一种高粘结性聚合物复合涂覆隔膜及其制备方法与流程
1.本发明涉及隔膜技术领域,具体涉及一种高粘结性聚合物复合涂覆隔膜及其制备方法。
背景技术:
2.目前,锂离子电池已经在工业生产和人们日常生活中得到了广泛的使用。目前市场的锂离子电池隔膜主要产品有水性偏氟乙烯聚合物涂覆隔膜和油性偏氟乙烯聚合物混涂隔膜。水性偏氟乙烯聚合物涂膜一定程度上提高了涂膜与极片间的粘结力,但效果不显著且容易掉粉。油性偏氟乙烯聚合物混涂隔膜与极片间的粘结性能较好,但3c及以上锂离子电池快速充电性能的需求并不能完全满足。而随着锂离子电池行业的快速发展,锂离子电池也对锂离子电池隔膜的要求也越来越高,但现有的隔膜与极片的粘结力并不能完全满足锂离子电池快发展的需求。因此需要研制出更高粘结性的锂离子电池隔膜,最大限度的减少由于热冲击或其他因素引起的变形和电池发软,提高锂离子电池使用时的稳定性和安全性能。
技术实现要素:
3.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种高粘结性聚合物复合涂覆隔膜,该高粘结性聚合物复合涂覆隔膜在满足锂离子电池隔膜其他性能的前提下,可有效提高隔膜与极片的粘结性,从而提高锂离子电池使用时的稳定性和安全性能。
4.本发明的另一目的在于提供一种高粘结性聚合物复合涂覆隔膜的制备方法,该制备方法便于控制,生产效率高,制得的产品质量稳定,可提高锂离子电池使用时的稳定性和安全性能,利于工业化大生产。
5.为了解决上述技术问题,本发明采用如下技术方案:一种高粘结性聚合物复合涂覆隔膜,包括由下至上依次设置的聚合物多孔膜、陶瓷涂层和粘结层,所述粘结层具有多个微球。
6.本发明的高粘结性聚合物复合涂覆隔膜通过设置聚合物多孔膜和粘结层,粘结层由油性工艺形成网状多孔结构,并增加微球作为支点,在热压时粘结层受力更集中,从而增加粘结层与极片接触面积,显著提升隔膜与极片的粘结性。高粘结性聚合物复合涂覆隔膜在满足锂离子电池隔膜其他性能的前提下,可有效提高隔膜与极片的粘结性,从而提高锂离子电池使用时的稳定性和安全性能。
7.进一步的,所述聚合物多孔膜为聚烯烃多孔膜。所述聚合物多孔膜的厚度为3-20μm。所述陶瓷涂层的厚度为0.5-4μm。
8.进一步的,所述粘结层为聚偏氟乙烯粘结层、间位芳纶粘结层或微球形成的粘结层中的一种或多种。所述粘结层的厚度为0.5-3μm。
9.进一步的,所述复合涂覆隔膜的厚度为4.5-30μm。本发明通过控制复合涂覆隔膜的厚度,使得高粘结性聚合物复合涂覆隔膜在满足锂离子电池隔膜其他性能的前提下,可
有效提高隔膜与极片的粘结性。
10.进一步的,所述陶瓷涂层由陶瓷浆料制成,所述陶瓷浆料包括如下重量份的原料:第一陶瓷微粒75-85份、分散剂0.5-3份、去离子水120-150份、增稠剂3-5份、粘结剂12-18份。
11.进一步的,所述粘结剂为聚甲基丙烯酸、丁苯橡胶、聚氨酯、环氧树脂、丙烯酸聚合物或丙烯腈聚合物中的至少一种。
12.进一步的,所述第一陶瓷微粒为氧化铝、氧化硅、氧化钛、勃姆石、氢氧化镁或氢氧化铝中的至少一种,所述第一陶瓷微粒的粒径范围0.01-2μm。
13.进一步的,所述分散剂为聚丙烯酸盐、聚乙二醇醚、磷酸盐类化合物中的至少一种。
14.进一步的,所述增稠剂为羟丙基甲基纤维素、羧甲基纤维素钠、聚乙烯醇或甲基纤维素中的至少一种。
15.本发明以聚烯烃多孔膜为基膜,在聚烯烃多孔膜表面涂覆陶瓷涂层,使制得的高粘结性复合涂覆隔膜具有耐热性好,内阻低的优点。通过采用上述原料制得陶瓷涂层,所述陶瓷涂层位于粘结层及聚合物多孔膜之间,可保证隔膜的热收缩性能。
16.进一步的,所述粘结层由高粘结聚合物浆料制成,所述高粘结聚合物浆料包括如下重量份的原料:聚合物颗粒为1-30份、第二陶瓷微粒1-70份、溶剂60-100份。
17.进一步的,所述聚合物颗粒包括主体聚合物粉末和微球;所述主体聚合物粉末为聚偏氟乙烯粉末、间位芳纶粉末中的至少一种或多种;所述微球为聚甲基丙烯酸甲酯、聚甲基丙烯酸乙酯、聚甲基丙烯酸正丙酯、聚甲基丙烯酸异丙酯、聚甲基丙烯酸正丁酯、甲基丙烯酸烷基酯一种或多种。
18.进一步的,所述溶剂为二甲基甲酰胺、二甲基乙酰胺、二甲基亚砜、n-甲基吡咯或丙酮中的至少一种。
19.进一步的,所述第一陶瓷微粒为氧化铝、氧化硅、氧化钛、勃姆石、氢氧化镁或氢氧化铝中的至少一种,所述第一陶瓷微粒的粒径范围0.01-2μm。
20.进一步的,所述粘结层由高粘结聚合物浆料制成,所述高粘结聚合物浆料包括第二陶瓷微粒、主体聚合物粉末、微球和溶剂,所述第二陶瓷微粒、主体聚合物粉末以及微球与溶剂的质量体积比分别为50-70g/ml、10-50g/ml、0.4-2g/ml。更进一步的,所述微球的粒径为0.1-10μm。
21.本发明的高粘结性聚合物复合涂覆隔膜通过将第二陶瓷微粒、主体聚合物粉末、微球和溶剂相配合,制得粘结层,由油性工艺形成网状多孔结构,并增加粒径为0.1-10μm微球作为支点,在热压时粘结层受力更集中,从而增加粘结层与极片接触面积,显著提升隔膜与极片的粘结性。
22.本发明还提供上述高粘结性聚合物复合涂覆隔膜的制备方法,包括如下步骤:
23.(1)将第一陶瓷微粒、分散剂、去离子水、增稠剂与粘结剂混合均匀后得到陶瓷浆料;
24.(2)将聚合物颗粒、第二陶瓷微粒和溶剂混合均匀得到高粘结聚合物浆料;
25.(3)将陶瓷浆料涂布于聚合物多孔膜的至少一个表面上并干燥形成陶瓷涂层;
26.(4)将高粘结聚合物浆料涂覆于陶瓷涂层的两侧,固化并干燥得到高粘结聚合物
复合涂覆隔膜;
27.其中,所述步骤(2)可与步骤(1)或(3)同时进行,或者与步骤(1)或(3)调换前后顺序。
28.进一步的,所述步骤(1)中,所述陶瓷浆料的制备方法包括如下步骤:按比例称取各原料,将第一陶瓷微粒、分散剂和去离子水混合后,在温度为20-30℃,搅拌转速为400-600rpm/min条件下搅拌10-30min,然后加入增稠剂和粘结剂,在温度为20-30℃,搅拌转速为1300-1800rpm/min条件下搅拌60-120min,得到陶瓷浆料。
29.进一步的,所述步骤(2)中,所述高粘结聚合物浆料的制备方法包括如下步骤:按比例称取各原料,将第二陶瓷微粒和溶剂混合均匀,在温度为25-35℃,搅拌转速为1300-1800rpm/min条件下搅拌30-90min,然后加入主体聚合物粉末和微球,在温度为25-35℃,搅拌转速为1300-1800rpm/min条件下搅拌60-120min,得到高粘结聚合物浆料。
30.进一步的,所述步骤(4)中,将高粘结聚合物浆料涂覆于陶瓷涂层的两侧,然后经过含4-6wt%溶剂(去离子水中含有4-6wt%的溶剂)的造孔池,造孔池温度45-55℃,造孔时间5-15s;然后进入温度45-55℃、ph=7.5-8.5的萃取池,萃取时间30-90s。
31.进一步的,所述步骤(4)中将高粘结聚合物浆料涂覆陶瓷层两侧,对涂覆隔膜进行干燥,在厚度方向上的网状多孔结构根据聚合物的组分和合适的涂覆条件确认。所需湿度条件为5-80%(相对湿度、室温),优选为20-50%。
32.本发明的有益效果:本发明的高粘结性聚合物复合涂覆隔膜通过设置聚合物多孔膜和粘结层,由油性工艺形成网状多孔结构,并增加微球作为支点,在热压时粘结层受力更集中,从而增加粘结层与极片接触面积,显著提升隔膜与极片的粘结性,低温快速粘接优势明显。高粘结性聚合物复合涂覆隔膜在满足锂离子电池隔膜其他性能的前提下,可有效提高隔膜与极片的粘结性,从而提高锂离子电池使用时的稳定性和安全性能。该高粘结性聚合物复合涂覆隔膜的制备方法,该制备方法便于控制,生产效率高,制得的产品质量稳定,可提高锂离子电池使用时的稳定性和安全性能,利于工业化大生产。
附图说明
33.图1为本发明的高粘结性聚合物复合涂覆隔膜的剖示图。
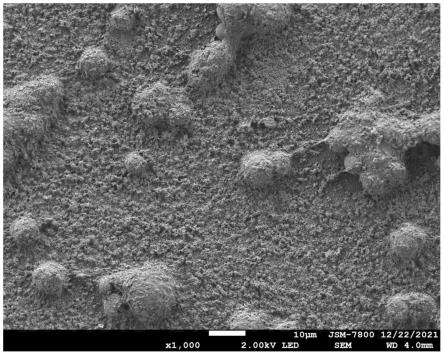
34.图2为本发明实施例1的高粘结聚合物复合涂覆隔膜sem示意图。
35.图3为对比例1的油性聚偏氟乙烯聚合物混涂隔膜的sem示意图。
36.图4为对比例2的油性聚偏氟乙烯及间位芳纶聚合物混涂隔膜的sem示意图。
37.附图标记包括:
38.11-聚合物多孔膜、12-陶瓷涂层、13-粘结层、14-微球。
具体实施方式
39.为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
40.在本发明一种典型的实施方式中,一种高粘结性聚合物复合涂覆隔膜,包括由下至上依次设置的聚合物多孔膜11、陶瓷涂层12和粘结层13,所述粘结层13具有多个微球14。多个所述微球14位于粘结层13内。
41.本发明的高粘结性聚合物复合涂覆隔膜通过设置聚合物多孔膜11和粘结层13,由油性工艺形成网状多孔结构,并增加微球14作为支点,在热压时粘结层13受力更集中,从而增加粘结层13与极片接触面积,显著提升隔膜与极片的粘结性。高粘结性聚合物复合涂覆隔膜在满足锂离子电池隔膜其他性能的前提下,可有效提高隔膜与极片的粘结性,大大提升粘结层的粘结力优势,粘结性非常强,粘结非常快,从而提高锂离子电池使用时的稳定性和安全性能。
42.进一步的,所述聚合物多孔膜11为聚烯烃多孔膜。所述聚合物多孔膜11的厚度为3-20μm。
43.进一步的,所述粘结层13为聚偏氟乙烯粘结层13、间位芳纶粘结层13或微球14形成的粘结层13中的一种或多种。所述粘结层13的厚度为0.5-3μm。
44.进一步的,所述陶瓷涂层12的厚度为0.5-4μm。
45.进一步的,所述微球14的粒径为0.1-10μm。
46.进一步的,所述复合涂覆隔膜的厚度为4.5-30μm。
47.进一步的,所述陶瓷涂层12由陶瓷浆料制成,所述陶瓷浆料包括如下重量份的原料:第一陶瓷微粒75-85份、分散剂0.5-3份、去离子水120-150份、增稠剂3-5份、粘结剂12-18份。
48.进一步的,所述粘结剂为聚甲基丙烯酸、丁苯橡胶、聚氨酯、环氧树脂、丙烯酸聚合物或丙烯腈聚合物中的至少一种。
49.进一步的,所述分散剂为聚丙烯酸盐、聚乙二醇醚或磷酸盐类化合物中的至少一种。
50.进一步的,所述增稠剂为羟丙基甲基纤维素、羧甲基纤维素钠、聚乙烯醇或甲基纤维素中的至少一种。
51.进一步的,所述粘结层13由高粘结聚合物浆料制成,所述高粘结聚合物浆料包括如下重量份的原料:聚合物颗粒为1-30份、第二陶瓷微粒1-70份、溶剂60-100份。
52.进一步的,所述聚合物颗粒包括主体聚合物粉末和微球14;所述主体聚合物粉末为聚偏氟乙烯粉末和间位芳纶粉末中的至少一种。所述聚偏氟乙烯中pvdf-hfp重均分子量30-80万。所述微球为聚甲基丙烯酸甲酯、聚甲基丙烯酸乙酯、聚甲基丙烯酸正丙酯、聚甲基丙烯酸异丙酯、聚甲基丙烯酸正丁酯、甲基丙烯酸烷基酯一种或多种。
53.进一步的,所述溶剂为二甲基甲酰胺、二甲基乙酰胺、二甲基亚砜或n-甲基吡咯或丙酮中的至少一种。
54.进一步的,所述粘结层13由高粘结聚合物浆料制成,所述高粘结聚合物浆料包括第二陶瓷微粒、主体聚合物粉末、微球14和溶剂,所述第二陶瓷微粒、主体聚合物粉末以及微球14与溶剂的质量体积比分别为50-70g/ml、10-50g/ml、0.4-2g/ml。
55.进一步的,所述第一陶瓷微粒和第二陶瓷微粒为氧化铝、氧化硅、氧化钛、勃姆石、氢氧化镁或氢氧化铝中的至少一种,所述第一陶瓷微粒的粒径范围0.01-2μm。
56.本发明还提供上述高粘结性聚合物复合涂覆隔膜的制备方法,包括如下步骤:
57.(1)将第一陶瓷微粒、去离子水、分散剂、增稠剂与粘结剂混合均匀后得到陶瓷浆料;
58.(2)将聚合物颗粒、第二陶瓷微粒和溶剂混合均匀得到高粘结聚合物浆料;
59.(3)将陶瓷浆料涂布于聚合物多孔膜11的至少一个表面上并干燥形成陶瓷涂层12;
60.(4)将高粘结聚合物浆料涂覆于陶瓷涂层12的两侧,固化并干燥得到高粘结聚合物复合涂覆隔膜。
61.进一步的,所述步骤(1)中,所述陶瓷浆料的制备方法包括如下步骤:按比例称取各原料,将第一陶瓷微粒、分散剂和去离子水混合后,在温度为20-30℃,搅拌转速为400-600rpm/min条件下搅拌10-30min,然后加入增稠剂和粘结剂,在温度为20-30℃,搅拌转速为1300-1800rpm/min条件下搅拌60-120min,得到陶瓷浆料。本发明的陶瓷浆料固含量为20-50wt%。
62.进一步的,所述步骤(2)中,所述高粘结聚合物浆料的制备方法包括如下步骤:按比例称取各原料,将第二陶瓷微粒和溶剂混合均匀,在温度为25-35℃,搅拌转速为1300-1800rpm/min条件下搅拌30-90min,然后加入主体聚合物粉末和微球14,在温度为25-35℃,搅拌转速为1300-1800rpm/min条件下搅拌60-120min,得到高粘结聚合物浆料。所述高粘结聚合物浆料的固含量为1-20wt%。
63.进一步的,所述步骤(4)中,将高粘结聚合物浆料涂覆于陶瓷涂层12的两侧,然后经过含5wt%(去离子水中含有4-6wt%的溶剂)的造孔池,造孔池温度45-55℃,造孔时间5-15s;然后进入温度45-55℃、ph=7.5-8.5的萃取池,萃取时间30-90s。
64.进一步的,所述步骤(4)中将高粘结聚合物浆料涂覆陶瓷层两侧,对涂覆隔膜进行干燥,在厚度方向上的网状多孔结构根据聚合物的组分和合适的涂覆条件确认。所需湿度条件为5-80%(相对湿度、室温),优选为20-50%。
65.实施例1
66.本实施例中,高粘结性聚合物复合涂覆隔膜的制备方法,包括如下步骤:
67.(1)制备陶瓷浆料
68.(2)制备高粘结聚合物浆料;
69.(3)将陶瓷浆料涂布于聚合物多孔膜11的至少一个表面上并干燥形成陶瓷涂层12;
70.(4)将高粘结聚合物浆料涂覆于陶瓷涂层12的两侧,固化并干燥得到高粘结聚合物复合涂覆隔膜。
71.进一步的,所述步骤(1)中,所述陶瓷浆料的制备步骤为:按重量份计,取80份氧化铝、1份分散剂和37份去离子水混合,在温度为25℃,搅拌转速为500rpm/min的条件下搅拌20min;取100份增稠剂(4wt%cmc预混水溶液)和15份固含量为45%的聚甲基丙烯酸甲酯加入,在温度为25℃,搅拌转速为1500rpm的条件下搅拌1.5h,得到固含量40%的陶瓷浆料。所述分散剂为聚乙二醇醚。
72.进一步的,所述步骤(3)中,所述陶瓷涂层12的涂覆步骤为:将上述陶瓷浆料涂覆于5μm聚乙烯隔膜一侧,经过烘箱烘干,得到涂层2μm的陶瓷涂层12;
73.进一步的,所述步骤(2)中,所述高粘结聚合物浆料的制备方法为:将6g第二陶瓷微粉与100ml份dmac(二甲基乙酰胺)混合均匀,在温度为30℃,搅拌转速为1500rpm的条件下,搅拌1h至溶解,然后加入1.2g pvdf、0.05g聚甲基丙烯酸甲酯微球14,在温度为30℃,搅拌转速为1500rpm条件下,1.5h搅拌均匀,得到高粘结聚合物浆料涂布液;
74.进一步的,所述步骤(4)中,将高粘结聚合物浆料涂布液涂覆于陶瓷涂层12的两侧,然后经过含5%dmac的造孔池,造孔池温度为50℃,造孔时间为10s;然后进入温度为50℃、ph=8的萃取池,萃取时间1min;经过造孔萃取后的涂膜依次进入温度45℃、60℃、50℃的三节烘箱干燥,收卷得到高粘结聚合物复合涂覆隔膜;其中高粘结聚合物浆料制成的粘结层13厚度约为1.2μm,负载量约1.15g/m2。
75.实施例2
76.本实施例和实施例1区别在于:将步骤(2)中聚甲基丙烯酸甲酯增加到0.10g,其他步骤不变,其中高粘结聚合物浆料制成的粘结层13厚度约为1.3μm,负载量约1.20g/m2。
77.实施例3
78.本实施例和实施例1区别在于:将步骤(2)中聚甲基丙烯酸甲酯微球14增加到0.15g,其他步骤不变,其中高粘结聚合物浆料制成的粘结层13厚度约为1.4μm,负载量约1.25g/m2。
79.实施例4
80.本实施例中,所述步骤(2)中,所述高粘结聚合物浆料的制备方法为:将6g第二陶瓷微粉100ml份dmac混合均匀,在温度为30℃,搅拌转速为1500rpm条件下,1h搅拌至溶解,然后加入4g pvdf、2.8g间位芳纶、0.05g聚甲基丙烯酸甲酯微球14,在温度为30℃,搅拌转速为1500rpm条件下,1.5h搅拌均匀,得到高粘结聚合物浆料涂布液。
81.进一步的,所述步骤(4)中,将高粘结聚合物浆料涂布液涂覆于陶瓷涂层12的两侧,然后经过含5%dmac的造孔池,造孔池温度50℃,造孔时间10s;然后进入温度为50℃、ph=8的萃取池,萃取时间1min;经过造孔萃取后的涂膜依次进入温度45℃、60℃、50℃的三节烘箱干燥,收卷得到高粘结聚合物复合涂覆隔膜;其中高粘结聚合物浆料制成的粘结层13厚度约为1.7μm,负载量约1.15g/m2。
82.实施例5
83.本实施例和实施例4区别在于:将步骤(2)中的聚甲基丙烯酸甲酯微球14增加到0.10g,其他步骤不变,其中高粘结聚合物浆料制成的粘结层13厚度约为1.8μm,负载量约1.20g/m2。
84.实施例6
85.本实施例和实施例4区别在于,将步骤(2)中聚甲基丙烯酸甲酯微球14增加到0.10g,其他步骤不变,其中高粘结聚合物浆料制成的粘结层13厚度约为1.9μm,负载量约1.25g/m2。
86.对比例1
87.本对比例与实施例1的区别在于:所述步骤(2)中,所述高粘结聚合物浆料的制备方法为:将6g第二陶瓷微粉与100ml份dmac混合均匀,30℃,1500rpm,1h搅拌至溶解,然后加入1.2g pvdf,混合30℃,1500rpm,1.5h搅拌均匀,得到聚合物浆料涂布液。
88.进一步的,所述步骤(4)中,将聚合物浆料涂布液涂覆于陶瓷涂层12的两侧,然后经过含5%dmac的造孔池,造孔池温度50℃,造孔时间10s;然后进入温度50℃、ph=8的萃取池,萃取时间1min;经过造孔萃取后的涂膜依次进入温度45、60、50的三节烘箱干燥,收卷得到高粘结聚合物复合涂覆隔膜;其中高粘结聚合物浆料制成的粘结层13厚度约为1.0μm,负载量约1.1g/m2。
89.对比例2
90.本对比例与实施例1的区别在于:所述步骤(2)中,所述高粘结聚合物浆料的制备方法为:将6g第二陶瓷微粉与100ml份dmac混合均匀,30℃,1500rpm,1h搅拌至溶解,然后加入4g pvdf、2.8g间位芳纶,混合30℃,1500rpm,1.5h搅拌均匀,得到聚合物浆料涂布液。
91.进一步的,所述步骤(4)中,将聚合物浆料涂布液涂覆于陶瓷涂层12的两侧,然后经过含5%dmac的造孔池,造孔池温度50℃,造孔时间10s;然后进入温度50℃、ph=8的萃取池,萃取时间1min;经过造孔萃取后的涂膜依次进入温度45、60、50的三节烘箱干燥,收卷得到油性聚偏氟乙烯聚合物混涂隔膜;其中聚合物浆料制成的粘结层13厚度约为1.5μm,负载量约1.15g/m2。
92.本发明实施例2-6以及对比例1-2的陶瓷浆料的制备步骤和陶瓷涂层12的涂覆步骤均与实施例相同。
93.对实施例1-6和对比例1-2进行性能测定,性能参数如下所示:
94.(一)厚度对比
95.通过测试隔膜来比较实施例1-6及对比例1-2之间的厚度。具体地,收缩率的测试方法如下:测量方法:取实验例1-6与对比例1-2的复合涂覆隔膜进行厚度测试,样品大小100mm
×
100mm(md
×
td),使用万分尺测试,测试结果示于如表1所示:
96.表1
97.实施例厚度实施例19.8实施例210.0实施例310.3实施例410.9实施例511.1实施例611.3对比例19.5对比例210.5
98.实验例1-3与对比例1厚度对比,随着聚合物中聚甲基丙烯酸甲酯用量增加,厚度会增加0.5-1μm。实验例4-6与对比例厚度比较,随着聚合物中聚甲基丙烯酸甲酯用量增加,厚度会增加0.5-1μm。
99.(二)透气度
100.通过测试隔膜来比较实施例1-6及对比例1、2之间的透气度。具体地,透气的测试方法如下:测量方法:取实验例1至6与对比例1的复合隔膜进行透气测试,样品大小100mm
×
100mm(md
×
td),使用旭化精工透气仪,测试结果示于表2。
101.表2
102.实施例透气实施例1168实施例2172实施例3175实施例4186
实施例5190实施例6185对比例1176对比例2189
103.实验例1-3与对比例1透气度对比,随着聚合物中聚甲基丙烯酸甲酯用量增加,透气度没有增长。实验例4-6与对比例比较随着聚合物中聚甲基丙烯酸甲酯用量增加,透气度没有增长。实施例1-6的高粘结聚合物复合涂覆隔膜并不影响隔膜透气值,即做出电芯的锂离子导通能力并无影响。
104.(三)热收缩对比
105.通过测试热收缩率来比较实施例1-6及对比例1、2之间的耐高温性能。具体地,热收缩率的测试方法如下:测量方法:取实验例1至6与对比例1的复合隔膜进行热收缩测试,样品大小100mm
×
100mm(md
×
td),md为隔膜纵向,td为隔膜横向。热收缩测试温度:130℃/1h。在md和td方向上的热收缩率测试结果示于表3。
106.表3
[0107][0108][0109]
由上表可以看出,实验例1-6与对比例1-2对比,隔膜热收缩同等水平,同等条件下,实施例1-6的高粘结聚合物复合涂覆隔膜不影响电芯安全性能。
[0110]
(四)粘接力
[0111]
正极片制备:将锰酸锂、聚偏氟乙烯、乙炔黑、nmp混合搅拌制浆,涂覆于铝箔两侧,烘干后得到正极片。
[0112]
干压:将正极片、隔膜、正极片、隔膜
……
依次叠片至4层,85℃、1mpa、10min条件下及75℃、10mpa,1s热压,冷却后进行隔膜与极片的剥离力测试;剥离力大小(n/m),测试结果示于表4。
[0113]
表4
[0114][0115]
a.基于油性聚偏氟乙烯聚合物混涂涂层,涂层材料增加3-5μm聚甲基丙烯酸甲酯作为支点,粘接力明显优于油性聚偏氟乙烯聚合物混涂涂层。
[0116]
b.基于低温快压及常用热压条件,实验例1-3与对比例1对比,随着聚合物中聚甲基丙烯酸甲酯用量增加,同等条件下,本发明的新涂层结构干压粘接力优于油性聚偏氟乙烯聚合物混涂隔膜;实验例4-6与对比例2对比,随着聚合物中聚甲基丙烯酸甲酯用量增加,同等条件下,新涂层结构干压粘接力优于油性聚偏氟乙烯及间位芳纶聚合物混涂隔膜。
[0117]
(五)循环性能
[0118]
使用上述实施例1-6和对比例1、2的聚合物隔膜与三元正极极片、石墨负极极片采用卷绕工艺,制成软包装锂离子电池,进行放电倍率测试。
[0119]
放电倍率测试:将锂离子电池分别以0.5c的电流,恒流恒压充至4.35v,再恒压充电至电流下降为0.05c截止,然后分别以0.2c、1.0c、2.0c的电流放电至3.0v,记录不同放电倍率下的放电容量。以0.2c下的放电容量为100%,计算相应的电池容量保持率,结果见表5。
[0120]
表5
[0121]
项目0.2c1.0c2.0c实施例1100%91.14%89.89%实施例2100%92.85%90.05%实施例3100%92.02%91.01%实施例4100%93.18%90.88%实施例5100%91.36%89.18%实施例6100%90.57%88.17%对比例1100%80.02%76.13%对比例2100%81.06%75.68%
[0122]
图2为本发明实施例1的高粘结聚合物复合涂覆隔膜sem示意图。图3为对比例1的油性聚偏氟乙烯聚合物混涂隔膜的sem示意图。图4为对比例2的油性聚偏氟乙烯及间位芳纶聚合物混涂隔膜的sem示意图。通过权衡各厚度及粘接力性能,实施例2和实施例5综合性能较为优越。本发明的高粘结性聚合物复合涂覆隔膜通过设置聚合物多孔膜11和粘结层13,由油性工艺形成网状多孔结构,并增加微球14作为支点,在热压时粘结层13受力更集中,从而增加粘结层13与极片接触面积,显著提升隔膜与极片的粘结性。高粘结性聚合物复合涂覆隔膜通过将聚合物多孔膜11、粘结层13和陶瓷涂层12相配合,在满足锂离子电池隔膜其他性能的前提下,可有效提高隔膜与极片的粘结性,从而提高锂离子电池使用时的稳定性和安全性能,且具有优异的循环性能。
[0123]
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1