接,所述第二盖体为槽口朝向/背向所述主壳体所在的方向的槽型结构。
25.在一种较佳的实施方式中,所述第二盖体的槽口朝向所述主壳体所在方向设置,所 述第四法兰边的内侧面与所述第一侧板的外侧面贴合连接,且所述第五法兰边的内侧面 与所述第二侧板的外侧面贴合连接。
26.在一种较佳的实施方式中,所述第二盖体端面与所述第一盖体本体外侧面位于同一 平面,所述第一盖体还包括从所述第一盖体本体朝向所述第二盖体延伸形成的连接部, 所述连接部端面与所述第二盖体内侧面连接。
27.在一种较佳的实施方式中,所述第一盖体还包括与所述第一盖体本体成角度设置的 第六法兰边,所述第六法兰边端面与所述第二盖体端面连接。
28.在一种较佳的实施方式中,所述第二盖体的槽口背向所述主壳体所在方向设置,且 至少部分所述第二盖体嵌设于所述主壳体内,所述第四法兰边的外侧面与所述第一侧板 的内侧面贴合连接,且所述第五法兰边的外侧面与所述第二侧板的内侧面贴合连接。
29.在一种较佳的实施方式中,所述第一盖体还包括与所述第一盖体本体成角度连接的 第七法兰边,所述第七法兰边外侧面与所述第二盖体本体外侧面贴合连接。
30.在一种较佳的实施方式中,所述第一盖体还包括沿其外周向外延伸形成的第一环形 凸缘;
31.所述第二盖体还包括第八法兰边,所述第八法兰边与所述第二盖体本体连接,且所 述第四法兰边、所述第八法兰边及所述第五法兰边依次连接,所述第二盖体还包括沿其 外周向外延伸形成的第二环形凸缘;
32.所述第一环形凸缘分别与所述主壳体的端面、所述第二环形凸缘连接。
33.在一种较佳的实施方式中,所述主壳体开设有与所述第一开口相对设置的第二开口, 所述电池壳体还包括第三盖体,所述第三盖体与所述主壳体连接,以封闭所述主壳体开 设的与所述第一开口相对设置的第二开口;
34.所述主壳体、所述第一盖体、所述第二盖体、所述第三盖体围合形成封闭腔体。
35.在一种较佳的实施方式中,所述电池壳体还包括负极片,所述负极片设于所述第
提高第一盖体与第二盖体之间的连接结构,可有效提高第二盖体与主壳体之间的密封性, 从而进一步提高电池性能。
附图说明
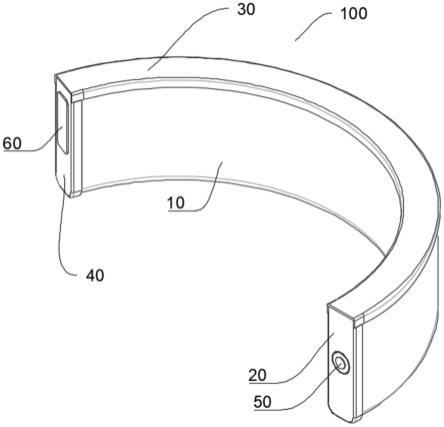
51.图1是实施例1中电池壳体的立体结构示意图;
52.图2是实施例1中电池壳体的主视图;
53.图3是图2中a-a剖面的剖视图;
54.图4是图3中a处放大图;
55.图5是实施例1中电池壳体的装配示意图;
56.图6是实施例1中的主壳体的结构示意图;
57.图7是实施例1的第一盖板的结构示意图;
58.图8是实施例1中第二盖体的结构示意图;
59.图9是实施例1中第三盖板的结构示意图;
60.图10是实施例2中电池壳体的立体结构示意图
61.图11是实施例1中电池壳体的主视图;
62.图12是图11中b-b剖面的剖视图;
63.图13是图12中b处放大图;
64.图14是实施例2的第一盖板的结构示意图;
65.图15是实施例3中电池壳体的立体结构示意图;
66.图16是实施例3中电池壳体的主视图;
67.图17是图16中c-c剖面的剖视图;
68.图18是图17中c处放大图;
69.图19是实施例3的第一盖板的结构示意图;
70.图20是实施例3中第二盖体的结构示意图;
71.图21是实施例4中电池壳体的立体结构示意图;
72.图22是实施例4中电池壳体的主视图;
73.图23是图22中d-d剖面的剖视图;
74.图24是图23中d处放大图;
75.图25是实施例4的第一盖板的结构示意图;
76.图26是实施例4中第二盖体的结构示意图;
77.图27是实施例6中电池的装配示意图。
78.附图标记:
79.100-电池壳体,10-主壳体,11-空腔,12-第一开口,13-第二开口,14-底板,15-第一侧 板,16-第二侧板,17-第三开口,20-第一盖体,21-第一盖体本体,211-第一通孔,22-第一法 兰边,23-第二法兰边,24-第三法兰边,25-限位环,251-第二通孔26-连接部,27-第六法兰 边,28-第七法兰边,29-第一环形凸缘,30-第二盖体,31-第二盖体本体,32-第四法兰边, 33-第五法兰边,34-第八法兰边,35-第二环形凸缘,40-第三盖体,50-正极组件,51-正极极 柱,52-玻璃密封件,521-第三通孔,60-负极片,70-防爆刻线,80-电芯。
具体实施方式
80.为配合小型化、微型化的电子产品,电池结构需要同步小型化、异形化的现状,尤其是 用于智能手环、智能戒指中时,电池在较小尺寸下具有一定的装配难度及密封性问题,为此, 本实施例提供一种电池壳体、电池及电池装配方法,能有效改善上述问题。
81.下面结合附图对本技术作进一步描述。以下实施例仅用于更加清楚地说明本技术的技术 方案,而不能以此来限制本技术的保护范围。
82.实施例1
83.如图1至图9所示:本技术公开了一种电池壳体100,该电池壳体100包括主壳体10、 第一盖体20、第二盖体30、第三盖体40及正极组件50。其中,主壳体10为槽型结构,且 其设有空腔11、连通空腔11与外界的第一开口12、第二开口13及第三开口17。第一盖体 20与主壳体10连接以封闭第一开口12,第二盖体30与主壳体10连接以封闭第三开口17, 第三盖体40与主壳体10连接以封闭第二开口13。故主壳体10、第一盖体20、第二盖体30 及第三盖体40配合形成一封闭的电池壳体。
84.需要说明的是,当本实施例中的主壳体10为不同的槽型结构时,电池壳体100的形状不 同。如,主壳体10可以为横截面为圆弧形的槽、横截面为长方形的槽,等,相应的电池壳体 100则为相应的立体圆弧结构、长方体结构等,该结构下,第一开口12与第二开口13相对 设置。为了便于描述,本实施例以立体圆弧结构为例作具体的描述,但并不以此为限。
85.具体的,本实施例中,第一盖体20包括朝向主壳体10空腔设置的第一盖体本体21、与 第一盖体本体21分别成角度连接的第一法兰边22、第二法兰边23及第三法兰边24,且第一 法兰边22、第三法兰边24及第二法兰边23依次连接形成朝向主壳体10空腔设置的凹槽结 构。
86.正极组件50包括穿设于第一盖体20内的正极极柱51、环设于正极极柱51与第一盖体 20之间的玻璃密封件52。具体地,部分正极极柱51位于第一盖体20朝向主壳体10空腔的 一侧,部分正极组件51位于第一盖体20远离主壳体10空腔的一侧。
87.进一步,第一盖体本体21设有收容部分玻璃密封件52的第一通孔211,且在一种优选 的实施方式中,玻璃密封件52与第一盖体本体21相垂直。进一步地,第一盖体20还包括限 位环25,限位环25一端与第一盖体本体21连接,另一端朝向主壳体10空腔方向延伸。限 位环25设有第二通孔251,第二通孔251与第一通孔211连通,部分正极极柱51穿设于该 第二通孔251中。以及,玻璃密封件52设有收容部分正极极柱51的第三通孔521,且第三 通孔521内侧面与正极极柱51外侧面贴合,玻璃密封件52外侧面与第二通孔251内侧面贴 合。优选的,正极极柱51为圆柱体或椭圆柱体,相应的第三通孔521横截面圆形或椭圆形。 当正极极住51为椭圆柱体时,正极极住51与外部母座的接触面积较大,导电效果更佳。
88.优选的,为简化工艺、降低装配难度,本实施例中的限位环25与第一盖体本体21一体 设置。
89.更进一步的,正极极住51的材料为钼、铝、铜或铅中的一种,且优选采用钼。经验证, 当正极极柱51采用钼时,正极极柱51与玻璃密封件52的粘合强度更大,结构稳定性及密封 性更佳。更进一步的,由于钼材料存在一定的脆性,当采用钼极柱时,优选采用圆柱体结构 以增强极柱的强度。
90.主壳体10包括底板14、分别与底板14成角度连接的第一侧板15及第二侧板16,第
一 侧板15与第二侧板16相对设置,从而底板14、第一侧板15及第二侧板16围合形成空腔, 该空腔两端分别为第一开口11及第二开口12。且作为优选地,底板14、第一侧板15及第二 侧板16一体成型,即主壳体10为一体冲压件。作为进一步优选地,主壳体10采用不锈钢材 质。第一盖体20与主壳体10连接方式具体为:第一法兰边22与第一侧板15连接,第二法 兰边23与第二侧板16连接,第三法兰边24与底板14连接。
91.优选的,第三盖体40与第一盖体20结构相同,区别仅在于第三盖体40不设置任何的开 孔,关于第三盖体40的具体结构请参照本实施例中对第一盖体20结构的相关描述。
92.继续参照图1、6所示,当电池壳体100为立体圆弧结构时,第一侧板15及第二侧板16 为圆心角相同的圆弧形曲面。进一步的,主壳体10的圆心角为5
°
~355
°
。因此,本实施例 的电池壳体100在满足电池壳体强度要求的基础上,适用的圆心角范围较大,适用的环形电 子产品场景较多。且作为一种优选,当电池壳体100应用于智能戒指中时,主壳体10的圆心 角优选为90
°
~270
°
,更优选为145
°
~270
°
。
93.如上描述,本实施例中的第一盖体20为槽型结构,且第一盖体20的槽口朝向主壳体10 所在的方向设置,即第一盖体20包覆至少部分主壳体10。具体的,第一法兰边22的内侧面 与第一侧板15的外侧面连接,第二法兰边23的内侧面与第二侧板16的外侧面连接,第三法 兰边24的内侧面与底板14的外侧面连接。
94.需要说明的,本实施例中的内侧面、外侧面均是针对该零部件本身形状进行的限定,内 侧面与外侧面是相对而言的,而非针对电池壳体100的内外表面所作的限定。
95.第三开口17朝向与底板14相反的方向设置。第二盖体30为槽口朝向或背向主壳体10 所在的方向的槽型结构。第二盖体30包括第二盖体本体31以及与第二盖体本体31成角度连 接的第四法兰边32及第五法兰边33,第四法兰边32与第一侧板15连接,第五法兰边33与 第二侧板16连接。
96.继续参照图5、8所示,本实施例中,第二盖体30的槽口朝向主壳体10所在方向设置。 第四法兰边32的内侧面与第一侧板15的外侧面贴合连接,且第五法兰边33的内侧面与第二 侧板16的外侧面贴合连接。
97.进一步的,第二盖体30端面与第一盖体本体21外侧面位于同一平面。该结构下,第一 盖体20还包括第一盖体本体21朝向第二盖体30延伸形成的连接部25,连接部25端面与第 二盖体30内侧面通过焊接连接。在该结构下,第四法兰边32与第一法兰边22齐平,第五法 兰边33与第二法兰边23齐平,交界处通过焊接连接以保持电池壳体表面的平整性。因此, 本实施例提供的电池壳体100,第一盖体20从两侧及底部包覆部分主壳体10,以实现第一盖 体20与主壳体10之间的密封连接。
98.作为一种优选,第一盖体本体21、第一法兰边22、第二法兰边23、第三法兰边24、连 接部25一体成型,即第一盖体20为一体冲压成型件。同样的,本实施例中的第二盖体30同 样为一体成型件。
99.因此,本实施例通过优化第二盖体30与主壳体10的连接结构,可有效提高第二盖体30 与主壳体10之间的密封性,从而进一步提高电池的密封性能;以及,对应于本实施例中第二 盖体30的具体结构,通过进一步优化相应第一盖体20的结构,以提高第一盖体20与第二盖 体30之间的连接结构,可有效提高第二盖体30与主壳体10之间的密封性,从而进一步提高 电池的密封性能。
100.此外,该电池壳体100还可根据需要设置负极片60及防爆刻线70,负极片60设于第一 盖体20或第二盖体30远离主壳体10的表面上。防爆刻线70设于第二盖体30朝向主壳体 10的表面;当负极片设于第三盖体30上时,防爆刻线70设于第一侧板15或第二侧板16朝 向主壳体的表面。需要说明的是,本实施例中的负极片60优选采用镍片。
101.防爆刻线70优选为u型刻线,且u型刻线底部为爆破侧。当该电池壳体100应用于手 环、智能戒指等电子产品时,应当将u型刻线底部朝向远离人体的一侧,以实现定向爆破, 防止电池爆破时对佩戴者造成伤害。
102.进一步的,防爆刻线70为设于其所在表面的u型图案,且u型图案刻的深度为 0.05~0.2mm,宽度为0.02~0.3mm。在该参数条件下,防爆刻线70的爆破极限为0.1~10公斤 力。作为一种优选,防爆刻线70采用激光或者化学腐蚀方法形成。
103.综上,本实施例电池壳体通过设置玻璃密封件,通过玻璃的热熔、冷却来实现正极极柱 的装配、固定,以及实现正极极柱与第一盖体之间的密封性、绝缘性,从而提高电池安全性; 进一步,第一盖体还包括限位环,限位环一端与第一盖体本体连接,另一端朝向主壳体空腔 方向延伸,限位环设有第二通孔,第二通孔与第一通孔连通,部分正极极柱穿设于第二通孔 中;本技术通过设置与第一通孔连通的限位环,实现对正极组件的定位及安装导向,从而提 高正极组件的安装稳定性,进而提高整个电池壳体的结构稳定性;进一步,本技术通过优化 第一盖体与主壳体的连接结构,可有效提高第一盖体与主壳体之间的密封性,从而进一步提 高电池性能;进一步,本技术通过优化第二盖体与主壳体的连接结构,可有效提高第二盖体 与主壳体之间的密封性,从而进一步提高电池性能;以及,本技术在不同的第二盖体结构下, 通过进一步优化相应第一盖体的结构,以提高第一盖体与第二盖体之间的连接结构,可有效 提高第二盖体与主壳体之间的密封性,从而进一步提高电池性能。
104.实施例2
105.如图10~14所示,本实施例提供另一种电池壳体100,本实施例相较于实施例1,区别仅 在于,本实施例中的第一盖体20不包括连接部25。第二盖体30位于第一盖体20一侧的端 面与第一盖体本体21外侧面的距离不超过0.2mm,第一盖体20还包括与第一盖体本体21 成角度设置的第六法兰边27,第六法兰边27端面与第二盖体30端面连接。因此,本实施例 提供的电池壳体100,第一盖体20从两侧及底部、顶部分别包覆部分主壳体10,以进一步实 现第一盖体20与主壳体10之间的密封连接。作为一种优选,第一盖体20同样为冲压形成的 一体成型结构。
106.当然,关于该电池壳体100其余部分结构的描述,可参照实施例1中的相关描述,本实 施例中将不再赘述。
107.本实施例相较于实施例1,第一盖体20与第二盖体30连接处为端面相对连接,贴合度 较高,焊接效果佳,可进一步提高电池壳体100的密封性及结构稳定性。
108.实施例3
109.如图15~20所示,本实施例提供另一种电池壳体100,本实施例相较于实施例1,区别在 于:第一盖体20的槽口背向主壳体10所在的方向设置,至少部分第一盖体20嵌设于主壳体 10内,第一法兰边22的外侧面与第一侧板15的内侧面连接,第二法兰边23的外侧面与第 二侧板16的内侧面连接。以及,本实施例中,第二盖体30为槽口背向所述主壳体所在的方 向的槽型结构。具体的,至少部分第二盖体30嵌设于主壳体10内,第四法兰边32的外侧
面 与第一侧板15的内侧面贴合连接,且第五法兰边33的外侧面与第二侧板16的内侧面贴合连 接。
110.进一步,本实施例中的第一盖体20不包括连接部25。在此基础上,第一盖体20还包括 与第一盖体本体21成角度连接的第七法兰边28,第七法兰边28外侧面与第二盖体本体31 外侧面贴合连接。且作为一种优选,第七法兰边28与第二盖体本体31相对应的端面齐平, 从而便于标准化定位及焊接。当然,本实施例中的第一盖体20、第二盖体30同样为冲压形 成的一体成型结构。
111.同样的,关于该电池壳体100其余部分结构的描述,可参照实施例1中的相关描述,本 实施例中将不再赘述。
112.因此,本实施例中的电池壳体100,第一盖体20、第二盖体30均为内嵌式凹槽结构,该 方式下,装配过程中容易定位,且第一盖体20、第二盖体30与主壳体10的贴合度更高,不 仅便于焊接,更能提高结构稳定性及密封性。
113.实施例4
114.如图21~25所示,本实施例提供另一种电池壳体100,本实施例相较于实施例3,区别在 于:第一盖体20还包括沿其外周向外延伸形成的第一环形凸缘29。以及,第二盖体30还包 括第八法兰边34,第八法兰边34与第二盖体本体31连接,且第四法兰边32、第八法兰边 34及第五法兰边33依次连接,第二盖体30还包括沿其外周向外延伸形成的第二环形凸缘35; 第一环形凸缘29分别与主壳体10的端面、第二环形凸缘35焊接连接。
115.进一步的,由于第一盖体本体21与第二盖体30之间具有一定的距离,故该第一环形凸 缘29朝向第二盖体30的方向的宽度大于其余部分的宽度。
116.同样的,本实施例中的第一盖体20、第二盖体30分别为冲压形成的一体成型结构。
117.关于该电池壳体100其余部分结构的描述,可参照实施例1中的相关描述,本实施例中 将不再赘述。
118.相较于前述实施例,本实施例提供的电池壳体100通过设置内凹式槽型结构第一盖体20、 第二盖体30,且在外缘形成第一环形凸缘35及第二环形凸缘35用于激光焊接连接,有效提 高了结构的稳定性及焊接工艺的可操作性。
119.实施例5
120.如图26所示,本实施例提供一种电池200,其包括电芯80、如实施例1~4中任意一项所 述的电池壳体100,该电芯80收容于电池壳体100的空腔中。且作为一种优选,电芯80与 电池壳体100的内腔结构相同,如同样为立体圆弧形或长方体形。
121.本实施例提供的电池200适用于尺寸较小的电子产品,如智能戒指等。
122.基于前述实施例的描述,该电池通过设置玻璃密封件,通过玻璃的热熔、冷却来实现正 极极柱的装配、固定,以及实现正极极柱与第一盖体之间的密封性、绝缘性,从而提高电池 安全性;以及通过优化电池壳体各部分部件之间连接结构以提高该电池的密封性,从而提高 电池性能。
123.实施例6
124.对应于上述实施例1~5,本实施例提供一种电池装配方法,用于制作如实施例5所述的 电池。示例性的,本实施例中的极柱为钼极柱。本实施例中的如图26所示,该装配方法包括:
125.s1、将正极极柱穿设于玻璃密封件中,并将玻璃密封件穿设于第一壳体中,烧结玻璃密 封件实现正极极柱在第一壳体上的封装。
126.具体地,该步骤对玻璃密封件进行烧结时,采用的烧结温度为600~700
°
,烧结时间为 0.5~2h,在烧结粘合后自然冷却至室温。
127.当然,在该步骤s1之前,通过铸模、切割、冲压等方式预先制作正极极住、玻璃密封件、 第一盖体、第二盖体及第三盖体。
128.在步骤s1之后,该装配方法还包括:在第一盖体/第二盖体上贴设预先冲压获取的负极 片,负极片为优选镍片。以及,在第二盖体/主壳体内侧面通过激光或刻蚀的方式制作防爆刻 痕。
129.s2、将第一盖体、第三盖体安装在主壳体两端以形成两端封闭的槽型结构。
130.具体地,首先将第一盖体、第三盖体置于主壳体两端并通过定位治具进行定位,然后通 过激光焊接将第一盖体、第三盖体焊接至主壳体两端。
131.在该步骤s2之前,该装配方法还包括:在第三盖体或主壳体侧壁通过激光或化学腐蚀的 方法在相应的表面刻蚀形成防爆槽。
132.s3、将电芯放置于主壳体中。
133.s4、将第二盖体安装在主壳体的开槽处以封闭所述开槽,形成电池。
134.同样的,首先将第二盖体置于主壳体开槽处并通过定位治具进行定位,然后通过激光焊 接将第二盖体焊接至主壳体开槽处,形成电池成本。
135.以上所述仅是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说, 在不脱离本技术技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为 本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1