一种磷酸铁锂动力电池极片难渗液的体系配方及实验方法与流程
1.本发明涉及锂电池技术领域,尤其涉及一种磷酸铁锂动力电池极片难渗液的体系配方及实验方法。
背景技术:
2.磷酸铁锂电池以其长寿命和高安全性目前仍然占据着动力锂离子电池的主导地位,尤其在储能领域优势就更为明显。但磷酸铁锂正极材料的振实密度较小,容量空间有限,若要进一步提升磷酸铁锂动力电池的能量密度,提高正/负极的极片压实密度是比较直接的方案之一。然而,部分厂家为迅速提升磷酸铁锂动力电池容量,一味地提高正/负极的极片压实密度,微观上的影响则是锂离子传输困难,宏观上的影响则是电极片和电解液的浸润性变差,造成负极片死区和析锂现象明显增多,结果反而减少了磷酸铁锂动力电池的循环寿命。
3.目前,市面上改善高压实磷酸铁锂动力电池极片难渗液问题的方案,大多给正/负极材料添加辅助改性材料如富勒烯、纳米钛等,以减小液相电解液与固相极片“润湿角”,提高电解液对极片的浸润性。但辅助改性材料可能价格昂贵,制备困难,如若直接添加入已成熟的正/负极材料体系则兼容性较差。
技术实现要素:
4.本发明的目的在于提供一种磷酸铁锂动力电池极片难渗液的体系配方及实验方法,解决背景技术中提到的技术问题。针对高压实密度磷酸铁锂动力电池的特点,为提高电解液的浸润性能我们应该着眼于优化电解液配方体系,从根本上省时省力地改善电解液难渗液的问题。
5.为了实现上述目的,本发明采用的技术方案如下:
6.一种磷酸铁锂动力电池极片难渗液的体系配方,包括锂盐11-16%、溶剂体系82-88%和辅助剂1.01-3.05%;
7.锂盐为每升溶剂体系添加151.92g(即151.92g/l)的lipf6,溶剂体系为其中lipf6的纯度为99.9%以上,ec、dmc、emc和pa的纯度均是99.99%以上(纯度《99.99%的有机溶剂,含有较多的含醇杂质,可能会影响电池容量发挥),辅助剂为0.50~1.50%libob、0.50~1.50%vc和0.01~0.05%top,libob的纯度为99.0%以上,vc和top的纯度均为98.0%以上。
8.一种磷酸铁锂动力电池极片难渗液的体系配方的实验方法,所述方法包括如下步骤:
9.步骤1:将lipf6按一系列质量比分别均速添加到固定配比的溶剂体系混合,制成不同含量的lipf6混合液,然后测定每组混合液的粘度和电导率,同时采用俘虏气泡法测定正/负极片与混合液润湿角对比,确定最优的lipf6含量;
10.步骤2:将lipf6按一系列质量比分别均速添加到不同配比的有机溶剂体系中混
合,控制每个混合液中的lipf6为上一步确定的最优含量,然后测定每组混合液的粘度和电导率,同时采用俘虏气泡法测定正/负极片与混合液润湿角对比,确定最优的溶剂体系配比;
11.步骤3:确定辅助剂的组成物质,将最优的lipf6含量和最优的溶剂体系配比与不同组合的配比的辅助剂进行混合,然后测定每组混合液的粘度和电导率,同时采用俘虏气泡法测定正/负极片与混合液润湿角对比,确定最终的电解液体系配方。
12.进一步地,步骤1的具体过程为:
13.将lipf6按一系列质量比分别均速添加到体积分数为的有机溶剂体系中混合,制成五组含量分别为121.54g/l、136.73g/l、152.91g/l、167.11g/l和182.30g/l的lipf6混合液,然后测定每组混合液的粘度和电导率,然后将五组混合液的粘度和电导率标在坐标轴上,然后连接成为曲线,测高压实正、负极片与混合液的湿润角θ,其中,121.54g/l的lipf6组的粘度、电导率、正极湿润角和负极湿润角分别为2.75、10.13、30和25,136.73g/l的lipf6组的粘度、电导率、正极湿润角和负极湿润角分别为2.91、10.14、38和31,152.91g/l的lipf6组的粘度、电导率、正极湿润角和负极湿润角分别为3.3、10.25、45和40,167.11g/l的lipf6组的粘度、电导率、正极湿润角和负极湿润角分别为3.36、10.08、52和47,182.30g/l的lipf6组的粘度、电导率、正极湿润角和负极湿润角分别为3.58、10.02、60和50。
14.随着lipf6含量的递增,体系混合液粘度逐渐升高,电导率则是呈现先升高后下降的趋势,而高压实正、负极片与混合液的湿润角θ,随着lipf6含量的递增呈现逐渐减小趋势,浸润性能逐渐提高。通过调整lipf6含量,在保证电池适宜的电导率和电化学性能前提下,尽可能降低电解液体系粘度,以提高其浸润性能的目的,因此确定最优的lipf6含量为152.91g/l。
15.进一步地,步骤2的具体过程为:
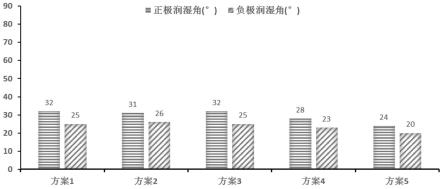
16.设置7个方案的不同体积配比的溶剂体系,方案1为方案2为方案3为方案4为方案5为方案6为方案7为将lipf6按一系列质量比分别均速添加到以上各有机溶剂配比方案中,控制每个混合液方案中的lipf6含量均为152.91g/l,然后测定每个方案混合液的粘度和电导率,然后将七个方案的混合液粘度和电导率标在坐标轴上,然后连接成为曲线,测高压实正、负极片与混合液的湿润角θ,方案1的粘度、电导率、正极湿润角和负极湿润角分别为3.3、10.25、45和40,方案2的粘度、电导率、正极湿润角和负极湿润角分别为2.63、10.42、38和31,方案3的粘度、电导率、正极湿润角和负极湿润角分别为2.61、10.4、35和29,方案4的粘度、电导率、正极湿润角和负极湿润角分别为2.55、10.48、32和25,方案5的粘度、电导率、正极湿润角和负极湿润角分别为2.34、9.8、25和23,方案6的粘度、电导率、正极湿润角和负极湿润角分别为2.32、9.78、24和21,方案7的粘度、电导率、正极湿润角和负极湿润角分别为2.28、9.76、23和19。当碳酸乙烯酯(ec)含量下降至20%时,方案2、
3、4与方案1相比,电解液电导率呈连续上升趋势;当碳酸乙烯酯(ec)含量下降至15%时,方案5、6、7与方案2、3、4相比,电解液电导率先呈跳水式下降趋势,这是因电解液中的ec含量过少,导致lipf6的溶剂化作用减弱,游离态li
+
减少,电导率降低。而电解液粘度与ec含量呈正相关关系,随着ec含量降低,电解液粘度逐渐下降,在高压实正/负极片与电解液润湿角减少,浸润性能得到提高,结合浸润性和电池性能考虑,方案4中[锂盐为152.91g/l lipf6,]为目前最优方案。
[0017]
进一步地,步骤3中,添加剂为双草酸硼酸锂libob、碳酸亚乙烯酯vc和浸润剂磷酸三辛酯top中的任意一种、任意两种或者三种。
[0018]
进一步地,步骤3的具体过程为:将5组含有152.91g/l lipf6的溶剂配方体系为的混合液与添加剂混合,然后5组中设置一组为空白对照组,不添加任何添加剂,设置4组添加剂,第1组为0.50~1.50%双草酸硼酸锂libob,第2组为0.50~1.50%碳酸亚乙烯酯vc,第3组为0.50~1.50%双草酸硼酸锂libob和0.50~1.50%碳酸亚乙烯酯vc,第4组为0.50~1.50%双草酸硼酸锂libob、0.50~1.50%碳酸亚乙烯酯vc和0.01~0.05%浸润剂磷酸三辛酯top,对第1组,未添加任何辅助剂的基础对照组、第2组和第3组的电解液配方体系未能改善对高压实正、负极极片的浸润性,第4组制成的电解液体系,能提高电解液对高压实正、负极极片的浸润性;第5组则在第4组的基础上添加浸润剂磷酸三辛酯top,正/负极片与电解液润湿角缩小,浸润性能更优,浸润剂能够降低液体的表面张力,提高电解液对极片的润湿能力和渗透能力,从辅助剂角度考虑,在保证适合的电导率和电化学性能的前提下,通过优化辅助剂组合,可提高电解液的浸润性能,最优的添加剂配比为0.50~1.50%双草酸硼酸锂libob、0.50~1.50%碳酸亚乙烯酯vc和0.01~0.05%浸润剂磷酸三辛酯top。
[0019]
本发明由于采用了上述技术方案,具有以下有益效果:
[0020]
本发明通过给正/负极材料添加辅助性材料以达到改善高压实密度电极片与电解液浸润性,本专利电解液配方体系具有体系兼容性好、改善效果显著优点,本专利电解液配方体系对不同材料体系电池极片具有普适性,相比于目测法、称重法等普通方法表征电解液浸润性能,本专利采用俘虏气泡法测定润湿角具有简便性、准确性。
附图说明
[0021]
图1是本发明不同lipf6添加方案下电解液粘度和电导率对比图;
[0022]
图2是本发明不同lipf6添加方案下正/负极片与电解液润湿角(θ)对比图;
[0023]
图3是本发明不同溶剂配方体系电解液电导率和粘度对比图;
[0024]
图4是本发明不同溶剂配方体系正/负极片与电解液润湿角(θ)对比图;
[0025]
图5是本发明不同辅助剂组合改善方案电解液电导率和粘度对比图;
[0026]
图6是本发明不同辅助剂组合改善方案正/负极片与电解液润湿角(θ)对比图;
[0027]
图7是本发明液相电解液与固相电极片“接触角”示意图。
具体实施方式
[0028]
为使本发明的目的、技术方案及优点更加清楚明白,以下参照附图并举出优选实施例,对本发明进一步详细说明。然而,需要说明的是,说明书中列出的许多细节仅仅是为
了使读者对本发明的一个或多个方面有一个透彻的理解,即便没有这些特定的细节也可以实现本发明的这些方面。
[0029]
如图1-6所示,一种磷酸铁锂动力电池极片难渗液的体系配方,包括锂盐、溶剂体系和辅助剂;
[0030]
锂盐为每升溶剂体系添加151.92g(即151.92g/l)的lipf6,溶剂体系为辅助剂为0.50~1.50%libob、0.50~1.5%vc和0.01~0.05%top。
[0031]
电解液对电池极片的浸润关系到气、液、固三相接触的情况。当把电解液注入电池壳内时,电解液首先要排出壳内的空气,然后慢慢附着在正/负极活物质的表面,部分电解液会通过卷芯的隔膜渗入正极片-隔膜-负极片之间。在电解液浸润极片的过程中,我们应在保证电解液体系介电常数的前提下,尽量降低环状碳酸酯含量,采用低粘度的链状碳酸酯并优化其含量,这样可以减小液相电解液与固相电极片的“润湿角”θ如图7所示,提高电解液的浸润性能。
[0032]
考虑电解质盐、溶剂体系和辅助剂这三个因素对电解液电导率和粘度的影响,并采用特制的润湿角测试仪通过captive bubble(俘虏气泡法)测定室温(25℃)下30s的浸润时间内液相电解液与固相极片的“润湿角”θ,进而准确定量判定电解液的浸润性能。
[0033]
如图1-6所示,一种磷酸铁锂动力电池极片难渗液的体系配方的实验方法,
[0034]
步骤1:lipf6最优含量
[0035]
锂盐是电解液中锂离子的提供者,lipf6是目前最常见也是使用范围最广的锂盐。而常用的溶剂体系大部分包括乙酸丙酯(pa)、碳酸丙烯酯(pc)、碳酸乙烯酯(ec)、二乙基碳酸盐(dec)、碳酸甲乙酯(emc)、碳酸二甲酯(dmc)等。在不同的电解液溶剂配方体系中,找到最优的锂盐含量,对于提高电解液的性能具有重要意义。具体方案如下:
[0036]
我们暂定电解液溶剂体系为的前提下,设计一系列梯度含量(121.54g/l、136.73g/l、152.91g/l、167.11g/l和182.30g/l)的lipf6电解液实验如表1所示。
[0037]
表1 lipf6最优含量探究方案表
[0038][0039]
lipf6最优含量探究方案实验粘度和电导率结果如图1所示,在溶剂体系暂定为的前提下,随着lipf6含量的递增,电解液粘度逐渐升高;电导率则是呈现先升高后下降的趋势,其中方案3(152.91g/l lipf6)电导率最高。而高压实正、负极片与电解液的湿润角θ,随着lipf6含量的递增呈现逐渐减小趋势(如图2所示),浸润性能逐渐提高。因此,从锂盐lipf6含量的考虑,在保证电池合适电导率和电化学性能的前提下,应通过调整lipf6含量,尽可能降低电解液体系粘度,以达到提高其浸润性能的目的。
[0040]
步骤2:电解液溶剂配方改善
[0041]
在常规的电解液配方体系中,环状碳酸酯含量占比越大,电解液粘度越高;链状碳
酸酯含量占比越小,电解液粘度越低。因而,为了提高电解液的浸润性,在确定电解质盐lipf6的最优含量后,应考虑合理降低环状酯碳酸乙稀酯(ec)含量,调整链状碳酸二甲酯(dmc)、酯碳酸甲乙酯(emc)和乙酸丙酯(pa)比例搭配。
[0042]
溶剂配方体系改善方案如表1。方案1为对比方案;方2、3、4为碳酸乙烯酯(ec)含量将至20%,并调整链状碳酸二甲酯(dmc)、酯碳酸甲乙酯(emc)和乙酸丙酯(pa)比例的平行方案;方5、6、7为碳酸乙烯酯(ec)含量将至15%,并调整链状碳酸二甲酯(dmc)、酯碳酸甲乙酯(emc)和乙酸丙酯(pa)比例的平行方案。
[0043]
表2溶剂配方体系改善方案表
[0044][0045]
溶剂配方体系改善方案实验粘度和电导率结果如图3所示,在lipf6最优浓度(152.91g/l)前提下,碳酸乙烯酯(ec)含量下降至20%时,方案2、3、4与方案1相比,电解液电导率呈连续上升趋势;碳酸乙烯酯(ec)含量下降至15%时,方案5、6、7与方案2、3、4相比,电解液电导率先呈跳水式下降趋势,这是因电解液中的ec含量过少,导致lipf6的溶剂化作用减弱,游离态li
+
减少,电导率降低。而电解液粘度与ec含量呈正相关关系,随着ec含量降低,电解液粘度逐渐下降,在高压实正/负极片与电解液润湿角(θ)减少如图4所示,其浸润性能得到提高。
[0046]
以上溶剂配方体系改善方案1-7实验通过溶剂体系优化,结合浸润性和电池性能考虑,方案4[锂盐为152.91g/l lipf6,]为目前最优方案。
[0047]
步骤3:辅助剂改善浸润性能
[0048]
微量的辅助剂能够显著提高电解液的性能,本专利研究添加剂(双草酸硼酸锂libob和碳酸亚乙烯酯vc)和浸润剂磷酸三辛酯top四种不同的方案与基础方案对比,方案见表3。:
[0049]
表3辅助剂libob、vc和top改善方案
[0050][0051]
不同辅助剂组合改善方案实验导电率和结果如图5,浸润性能结果如图7。由图5所示,可知微量的辅助剂libob、vc和top添加对电解液配方体系的电导率和粘度影响均较小。由图7所示,对比方案1(未添加任何辅助剂)基础对比方案,方案2(0.50~1.5%libob)和方案3(0.50~1.5%vc)电解液配方体系几乎未能改善对高压实正、负极极片的浸润性;而方案4采用0.50~1.5%libob+0.50~1.5%vc组合添加剂制成的电解液体系,能显著地提高电解液对高压实正、负极极片的浸润性;方案5则在方案4的基础上添加0.01~0.05%浸润剂磷酸三辛酯top,正/负极片与电解液润湿角(θ)进一步缩小,如图6所示,浸润性能更优。这是因为浸润剂能够降低液体的表面张力,提高电解液对极片的润湿能力和渗透能力。因此,从辅助剂角度考虑,在保证适宜的电导率和电化学性能前提下,通过优化辅助剂组合,可提高电解液的浸润性能。
[0052]
通过前三部分对锂盐、溶剂体系和辅助剂的浸润性能研究,设计电解液配方优化方案,我们确定了“锂盐为每升溶剂体系添加151.92g(即151.92g/l)的lipf6;溶剂体系为添加剂为0.50~1.5%libob+0.50~1.5%vc+0.01~0.05%top”的最终方案,可有效解决高压实密度电极极片与电解液浸润性差的问题,使磷酸铁锂动力电池的低温性能、常温和高温循环性能都得到改善,有效延长磷酸铁锂动力电池的使用寿命。
[0053]
为提高电解液的浸润性能我们应该着眼于优化电解液配方体系,从根本上省时省力地改善电解液难渗液的问题。
[0054]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1