一种电容器及该电容器的制备方法、安装方法与流程
1.本发明涉及电容器运用技术领域,具体为一种电容器及该电容器的制备方法、安装方法。
背景技术:
2.两个相互靠近的导体,中间夹一层不导电的绝缘介质,这就构成了电容器,当电容器的两个极板之间加上电压时,电容器就会储存电荷,电容器的电容量在数值上等于一个导电极板上的电荷量与两个极板之间的电压之比,电容器的电容量的基本单位是法拉(f),在电路图中通常用字母c表示电容元件,在直流电路中,电容器是相当于断路的,电容器是一种能够储藏电荷的元件,也是最常用的电子元件之一,电容的种类可以从原理上分为无极性可变电容、无极性固定电容、有极性电容等,从材料上可以分为cbb电容(聚乙烯),涤纶电容、瓷片电容、云母电容、独石电容、电解电容、钽电容等;
3.传统的立式电容器空间高度过高,过于浪费空间,而坐式电容器与电路板连接过于紧密,电容器在工作过程中产生的高温容易损害电路板本体,且现有的电容器焊接过程复杂,焊接的紧密度不够,锡焊过程中焊锡原料浪费严重,电路板上焊锡不规整,造成不必要的安全隐患,使得人工操作误差大,现亟待一种电容器及该电容器的制备方法、安装方法来解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种电容器及该电容器的制备方法、安装方法,以解决上述背景技术中提出的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:
6.一种电容器,包括电容器本体,电容器本体右侧端面伸出第一引脚和第二引脚,第一引脚和第二引脚均包括相同的保护引脚、散热引脚和焊接引脚,散热引脚的长度大于电容器本体的半径,焊接引脚上端表面设有若干个均匀分布的通孔,通孔形状为四棱台形,四棱台四个侧面分别斜向上30度延伸出一条圆形孔道,且通孔和圆形孔道内均填充满焊锡。
7.作为优选,第一引脚与第二引脚水平平行,第一引脚在第二引脚前端,且在相同高度。
8.作为优选,保护引脚垂直设置在电容器本体右侧端面,且与整个电容器本体平行。
9.作为优选,散热引脚与电容器本体右侧端面平行,且竖直向下设置,散热引脚垂直在保护引脚最右侧。
10.作为优选,焊接引脚垂直在散热引脚最下端,且与电容器本体空间方向垂直,第一引脚中的焊接引脚向前端延伸,第二引脚中的焊接引脚向后端延伸。
11.作为优选,第一引脚和第二引脚的直径在0.45-1.5mm。
12.作为优选,保护引脚和散热引脚为圆柱形,焊接引脚为扁平的长方体。
13.作为优选,焊接引脚分为上下两层,上侧为通孔所在位置处,下侧前后左右四个侧
边设有挡板。
14.该种电容器的制备方法,包括以下步骤:
15.s1:将第一引脚2和第二引脚3进行弯折,呈三段式;
16.s2:将焊接引脚6压扁,利用通孔模具将其上打入通孔7和圆形孔道8;
17.s3:将焊接引脚6浸入锡液中,静置3min后,在焊接引脚6下方垫上氧化完全的焊盘后拿出冷却,等待焊锡成型在通孔7和圆形孔道8内;
18.s4:制备完成。
19.该种电容器的安装方法,包括以下步骤:
20.步骤一:将电容器本体1放置到需要焊接的电路板上;
21.步骤二:将焊接引脚6与电路板焊接位接触;
22.步骤三:在焊接引脚6上方放置加热盘10;
23.步骤四:加热加热盘10将热量传递给焊接引脚6,使得通孔7和圆形孔道8内的焊锡融化,流出通孔7,到达焊接引脚6下层;
24.步骤五:加热盘10内设有通风管11对其进行通风,风口对准每个通孔7,对其加压散热;
25.步骤六:焊锡填满焊接引脚6下层,挪开加热盘10;
26.步骤七:锡焊完成。
27.与现有技术相比,本发明的有益效果是:
28.1.本电容器及该电容器的制备方法、安装方法中设有保护引脚,是为了保护电容器本体,因为引线是从电容器本体内部伸出的,所以防止电容器在焊接过程中引线的弯折而产生电容器本体内部引线折断的现象,从而破坏整个电容器。
29.2.本电容器及该电容器的制备方法、安装方法利用散热引脚将电容器本体在平躺锡焊时离电路板能有一定的高度,使得整个电容器与焊接的电路板之间存在一定的空隙,这样流通的空气能带走电容器本体一定的热量,使其散热更佳,且电容器本体的热量不会影响到电路板,延长其使用寿命。
30.3.本电容器及该电容器的制备方法、安装方法将焊接引脚设置成延伸向前和延伸向后的扁平状长方体,这样锡焊的时候接触面积更大,焊接的更加牢固,且方向上的设置不会因为电容器本体产生的热量而影响到锡焊位置的温度,延长焊接位置的寿命。
31.4.本电容器及该电容器的制备方法、安装方法在焊接引脚上设有若干个通孔,通孔的形状设置成四棱台形且四个侧面斜向上伸出圆形孔道,这样四棱台的上小下大使得焊接引脚下方与电路板焊接接触面积更大,焊接更加牢固,且利用加热盘来对其进行加热锡焊避免铅烟的散发,避免对长时间焊接的工作人员的身体损耗。
32.5.本电容器及该电容器的制备方法、安装方法在通孔中设有圆形孔道,且其斜向上30度设置,是为了在锡焊过程中存在焊锡不足的情况,使得锡焊的原料充足,而且若充足有一部分焊锡留在圆形孔道内也能在后续电路板在安装搬运过程中可能存在颠倒的情况,焊接引脚与电路板锡焊圆形孔道起到一个更加牢固的作用,无论该焊接好后的电路板如何运动都不会使得电容器与电路板脱落分离,牢固性得到进一步的保障。
33.6.本电容器及该电容器的制备方法、安装方法在锡焊过程先对整个焊接引脚进行加热后在利用通孔内的高温使得焊锡融化,从而焊锡流到焊接引脚下层进行锡焊从而完成
整个步骤,这样使得焊锡顺利方便的流到焊接引脚与电路板焊接位置,且在下层处四侧设有挡板,使得焊锡不会流到电路板其他表面,节省材料,保持电路板美观整洁,利用加热盘进行加热使得工人在操作过程中不需要靠的太近去完成锡焊的精度,避免锡焊过程产生的有毒气体对工人的损害。
34.7.本电容器及该电容器的制备方法、安装方法在锡焊过程中将焊锡融化控制在通孔内,不会在电路板上到处乱流,节省材料的同时做到美观,且其紧密性更佳。
附图说明
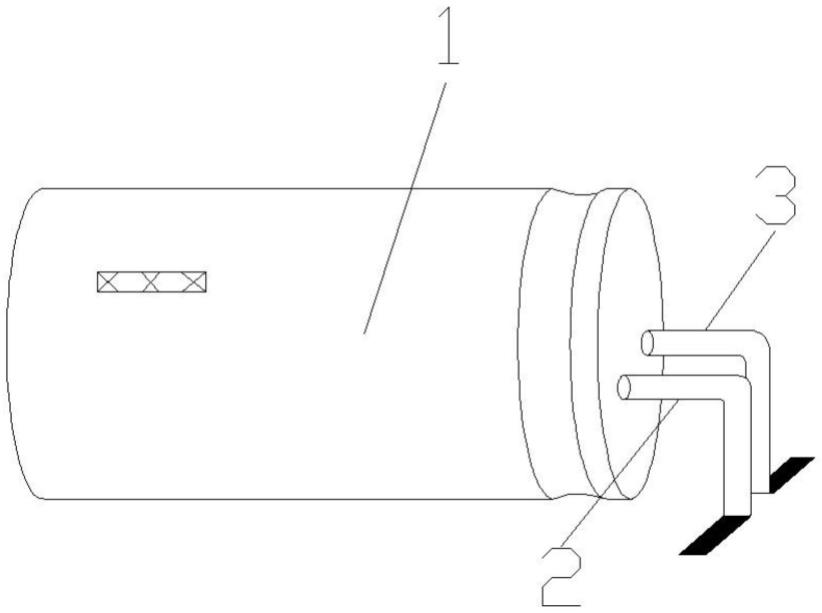
35.图1为本发明电容器整体结构示意图;
36.图2为本发明电容器整体结构俯视图;
37.图3为本发明图1中第一引脚和第二引脚结构示意图;
38.图4为本发明图1中焊接引脚结构示意图;
39.图5为本发明图1中通孔结构正视图;
40.图6为本发明图1中焊接引脚下侧结构示意图;
41.图7为本发明图1中加热盘结构示意图;
42.电容器本体1,第一引脚2、第二引脚3、保护引脚4、散热引脚5、焊接引脚6、通孔7、圆形孔道8、挡板9、加热盘10、通风管11。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.实施例:请参阅图1-6所示,
45.一种电容器,包括电容器本体1,电容器本体1右侧端面伸出第一引脚2和第二引脚3,第一引脚2和第二引脚3均包括相同的保护引脚4、散热引脚5和焊接引脚6,散热引脚5的长度大于电容器本体1的半径,焊接引脚6上端表面设有若干个均匀分布的通孔7,通孔7形状为四棱台形,四棱台四个侧面分别斜向上30度延伸出一条圆形孔道8,且通孔7和圆形孔道8内均填充满焊锡,散热引脚5能使得电容器本体1与焊接好之后与电路板之间有一定间隙,空气能正常流通在电容器本体1的四周,使其散热更快,不会因为电容器本体1工作时产生的高温影响电路板,延长整个电容器的使用寿命,通孔7的设置是为了将焊锡被加热向下流时固定在该空间内,使得焊锡不会在电路板上到处流动,影响电路板其他区域的工件效用,且使其更加美观,设置成四棱台形状是为了焊接引脚6下方与电路板的接触面积更大,上端开口小,是为了在加热过程中减少热量损失,锁住通孔7内,提高锡焊的效率,且还能避免锡焊过程中有毒气体的四散,保护工人的身体健康,设置了圆形孔道8是为了增大通孔7内的焊锡容量,防止焊锡容量不够而锡焊不完全,且当锡焊完全还有一部分留在圆形孔道8内时,也能在电路板安装搬运可能翻转情况下使其连接更加牢固,圆形孔道8能将其内部的焊锡和焊接引脚6下层的焊锡形成一体式,使其不会掉落,连接紧密度更好;
46.所述第一引脚2与第二引脚3水平平行,第一引脚2在第二引脚3前端,且在相同高
度,引脚的前后平行是为了焊接电路板时能更加节约空间,整体更加规整美观;
47.所述保护引脚4垂直设置在电容器本体1右侧端面,且与整个电容器本体1平行,垂直在电容器本体1,使得第一引脚2和第二引脚3第一次弯折的过程不会干涉到电容器本体1内部的引脚,对整个电容器本体1进行保护,且使得电容器本体1能平行电路板进行焊接,节约空间;
48.所述散热引脚5与电容器本体1右侧端面平行,且竖直向下设置,散热引脚5垂直在保护引脚4最右侧,散热引脚5的弯折是为了使得电容器本体1距离焊接的电路板有一定的间隙,使得空气能畅通的在整个电容器本体1四周进行流通,带走更多电容器本体1工作时产生的热量,使得其散热效果更佳;
49.所述焊接引脚6垂直在散热引脚5最下端,且与电容器本体1空间方向垂直,第一引脚2中的焊接引脚6向前端延伸,第二引脚3中的焊接引脚6向后端延伸,焊接引脚6的再次弯折是为了更大程度节约空间,且使得焊接更加牢固,焊接引脚6分别向前和向后端延伸,使得整个电容器本体1在高度上占用的空间最小;
50.所述第一引脚2和第二引脚3的直径在0.45-1.5mm,第一引脚2和第二引脚3的直径范围较大,适用的电容器更多;
51.所述保护引脚4和散热引脚5为圆柱形,焊接引脚6为扁平的长方体,保护引脚4和散热引脚5用常规的圆柱形,生产方便,焊接引脚6的扁平长方形设计是为了焊接面积更大,焊接的高度更低,焊接更牢固,且焊接是用锡焊的方式来进行的;
52.所述焊接引脚6分为上下两层,上侧为通孔7所在位置处,下侧前后左右四个侧边设有挡板9,在上侧通孔7位置处加热,里面的锡液就会向下流,往下侧空间流,且因为下侧前后左右设置了挡板9,就能将锡液留在挡板9内,防止锡液外流,使得装置美观性更佳,也能节省锡液,节约成本。
53.该种电容器的制备方法,包括以下步骤:
54.s1:将第一引脚2和第二引脚3进行弯折,呈三段式,将电容器引脚进行弯折,使得电容器引脚能呈现出保护引脚4、散热引脚5和焊接引脚6;
55.s2:将焊接引脚6压扁,利用通孔模具将其上打入通孔7和圆形孔道8,一体成型的通孔7和圆形孔道8,可以使得制备通孔7过程中更加快捷方便,效率更高;
56.s3:将焊接引脚6浸入锡液中,静置3min后,在焊接引脚6下方垫上氧化完全的焊盘后拿出冷却,等待焊锡成型在通孔7和圆形孔道8内,焊接引脚6上有通孔7和圆形孔道8的空间,可以进入锡液,静置3min是为了防止有气泡存在,使得其填充的更加完整,且在取出焊接引脚6的过程中利用完全氧化的焊盘对通孔7的一面进行垫放,完全氧化后的焊盘不会粘黏焊锡这样使得冷却后焊接引脚6不会影响到后续焊接工作,也能使得锡液能完美留置在通孔7和圆形孔道8内进行冷却定型;
57.s4:制备完成,获得所述电容器;
58.该种电容器的安装方法,包括以下步骤:
59.步骤一:将电容器本体1放置到需要焊接的电路板上,确定好电容器的放置位置;
60.步骤二:将焊接引脚6与电路板焊接位接触,确定好需要焊接的位置;
61.步骤三:在焊接引脚6上方放置加热盘10,加热盘10用来加热和加压,通过加热加热盘10来对焊接引脚6进行传递热量,且利用加热盘10能将锡焊过程中产生的有毒气体完
全避免,减少对工人身体损伤,常见的锡焊过程均会产生铅烟,而铅烟会破坏人体骨骼造血系统和神经系统的损害,对工人造成不可逆的伤害,利用加热盘10能有效避免这些有毒气体的产生;
62.步骤四:加热加热盘10将热量传递给焊接引脚6,使得通孔7和圆形孔道8内的焊锡融化,流出通孔7,到达焊接引脚6下层,在焊接引脚6的下层四侧设置了挡板9,这样就能将流出的锡液固定在挡板9内,使的锡液能规则的冷却成型,且锡焊效果更佳,节约成本,也能避免直接利用烙铁锡焊产生的有毒气体,减少安全隐患;
63.步骤五:加热盘10内设有通风管11对其进行通风,风口对准每个通孔7,对其加压散热,这样在加热过程中对焊接引脚6上的通孔7进行吹气,使得锡液融化更快,下流速度也更迅速,提高锡焊的工作效率,而且加热过程中因为风将锡液往下吹,这样锡液融化可能产生的有害气体也被往下吹,避免有毒气体挥发出来,保障工人的身体健康,避免长期锡焊工作者职业病的产生;
64.步骤六:锡液填满焊接引脚6下层,挪开加热盘10,等待冷却定型,使得锡焊完成;
65.步骤七:锡焊完成,获得所述电容器。
66.工作原理:将电容器本体1上的焊接引脚6锡焊在电路板上,这样整个电容器本体1能平行整个电路板,在高度上节约空间,散热引脚5的长度高于电容器本体1的半径,使得电容器本体与电路板之间存在一定的间隙,使得空气能正常流通的电容器本体1四周,带走电容器本体1外部的温度,防止其影响电路板,从而延长整个电容器的使用寿命,保护引脚4的存在是为了在弯折过程中不会对电容器本体1内的引脚产生折断的危险,且一定高度的保护引脚4使得电容器本体1的温度不会过多的产地给焊接电路板位置,防止锡焊位置因高温而变得不牢固,整个电容器散热效果好,节省空间,引脚的型号规格多;
67.在该电容器安装过程中将焊接引脚6上的通孔7对准电路板上的焊接位置,然后再焊接引脚6上放上加热盘10,对加热盘10进行加热,然后对加热盘10内部的通风管11进行吹气,这样加热到一定热量时,焊接引脚通孔7和圆形孔道8内的锡液融化,随着自身的重力向下流出,进入到焊接引脚6的下层,下层四侧设有挡板9,挡板9将融化的锡液挡在焊接引脚6下层与电路板进行锡焊,使得锡液不会流的到处都是,锡焊的形状规整,节约成本,且利用加热盘10的通风效果提高锡液融化下流的速度,提高锡焊的效率,通风管11向下通风,也能使得在焊锡融化过程中不会产生有害气体危害工人的身体健康,防止工人职业病的产生;
68.在通孔7内的锡液不够时圆形孔道8的设置是为了提高通孔7内的锡液含量,正常情况下,圆形孔道8内的锡液能与通孔和焊接引脚6下层的锡液冷却成型为一体式,这样是为了在电路板安装搬运可能翻转情况下使其锡焊更加牢固,若翻转焊接引脚6可能会因为通孔7的形状产生掉落的情况,而圆形孔道8能将其内部的焊锡形成一体式,使其不会掉落,连接紧密度更好,整个电容器及其制备方法相对于传统的电容器散热效果更好,焊接更加牢固,节省材料更加美观,安全隐患更少。
69.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
70.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1