一种氢燃料双极板生产线的制作方法
1.本发明涉及生产线技术领域,特别涉及一种氢燃料双极板生产线。
背景技术:
2.双极板又称集流板,是燃料电池重要部件之一。具有下述功能与性质:分隔燃料与氧化剂,阻止气体透过;收集、传导电流,电导率高;设计与加工的流道,可将气体均匀分配到电极的反应层进行电极反应;能排出热量,保持电池温场均匀;耐蚀;抗冲击和震动;厚度薄;重量轻;同时成本低,容易机械加工,适合批量制造等。
3.现有技术中,针对燃料电池金属双极板的生产过程中,其中多数工艺工序均由人工参与进行操作,生产加工工艺的机械化、自动化程度较低,这导致了燃料电池金属双极板的加工生产效率低、金属双极板的加工生产质量一致性差的问题;且生产双极板的各个装置不能单独使用或单独离线某台装置使用,维护不便,导致加工成本增加,设备可扩展性差;因此,亟待需要一种新型的氢燃料双极板生产线解决上述问题。
技术实现要素:
4.本发明的主要目的在于提出一种氢燃料双极板生产线,旨在解决现有双极板生产线自动化程度低,效率低,生产的双极板一致性差,设备维护不变等问题。
5.为实现上述目的,本发明提出一种氢燃料双极板生产线,该生产线包括依次连接的打磨机、第一移栽机、收板机、回流水平炉、放板机、第二移栽机、阳极板输送线、阴极板输送线、治具移栽机、治具回流线、分板机、双极板气密性检测机、双极板ng缓存机、开箱机和封箱机,所述阳极板输送线包括依次连接的阳极板气密性检测机、阳极板ng缓存机、阳极板扫描检测机和转向机,所述阴极板输送线包括依次连接的阴极板气密性检测机、阴极板ng缓存机、阴极板扫描检测机、点胶机、断胶检测机和贴合机,所述转向机将阳极板长度方向输送转向成宽度方向输送进入贴合机。
6.优选地,所述阳极板ng缓存机设有两个,所述阴极板ng缓存机包括三个,所述双极板ng缓存机设有一个。
7.优选地,所述收板机内设有周转治具箱,所述收板机将单片极板逐个输送进入周转治具箱,当周转治具箱装满极板,所述收极板将周转治具箱输送至回流水平炉,并从回流水平炉底板进入空的周转治具箱;
8.所述回流水平炉包括预热区、加热区和冷却区,并内置循环风系统;
9.所述放板机将单片极板逐个输出到下位机,当周转治具箱内无极板时,所述放板机将周转治具箱输送至回流水平炉,并从回流水平炉底部进入满的周转治具箱。
10.优选地,所述阳极板气密性检测机、阴极板气密性检测机和双极板气密性检测机用于将极板搬运到气密性检测平台上,进行上下压合,并通过对对应的通道通气、保压,将ok产品流向下一工位,ng产品分别流向阳极板ng缓存机、阴极板ng缓存机和双极板ng缓存机。
11.优选地,所述贴合机内设有贴合治具,所述贴合治具将极板贴合,贴合好的产品之间放置胶垫和隔纸。
12.优选地,所述生产线上还设有锁螺母机,所述锁螺母机将治具盖板放在贴合好产品的治具上,再对每个螺母进行锁附,所述治具回流线设置在治具移栽与分板机之间,所述治具回流线将分板机分出的贴合治具与盖板,回流到贴合机与螺丝机上。
13.优选地,所述开箱机通过气缸打开纸箱,纸箱底部封胶带,再把空纸箱输送至下一工位,所述封箱机通过在纸箱底部放一层软泡棉,将双极板通过机械手放入纸箱内,再在产品表面放置一层泡棉,最后对装好双极板的纸箱进行封口下线。
14.本发明技术方案的有益效果在于:
15.本发明的一种氢燃料双极板生产线,主要包括打磨机、第一移栽机、收板机、回流水平炉、放板机、第二移栽机、阳极板输送线、阴极板输送线、治具移栽机、治具回流线、分板机、双极板气密性检测机、双极板ng缓存机、开箱机和封箱机,该生产线是对双极板进行点胶,最后打包封箱总成,从模压成型后人工将极板装到收集料框,上料到打磨工位,打磨后进行清洗、烘干、气密性检测、扫描检测,阴极板点胶后进行在线断胶检测,在贴合前规避异常,阳极板、阴极板在进行粘接密封、粘接密封垫,加压加热固化,固化温度、固化时间可设定,已适用多样化工艺需求,最后再装箱下线,具有自动化程度高,生产效率高的特点,保证生产的双极板一致性好;且该生产线的各个装置可根据使用需要,增加上下游装置,实现工艺和设备的延伸,保证装置能单独离线使用,维护成本低。
附图说明
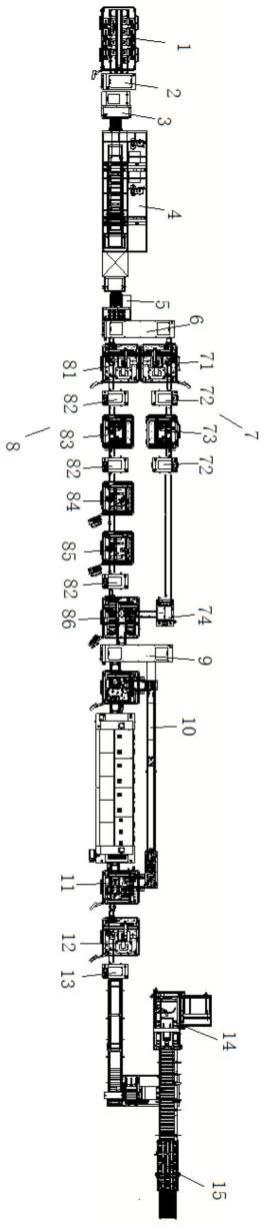
16.图1为本发明一种氢燃料双极板生产线一实施例的俯视结构示意图。
具体实施方式
17.下面将结合本发明实施例,对本发明实施例中的方案进行清楚完整的描述,显然,所描述的实施例仅是本发明中的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.作为本发明的一种优选地实施例,参照图1,本发明提出一种氢燃料双极板生产线,该生产线包括依次连接的打磨机1、第一移栽机2、收板机3、回流水平炉4、放板机5、第二移栽机6、阳极板输送线7、阴极板输送线8、治具移栽机9、治具回流线10、分板机11、双极板气密性检测机12、双极板ng缓存机13、开箱机14和封箱机15,阳极板输送线7包括依次连接的阳极板气密性检测机71、阳极板ng缓存机72、阳极板扫描检测机73和转向机74,阴极板输送线8包括依次连接的阴极板气密性检测机81、阴极板ng缓存机82、阴极板扫描检测机83、点胶机84、断胶检测机85和贴合机86,转向机74将阳极板长度方向输送转向成宽度方向输送进入贴合机86。
19.本发明的移栽氢燃料双极板生产线,主要包括打磨机1、第一移栽机2、收板机3、回流水平炉4、放板机5、第二移栽机6、阳极板输送线7、阴极板输送线8、治具移栽机9、治具回流线10、分板机11、双极板气密性检测机12、双极板ng缓存机13、开箱机14和封箱机15,打磨机1用于将料框内的极板逐个输出,并对极板进行双面打磨;第一移栽机2和第二移栽机6用
于将极板从上位机进料,并输送给下位机,起到运输,移栽的作用,内含输送线,模组移栽系统等;收板机3和放板机5用于存储极板;回流水平炉4用于将极板加热固化,并将空的周转治具箱回流,将极板输送至下一工位;阳极板输送线7和阴极板输送线8用于将阳极板和阴极板进行气密性检测、点胶和贴合;治具移栽机9用于极板从分板机移栽到贴合机内;治具回流线10用于将分板机分出的贴合治具与盖板,回流到贴合机与螺丝机;分板机11对双极板进行取放;双极板气密性检测机12对双极板进行气密性检测;双极板ng缓存机13用于对阳极板、阴极板和双极板进行合格极板的筛选,合格极板继续输送,不合格极板暂存;开箱机14用于将纸箱打开,将空纸箱输送到下一工位;封箱机15用于将装好双极板的纸箱进行封口下线;该生产线是对双极板进行点胶,最后打包封箱总成,从模压成型后人工将极板装到收集料框,上料到打磨工位,打磨后进行清洗、烘干、气密性检测、扫描检测,阴极板点胶后进行在线断胶检测,在贴合前规避异常,阳极板、阴极板在进行粘接密封、粘接密封垫,加压加热固化,固化温度、固化时间可设定,已适用多样化工艺需求,最后再装箱下线。
20.在一个较佳实施方式中,参照图1,该生产线的阳极板ng缓存机设有两个,阴极板ng缓存机包括三个,双极板ng缓存机设有一个。两个阳极板ng缓存机分别设于阳极板气密性检测机的下一工位和阳极板扫描检测机的下一工位,三个阴极板ng缓存机分别设于阴极板气密性检测机的下一工位、阴极板扫描检测机的下一工位和断胶检测机的下一工位,一个双极板ng缓存机设于双极板气密性检测机的下一工位,将合格极板继续输送,不合格极板暂存。
21.在一个较佳实施方式中,参照图1,该生产线的收板机3内设有周转治具箱,收板机将单片极板逐个输送进入周转治具箱,当周转治具箱装满极板,收极板3将周转治具箱输送至回流水平炉4,并从回流水平炉4底板进入空的周转治具箱;回流水平炉4包括预热区、加热区和冷却区,并内置循环风系统;放板机5将单片极板逐个输出到下位机,当周转治具箱内无极板时,放板机将周转治具箱输送至回流水平炉,并从回流水平炉底部进入满的周转治具箱。
22.具体地,每个周转治具箱可以存20片极板,周转治具箱可循环利用,可实现单片极板逐个输送进入周转治具箱,实现2
×
10的排列,当周转治具箱内装满极板时,收板机3将周转治具箱输送到水平炉,并从水平炉底部进入空的周转治具箱;回流水平炉4将周转治具箱内产品,加热固化,并将空的周转治具箱从底部回流,回流水平炉4分为预热区、加热区和冷却区,并内置循环风系统,实现热量分布均匀;回流水平炉4前端设置收板机3,回流水平炉4后端设置放板机5,收板机3将极板逐个送进入烘烤周转治具箱,放板机5将固化后的极板从周转治具箱逐个输送离开;每个周转治具箱存极板20片,多套周转治具箱循环利用,可实现单片极板从周转治具箱内逐个输出到下位机,实现2
×
10的输出,当周转治具箱内无极板时,放板机5将周转治具箱输送到水平炉,并从水平炉底部进入满的周转治具箱。
23.在一个较佳实施方式中,参照图1,该生产线的阳极板气密性检测机71、阴极板气密性检测机81和双极板气密性检测机12用于将极板搬运到气密性检测平台上,进行上下压合,并通过对对应的通道通气、保压,将ok产品流向下一工位,ng产品分别流向阳极板ng缓存机72、阴极板ng缓存机82和双极板ng缓存机13。气密性检测机用于将产品搬运到气密性检测平台上,进行上下压合,通过对对应的通道通气、保压,保压的时间通常大于20s,读取泄露值,将ok产品流向下一工位,ng产品流向ng缓存区;缓存机从上位机得到ng/ok信号,合
格极板继续输送,不合格极板暂存,缓存机内设有精准升降系统,避免造成输送台阶,可暂存5片极板;当极板进行气密性检测后,经过ng缓存机d筛查后进入扫描检测装置,通过采用高精度检测相机与激光测高仪对产品进行检测,可实现数据整理、汇总、输入、图像拟合等,内涵输送线、吸附平台、高精度三轴模组、高精度激光测量系统等;其中,阴极板ng缓存机下一工位设有点胶机84,点胶机的特点是,轨道自动输送,主要实现极板固定、视觉定位、点胶、极板输入输出等,可实现多种轨迹的点胶,精确控制点胶量,主要结构包括点胶系统、加热系统、供胶系统、高精度三轴模组、视觉系统和吸附平台等。
24.在一个较佳实施方式中,参照图1,该生产线的贴合机86内设有贴合治具,贴合治具将极板贴合,贴合好的产品之间放置胶垫和隔纸。具体地,阴极板、阳极产品经过外形尺寸定位后,贴合治具经过特定的机构进行精确定位,将定位好的产品一片一片放在贴合治具内进行贴合,在放胶垫与隔纸,存放20片后,在将治具与极板流向下一工位,人工取放胶垫与隔纸的料框;主要结构有:倍数线、皮带线,阻挡系统、吸附系统,顶升系统,龙门三轴等。
25.在一个较佳实施方式中,参照图1,生产线上还设有锁螺母机,锁螺母机将治具盖板放在贴合好产品的治具上,再对每个螺母进行锁附,治具回流线设置在治具移栽与分板机之间,治具回流线将分板机分出的贴合治具与盖板,回流到贴合机与螺丝机上。锁螺母机设置在贴合机的下一工位,锁螺母机将治具盖板放在贴合好产品的治具上,通过调整扭力电批扭力值大小,对每个螺母进行锁付,先进行一圈预固定,在整体进行锁付固定,达到扭力值后,停止锁付;主要结构有:倍数线、阻挡系统、锁付系统,龙门三轴等。
26.在一个较佳实施方式中,参照图1,该生产线的开箱机14通过气缸打开纸箱,纸箱底部封胶带,再把空纸箱输送至下一工位,封箱机15通过在纸箱底部放一层软泡棉,将双极板通过机械手放入纸箱内,再在产品表面放置一层泡棉,最后对装好双极板的纸箱进行封口下线。开箱机14的主要结构有:滚筒线、阻挡系统、顶升系统等。
27.本发明的一种氢燃料双极板生产线,其主要特点为:该生产线利用标准化设备和成熟工艺,实现客户需求,设备可扩展性强,可根据客户工艺,增加上下游设备,实现工艺和设备延伸,设备维护方便,换胶时,可单独离线使用设备,采用高精度点胶机,精准控制点胶量,可减少极板和胶水的损耗。
28.以上所述的仅为本发明的部分或优选实施例,无论是文字还是附图都不能因此限制本发明保护的范围,凡是在与本发明一个整体的构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1