一种带有检验功能的自动充磁设备的制作方法
1.本发明涉及自动充磁技术领域,具体为一种带有检验功能的自动充磁设备。
背景技术:
2.充磁机结构较简单,实际上就是一个磁力极强的电磁铁,配备多种形状的铁块,作为附加磁极,以便与被充磁体形成闭合磁路,充磁时,摆设好附加磁极,和被充磁体,只要加上激磁电流,刷瞬间即可完成。
3.目前,现有的自动充磁机,在对板片进行充磁过程中一般都是人工进行上料,这样在充磁过程中影响充磁的效率,充磁后是排列不整齐,增加工作人员的工作量,不具备对检验不合格的产品标识的功能。
技术实现要素:
4.本发明的目的在于提供一种带有检验功能的自动充磁设备,以解决上述背景技术提出的现有的自动充磁机,在对板片进行充磁过程中一般都是人工进行上料,这样在充磁过程中影响充磁的效率,充磁后是排列不整齐,增加工作人员的工作量,不具备对检验不合格的产品标识的问题。
5.为实现上述目的,本发明提供如下技术方案:一种带有检验功能的自动充磁设备,包括第一固定框架,所述第一固定框架的顶部固定连接有振动机构,所述第一固定框架的一侧设置有第二固定框架,所述第二固定框架的顶部固定连接有打码机构,所述第二固定框架的一侧设置有第三固定框架,所述第三固定框架的一侧设置有充磁机构,所述充磁机构的一侧设置有传动机构。
6.作为本发明一种优选的,所述振动机构包括与第一固定框架的顶部固定连接的垫片振动壳体,所述垫片振动壳体的顶部固定连接有垫片振动盘,所述垫片振动盘的内部固定连接有电动液压杆,所述电动液压杆的伸缩端与弹性调节片的内侧固定连接,所述弹性调节片置于垫片振动盘的内部,所述弹性调节片套设于垫片传输轨道的内侧,所述垫片传输轨道的底部与垫片振动盘内部固定连接,所述垫片振动盘内部的边侧固定连接有震动器,两个所述垫片振动盘的一侧设置有出料口,所述出料口的一侧设置有传输轨道,所述传送轨道的两端设置有第一电动伸缩杆,所述第一电动伸缩杆的伸缩端与调节板的一侧固定连接,所述传输轨道的一端与第二固定框架的一侧固定连接。
7.作为本发明一种优选的,所述打码机构包括与第二固定框架的顶部固定连接的传动固定框架,所述传动固定框架的一侧设置有第一驱动电机,所述第一驱动电机的传动端固定连接有主动盘,所述主动盘的外侧通过皮带与从动盘传动连接,所述从动盘的一侧设置有主动辊,所述主动辊的外侧设置有排料传送带,所述排料传送带的内侧一端与从动转辊的外侧传动连接,所述第二固定框架的底部固定连接有若干个安装座,若干个所述安装座的一侧设置有第二驱动电机,所述第二驱动电机的传动端固定连接有输送转盘。
8.作为本发明一种优选的,所述第二固定框架的顶部两侧固定连接有支撑台面,其
中一块所述支撑台面的一侧设置有红外感应器,两块所述支撑台面底部的一侧设置有垫片推料感应灯,其中另一块所述支撑台面一端的底部固定连接有红外线感应灯。
9.作为本发明一种优选的,所述支撑台面的顶部固定连接有第二电动伸缩杆,所述第二电动伸缩杆的外侧设置有固定块,所述固定块的一侧设置有打码喷头,所述第二固定框架的底端固定连接有保护壳,所述保护壳的内部固定连接有打码机,所述打码机的顶部固定连接有打码操作面板。
10.作为本发明一种优选的,所述支撑台面的顶部固定连接有摄像机,所述摄像机的顶部固定连接有摄像荧屏。
11.作为本发明一种优选的,所述充磁机构包括与第三固定框架的顶部固定连接有充磁轨道,所述充磁轨道的出料端设置有充磁头,所述充磁头的顶部设置有充磁壳体。
12.作为本发明一种优选的,所述传动机构包括传动框架,所述传动框架的顶部一侧设置有伺服电机,所述伺服电机的传动端固定连接有主动转辊,所述主动转辊的外侧设置有输送带,所述输送带一端的内侧与从动辊转动连接。
13.作为本发明一种优选的,所述第一固定框架的底部固定连接有液压伸缩杆,所述液压伸缩杆的外侧套设有伸缩弹簧,所述第一固定框架的底部固定连接有减震器。
14.作为本发明一种优选的,所述第一固定框架的一侧固定连接有单片机,所述单片机的外侧设置有保护层,所述第一电动伸缩杆、第一驱动电机、第二驱动电机、红外感应器、垫片推料感应灯、红外线感应灯、第二电动伸缩杆、打码机、摄像机、摄像荧屏、伺服电机、液压伸缩杆和减震器均通过单片机与外接电源电性连接。
15.与现有技术相比,本发明的有益效果是:
16.1)通过电动液压杆的伸缩推动调节弹性调节片与垫片传输轨道之间的间隙,便于根据垫片大小(宽与厚度)尺寸调节排列轨道,便于对产品进行输送,从而减轻人工上料操作;
17.2)通过打码机上的打码操作面板便于将画线合格产品影响录入系统,通过设置的摄像机便于对影像检验对比,当产品经过感应线时,摄像机会进行拍照检验画线问题与外观不良问题,出现不良品会自动提示取出,便于对不合格的产品进行打标识别;
18.3)通过垫片推料感应灯便于感应磁铁与垫片的循环排序,且在调节磁铁与垫片时,垫片推料感应灯速度推一个磁铁再推一个垫片的循环感应,推料完成后,磁铁与垫片的循环排序,通过红外线感应灯便于对排料传送带上的产品垫片便于对感应,便于打码机对产品垫片进行打码,便于产品的检测。
附图说明
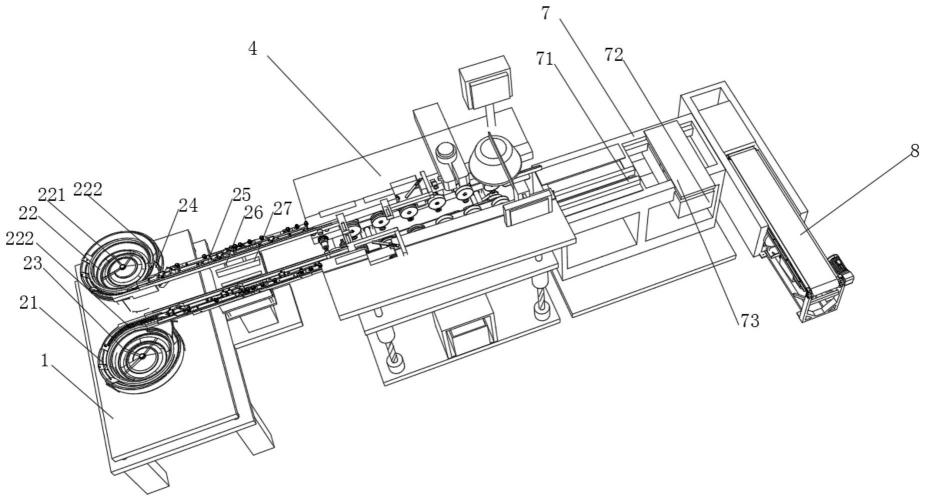
19.图1为本发明的结构示意图;
20.图2为本发明的支撑台结构示意图;
21.图3为本发明的红外线感应灯结构示意图;
22.图4为本发明的液压伸缩杆结构示意图;
23.图5为本发明打码机构的结构示意图;
24.图6为本发明传动机构的结构示意图。
25.图中:1、第一固定框架;11、第二固定框架;12、第三固定框架;2、振动机构;21、垫
片振动壳体;22、垫片振动盘;221、电动液压杆;222、垫片传输轨道;23、弹性调节片;24、出料口;25、传输轨道;26、第一电动伸缩杆;27、调节板;3、打码机构;31、传动固定框架;32、第一驱动电机;33、主动盘;34、从动盘;35、主动辊;36、排料传送带;37、从动转辊;38、安装座;39、第二驱动电机;391、输送转盘;4、支撑台面;41、红外感应器;42、垫片推料感应灯;43、红外线感应灯;5、第二电动伸缩杆;51、固定块;52、打码喷头;53、保护壳;54、打码机;55、打码操作面板;6、摄像机;61、摄像荧屏;7、充磁机构;71、充磁轨道;72、充磁头;73、充磁壳体;8、传动机构;81、传动框架;82、伺服电机;83、主动转辊;84、输送带;85、从动辊;9、液压伸缩杆;91、伸缩弹簧;92、减震器。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1-6,本发明提供一种技术方案:一种带有检验功能的自动充磁设备,包括第一固定框架1,第一固定框架1的顶部固定连接有振动机构2,第一固定框架1的一侧设置有第二固定框架11,第二固定框架11的顶部固定连接有打码机构3,第二固定框架11的一侧设置有第三固定框架12,第三固定框架12的一侧设置有充磁机构7,充磁机构7的一侧设置有传动机构8。
28.具体使用时,在对垫片进行加工时,通过设置打码机构3对产品进行画线,同时根据需求调节打码机线条粗细与长度,在垫片经过红外线感应灯43时,打码喷头52进行自动喷涂打码工作,且喷涂的喷码线条在产品居中位置,通过设置的充磁机构7便于产品与垫片会自动排列传送到充磁区充磁,通过设置的传动机构8将充磁完成的产品垫片进行输送。
29.在本时实施例中:振动机构2包括与第一固定框架1的顶部固定连接的垫片振动壳体21,垫片振动壳体21的顶部固定连接有垫片振动盘22,垫片振动盘22的内部固定连接有电动液压杆221,电动液压杆221的伸缩端与弹性调节片23的内侧固定连接,弹性调节片23置于垫片振动盘22的内部,弹性调节片23套设于垫片传输轨道222的内侧,垫片传输轨道222的底部与垫片振动盘22内部固定连接,垫片振动盘22内部的边侧固定连接有震动器,两个垫片振动盘22的一侧设置有出料口24,出料口24的一侧设置有传输轨道25,传输轨道25的两端设置有第一电动伸缩杆26,第一电动伸缩杆26的伸缩端与调节板27的一侧固定连接,传输轨道25的一端与第二固定框架11的一侧固定连接。
30.具体使用时,首先将产品放置到两个垫片振动盘22的内部,根据产品与垫片尺寸调节垫片振动盘22与传输轨道25,通过设置的电动液压杆221的伸缩推动调节弹性调节片23与垫片传输轨道222之间的间隙,根据垫片大小宽与厚度尺寸调节排列轨道,便于对产品进行输送,在输送的过程中通过底部的震动器对两个垫片振动盘22进行震动,调整垫片振动盘22出料的速度,通过传输轨道25边侧的第一电动伸缩杆26的伸缩便于推动调节板27进行伸缩调节,便于根据产品大小调节滑出。
31.在本时实施例中:打码机构3包括与第二固定框架11的顶部固定连接的传动固定框架31,传动固定框架31的一侧设置有第一驱动电机32,第一驱动电机32的传动端固定连
接有主动盘33,主动盘33的外侧通过皮带与从动盘34传动连接,从动盘34的一侧设置有主动辊35,主动辊35的外侧设置有排料传送带36,排料传送带36的内侧一端与从动转辊37的外侧传动连接,第二固定框架11的底部固定连接有若干个安装座38,若干个安装座38的一侧设置有第二驱动电机39,第二驱动电机39的传动端固定连接有输送转盘391。
32.具体使用时,通过设置的传动固定框架31上的第一驱动电机32的转动带动主动盘33进行转动,通过主动盘33外侧的皮带带动从动盘34进行转动,使得从动盘34一侧的主动辊35进行转动便于带动排料传送带36进行输料,同时通过若干个安装座38上的第二驱动电机39的转动带动输送转盘391对排料传送带36上的产品进行输送。
33.在本时实施例中:第二固定框架11的顶部两侧固定连接有支撑台面4,其中一块支撑台面4的一侧设置有红外感应器41,两块支撑台面4底部的一侧设置有垫片推料感应灯42,其中另一块支撑台面4一端的底部固定连接有红外线感应灯43。
34.具体使用时,通过支撑台面4上的红外感应器41便于对排料传送带36上垫片产品进行感应,通过设置的垫片推料感应灯42便于感应磁铁与垫片的循环排序,且在调节磁铁与垫片时,垫片推料感应灯42速度推一个磁铁再推一个垫片的循环感应,推料完成后,磁铁与垫片的循环排序,通过设置的红外线感应灯43便于对排料传送带36上的产品垫片便于对感应,便于打码机54对产品垫片进行打码。
35.在本时实施例中:支撑台面4的顶部固定连接有第二电动伸缩杆5,第二电动伸缩杆5的外侧设置有固定块51,固定块51的一侧设置有打码喷头52,第二固定框架11的底端固定连接有保护壳53,保护壳53的内部固定连接有打码机54,打码机54的顶部固定连接有打码操作面板55。
36.具体使用时,通过打码机54上的打码操作面板55便于将画线合格产品影响录入系统,通过设置的摄像机6便于对影像检验对比,当产品经过感应线时,摄像机6会进行拍照检验画线问题与外观不良问题,出现不良品会自动提示取出。
37.在本时实施例中:支撑台面4的顶部固定连接有摄像机6,摄像机6的顶部固定连接有摄像荧屏61。
38.具体使用时,通过设置摄像机6对产品进行检测。
39.在本时实施例中:充磁机构7包括与第三固定框架12的顶部固定连接有充磁轨道71,充磁轨道71的出料端设置有充磁头72,充磁头72的顶部设置有充磁壳体73。
40.具体使用时,通过设置的影像检验后,产品与垫片会自动通过充磁轨道71排列传送到充磁区充磁,当产品经过充磁头72时自动充磁,已充磁产品传输到传动机构8,自动充磁达到一定长度后,已充磁产品会推送出已充磁传送带区。
41.在本时实施例中:传动机构8包括传动框架81,传动框架81的顶部一侧设置有伺服电机82,伺服电机82的传动端固定连接有主动转辊83,主动转辊83的外侧设置有输送带84,输送带84一端的内侧与从动辊85转动连接。
42.具体使用时,通过传动框架81上的伺服电机82的转动带动主动转辊83,通过主动转辊83、输送带84和从动辊85的配合便于对打码完成的产品进行输送。
43.在本时实施例中:第一固定框架1的底部固定连接有液压伸缩杆9,液压伸缩杆9的外侧套设有伸缩弹簧91,第一固定框架1的底部固定连接有减震器92。
44.具体使用时,通过设置的液压伸缩杆9和伸缩弹簧91的相互配合,便于垫片输送的
过程中通过减震器92进行减震,保证垫片加工的稳定。
45.在本时实施例中:第一固定框架1的一侧固定连接有单片机,单片机的外侧设置有保护层。
46.具体使用时,通过设置的保护壳53便于对单片机进行保护。
47.在本时实施例中:第一电动伸缩杆26、第一驱动电机32、第二驱动电机39、红外感应器41、垫片推料感应灯42、红外线感应灯43、第二电动伸缩杆5、打码机54、摄像机6、摄像荧屏61、伺服电机82、液压伸缩杆9和减震器92均通过单片机与外接电源电性连接。
48.具体使用时,通过设置的单片机对用电器进行控制。
49.本说明中未作详细描述的内容属于本领域专业技术人员公知的现有技术,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1