1.本技术涉及储能技术领域,特别是涉及一种包装壳、电化学装置、电子装置以及电化学装置的制备方法。
背景技术:
2.包装壳作为二次电池中的一个重要组成部分,对二次电池的尺寸影响显得尤为重要。现有的圆柱形软包二次电池,具有如图1中区域a所示的“封装多余部分”,其凸出二次电池主体的截面,使二次电池的尺寸增大。为了消除“封装多余部分”对二次电池尺寸的影响,对“封装多余部分”进行折弯是目前最常用的办法。但折弯工艺复杂、成本高、包装壳破损的风险大,还会增加二次电池的尺寸,使二次电池的能量密度受到损失。因此,寻找一种消除“封装多余部分”的新方案成为本领域技术人员亟需解决的问题。
技术实现要素:
3.本技术实施例的目的在于提供一种包装壳、电化学装置、电子装置及电化学装置的制备方法,以消除现有电化学装置中的“封装多余部分”,实现电化学装置能量密度的提高和生产工艺的改善。具体技术方案如下:
4.本技术第一方面的实施例提供了一种包装壳,包括呈一体式结构的第一包装体和第二包装体,所述第一包装体和所述第二包装体结合形成容纳部和连接所述容纳部的封边部。所述第一包装体包括第一凹部和连接所述第一凹部的第一封边,所述第二包装体包括第二凹部和连接所述第二凹部的第二封边,所述第一凹部与所述第二凹部结合形成所述容纳部,所述第一封边和所述第二封边结合形成所述封边部。垂直于所述封边部的表面的方向为第一方向,从所述第一方向观察,所述容纳部包括所述第一包装体与所述第二包装体一体式连接形成的第一边缘和在第二方向上与所述第一边缘相对设置的第二边缘,所述封边部包括连接所述第一边缘的第三边缘,所述第一边缘的延伸方向与第三方向,与所述第一方向、所述第二方向和所述第三方向相互垂直。所述第一边缘与所述第二边缘之间的距离为d1,所述第三边缘与所述第二边缘之间的距离为d2,d2≤d1。
5.第一边缘与第二边缘之间的距离d1小于或等于第三边缘与第二边缘之间的距离d2时,如图1中区域a所示的凸出容纳部的“封装多余部分”得以消除。这样,由于“封装多余部分”的存在所引起的二次电池尺寸增大的风险降低,二次电池的尺寸得以减小;也减小了“封装多余部分”受到外力作用导致包装壳001受损的风险。由此,电化学装置的能量密度和封装性能得以提高。同时,现有技术通常采用折弯来消除“封装多余部分”,但折弯工艺复杂、成本高、包装壳破损的风险大,还会增加二次电池的尺寸,使二次电池的能量密度受到损失。本技术中“封装多余部分”的消除,实现了包装壳的生产工艺的改善,从而也实现了电化学装置的生产工艺的改善。因此,通过采用本技术的包装壳,实现了电化学装置能量密度、封装性能的提高和生产工艺的改善。
6.在本技术的一些实施例中,所述容纳部呈圆柱状。由此,电化学装置的能量密度和
封装性能得以提高、生产工艺得以改善。
7.在本技术的一些实施例中,所述第一边缘包括沿所述第三方向延伸的第一段和连接所述第一段并与所述第三方向具有角度β的第二段,所述第二段连接所述第三边缘,0
°
≤β≤180
°
。由此,更利于实现电化学装置的能量密度、封装性能的提高和生产工艺的改善。
8.在本技术的一些实施例中,所述第二段呈弧形。由此,更利于实现电化学装置能量密度、封装性能的提高和生产工艺的改善。
9.在本技术的一些实施例中,所述包装壳的材料为铝塑膜或钢塑膜。上述材料的选用,尤其是铝塑膜作为包装壳的材料时,更利于实现电化学装置能量密度、封装性能的提高和生产工艺的改善。
10.在本技术的一些实施例中,所述第一封边的宽度为w1,所述第二封边的宽度为w2,1.3mm≤w1≤3.5mm,1.3mm≤w2≤3.5mm。将第一封边的宽度w1和第二封边的宽度w2调控在上述范围内,更利于第一封边和第二封边的结合,从而更利于改善电化学装置的能量密度和封装性能。
11.本技术第二方面的实施例提供了一种包装壳,包括呈一体式结构的第一包装体和第二包装体,所述第一包装体和所述第二包装体结合形成容纳部和连接所述容纳部的封边部。所述第一包装体包括第一凹部和连接所述第一凹部的第一封边,所述第二包装体包括第二凹部和连接所述第二凹部的第二封边,所述第一凹部与所述第二凹部结合形成所述容纳部,所述第一封边和所述第二封边结合形成所述封边部。所述包装壳是通过将所述第一封边所在的平面和所述第二封边所在的平面设置为夹角为α的v形结构,再将所述第一封边和所述第二封边结合而形成的,105
°
≤α≤165
°
。优选地,120
°
≤α≤150
°
。第一包装体和第二包装体结合时,第一凹部和第二凹部连接处由于冲坑拉伸工艺所需的工艺圆角ra导致的内周长减小,而第一封边所在的平面与第二封边所在的平面之间形成的夹角α,能够补偿由于工艺圆角ra所减小的内周长。通过上述工艺设置形成的包装壳,其第一边缘与第二边缘之间的距离d1小于或等于第三边缘与第二边缘之间的距离d2,如图1中区域a所示的凸出包装壳的容纳部的“封装多余部分”得以消除。由此,电化学装置的能量密度和封装性能得以提高、生产工艺得以改善。
12.在本技术的一些实施例中,所述包装壳是通过形成所述第一凹部和所述第二凹部将所述第一封边所在的平面和所述第二封边所在的平面设置为夹角为α的v形结构。由此,电化学装置的能量密度和封装性能得以提高、生产工艺得以改善。
13.在本技术的一些实施例中,所述容纳部呈圆柱状。由此,电化学装置的能量密度和封装性能得以提高、生产工艺得以改善。
14.在本技术的一些实施例中,所述包装壳的材料为铝塑膜或钢塑膜。上述材料的选用,尤其是铝塑膜作为包装壳的材料时,更利于实现电化学装置能量密度、封装性能的提高和生产工艺的改善。
15.在本技术的一些实施例中,所述第一封边的宽度为w1,所述第二封边的宽度为w2,1.3mm≤w1≤3.5mm,1.3mm≤w2≤3.5mm。将第一封边的宽度w1和第二封边的宽度w2调控在上述范围内,更利于第一封边和第二封边的结合,从而更利于改善电化学装置的封装性能。
16.本技术第三方面的实施例提供了一种电化学装置,包括前述第一方面任一实施例或者第二方面任一实施例所述的包装壳。
17.本技术第四方面的实施例提供了一种电子装置,包括前述任一实施例所述的电化学装置。
18.本技术第五方面的实施例提供了一种电化学装置的制备方法,包括以下步骤:
19.将包装壳的材料冲坑得到呈一体式结构的第一包装体和第二包装体;
20.所述第一包装体包括第一凹部和连接所述第一凹部的第一封边,所述第二包装体包括第二凹部和连接所述第二凹部的第二封边,所述第一封边所在的平面和所述第二封边所在的平面设置为夹角为为α的v形结构,105
°
≤α≤165
°
;优选地,120
°
≤α≤150
°
;
21.将电极组件置于所述第一凹部或所述第二凹部中;
22.将所述第一封边和所述第二封边结合,所述第一凹部和所述第二凹部结合成容纳部,制得所述电化学装置。
23.当然,实施本技术的任一产品或方法并不一定需要同时达到以上所述的所有优点。
附图说明
24.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的实施例。
25.图1为现有技术的包装壳结构示意图;
26.图2为本技术一些实施例的包装壳结构示意图(第一包装体和第二包装体结合前);
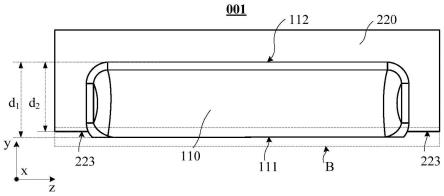
27.图3为本技术一些实施例的包装壳结构示意图(第一包装体和第二包装体结合后);
28.图4为本技术另一些实施例的包装壳结构示意图(第一包装体和第二包装体结合后);
29.图5为本技术一些实施例的包装壳结构示意图(第一包装体和第二包装体结合前);
30.图6为图3中虚线选定区域b的结构示意图;
31.图7为本技术一些实施例的包装壳的材料为铝塑膜时的结构示意图(冲坑前);
32.图8为图7的铝塑膜的剖面结构示意图(沿c-c方向)。
33.具体实施方式中的附图标记说明:
34.001-包装壳;
35.10-第一包装体,11-第一凹部,12-第一封边;
36.20-第二包装体,21-第二凹部,22-第二封边;
37.110-容纳部,111-第一边缘,112-第二边缘,1111-第一段,1112-第二段;
38.220-封边部,223-第三边缘;
39.x-第一方向,y-第二方向,z-第三方向;
40.003-铝塑膜,31-热封层,32-中间层,33-保护层。
具体实施方式
41.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员基于本技术所获得的所有其他实施例,都属于本技术保护的范围。
42.需要说明的是,本技术的具体实施方案中,以二次电池作为电化学装置的例子来解释本技术,但是本技术的电化学装置并不仅限于二次电池。
43.如图2至图4所示,本技术第一方面的实施例提供了一种包装壳001,包括呈一体式结构的第一包装体10和第二包装体20,第一包装体10和第二包装体20结合形成容纳部110和连接容纳部110的封边部220。第一包装体10包括第一凹部11和连接第一凹部11的第一封边12,第二包装体20包括第二凹部21和连接第二凹部21的第二封边22,第一凹部11与第二凹部21结合形成容纳部110,第一封边12和第二封边22结合形成封边部220,垂直于封边部220的表面的方向为第一方向x,从第一方向x观察,容纳部110包括第一包装体10与第二包装体20一体式连接形成的第一边缘111、和在第二方向y上与第一边缘111相对设置的第二边缘112,封边部220包括连接第一边缘111的第三边缘223,第一边缘111的延伸方向为第三方向z,所述第一方向x、第二方向y和第三方向z相互垂直,可以理解,如图2所示,第一边缘111沿第三方向z的两端同时设有第三边缘223。具体地,从第一方向x观察,包装壳001大体呈矩形结构,第三方向z也可以理解为矩形结构的长度方向,第二方向y也可以理解为矩形结构的宽度方向。
44.第一边缘111与第二边缘112之间的距离为d1,第三边缘223与第二边缘112之间的距离为d2,d2≤d1。需要说明,上述“第一边缘111与第二边缘112之间的距离”可以采用测量多组数据取均值的方式。本技术对上述“多组数据”的具体组数没有特别限制,本领域技术人员可以根据实际情况选择,例如,5组至10组。
45.本领域技术人员应当理解,“封边部220的表面”中的“表面”在理想状态下是平整的,但实际的生产应用过程中,由于包装壳001的材质、包装壳001的生产加工工艺等不同因素,会导致封边部220的表面有不同程度的倾斜、凸起或凹陷等缺陷。
46.根据本技术实施例的包装壳001,第一凹部11与第二凹部21结合形成容纳部110,第一封边12和第二封边22结合形成封边部220,使第一包装体10与第二包装体20结合形成包装壳001。第一边缘111与第二边缘112之间的距离d1如图3所示小于第三边缘223与第二边缘112之间的距离d2,或者第一边缘111与第二边缘112之间的距离d1如图4所示等于第三边缘223与第二边缘112之间的距离d2时,如图1中区域a所示的凸出容纳部110的“封装多余部分”得以消除。这样,由于“封装多余部分”的存在所引起的二次电池尺寸增大的风险降低,二次电池的尺寸得以减小;也减小了“封装多余部分”受到外力作用导致包装壳001受损的风险。由此,电化学装置的能量密度和封装性能得以提高。同时,现有技术通常采用折弯来消除“封装多余部分”,但折弯工艺复杂、成本高、包装壳001破损的风险大,还会增加二次电池的尺寸,使二次电池的能量密度受到损失。本技术中“封装多余部分”的消除,实现了包装壳001的生产工艺的改善,从而也实现了电化学装置的生产工艺的改善。因此,通过采用本技术的包装壳001,实现了电化学装置能量密度、封装性能的提高和生产工艺的改善。
47.在本技术中,如图1中区域a所示,“封装多余部分”是指,包装壳001在第二方向y上
超出第一边缘111的部分。
48.在本技术的一些实施例中,容纳部110呈圆柱状,表明第一凹部11和第二凹部21的截面均呈直径相等的半圆形。这样,包装壳001的第一边缘111与第二边缘112之间的距离d1小于(如图3所示)或等于(如图4所示)第三边缘223与第二边缘112之间的距离d2时,如图1中区域a所示的凸出包装壳001的容纳部110的“封装多余部分”得以消除。由此,电化学装置的能量密度和封装性能得以提高、生产工艺得以改善。
49.如图6所示,在本技术的一些实施例中,第一边缘111包括沿第三方向z延伸的第一段1111和连接第一段1111并与第三方向z具有角度β的第二段1112,第二段1112连接第三边缘223,0
°
≤β≤180
°
。这样,沿第二方向y,第三边缘223相对于第一边缘111,更靠近第二边缘112或与第一边缘111平齐,从而降低了第三边缘223凸出容纳部110形成如图1中区域a所示的“封装多余部分”的风险。由此,更利于实现电化学装置的能量密度、封装性能的提高和生产工艺的改善。
50.进一步地,第二段1112呈弧形。这样,更利于第一边缘111和第三边缘223的连接,从而更利于消除如图1中区域a所示的凸出包装壳001的容纳部110的“封装多余部分”。由此,更利于实现电化学装置能量密度、封装性能的提高和生产工艺的改善。
51.在本技术的一些实施例中,包装壳001的材料为铝塑膜或钢塑膜,具有良好的延展性,利于冲坑形成包装壳001。优选地,包装壳001的材料为铝塑膜。上述材料的选用,尤其是铝塑膜作为包装壳001的材料时,延展性更好,更利于实现电化学装置能量密度的提高和生产工艺的改善。
52.如图2所示,在本技术的一些实施例中,第一封边12的宽度为w1,所述第二封边22的宽度为w2,1.3mm≤w1≤3.5mm,1.3mm≤w2≤3.5mm。将第一封边12的宽度w1和第二封边22的宽度w2调控在上述范围内,更利于使第一封边12和第二封边22结合形成尺寸合适的封边部220,从而减少了由于封边部220尺寸过大所带来的电化学装置能量密度的损失,也降低了由于封边部220尺寸过小而带来的封边部220开裂的风险。由此,更利于改善电化学装置的能量密度和封装性能。
53.如图2至图5所示,本技术第二方面的实施例提供了一种包装壳001,包括呈一体式结构的第一包装体10和第二包装体20,第一包装体10和第二包装体20结合形成容纳部110和连接容纳部110的封边部220。第一包装体10包括第一凹部11和连接第一凹部11的第一封边12,第二包装体20包括第二凹部21和连接第二凹部21的第二封边22,第一凹部11与第二凹部21结合形成容纳部110,第一封边12和第二封边22结合形成封边部220。包装壳001是通过将第一封边12所在的平面和第二封边22所在的平面设置成为夹角为α的v形结构,再将第一封边12和第二封边22结合而形成的,105
°
≤α≤165
°
。优选地,120
°
≤α≤150
°
。
54.本技术中夹角α通常采用以下方法进行测试:将如图3的包装壳001中的封装部220剪掉,只保留容纳部110,将第一凹部11和第二凹部21自然展开,测量夹角α,或者,获取如图5中xy平面的截面图,从截面图中测量夹角α。
55.根据本技术实施例的包装壳001,包装壳001是通过将第一封边12所在的平面和第二封边22所在的平面设置成为夹角为α的v形结构,再将第一封边12和第二封边22结合而形成的,105
°
≤α≤165
°
。优选地,120
°
≤α≤150
°
。第一包装体10和第二包装体20结合时,第一凹部11和第二凹部21连接处由于冲坑拉伸工艺所需的工艺圆角ra导致的内周长减小,而第
一封边12所在的平面与第二封边22所在的平面之间形成的夹角α,能够补偿由于工艺圆角ra所减小的内周长。通过上述工艺设置形成的包装壳001,其第一边缘111与第二边缘112之间的距离d1小于或等于第三边缘223与第二边缘112之间的距离d2,如图1中区域a所示的凸出包装壳001的容纳部110的“封装多余部分”得以消除。这样,由于“封装多余部分”的存在所引起的二次电池尺寸增大的风险降低,二次电池的尺寸得以减小;也减小了“封装多余部分”受到外力作用导致包装壳001受损的风险。由此,电化学装置的能量密度和封装性能得以提高。同时,现有技术通常采用折弯来消除“封装多余部分”,但折弯工艺复杂、成本高、包装壳破损的风险大,还会增加二次电池的尺寸,使二次电池的能量密度受到损失。本技术中“封装多余部分”的消除,实现了包装壳001的生产工艺的改善,从而也实现了电化学装置的生产工艺的改善。因此,通过采用本技术的包装壳001,实现了电化学装置能量密度、封装性能的提高和生产工艺的改善。
56.在本技术的一些实施例中,包装壳001是通过形成第一凹部11和第二凹部21将第一封边12所在的平面和第二封边22所在的平面设置为夹角为α的v形结构。这样,在形成第一凹部11和第二凹部21时,第一凹部11和第二凹部21的连接处,因冲坑拉伸工艺所需的工艺圆角ra导致的内周长减小的影响降低,第一凹部11和第二凹部21的截面更利于呈半径相同的半圆形,从而使第一凹部11和第二凹部21结合成的容纳部110呈圆柱状。这样,包装壳001的第一边缘111与第二边缘112之间的距离d1小于或等于第三边缘223与第二边缘112之间的距离d2时,如图1中区域a所示的凸出包装壳001的容纳部110的“封装多余部分”得以消除。由此,电化学装置的能量密度和封装性能得以提高、生产工艺得以改善。
57.在本技术的一些实施例中,容纳部110呈圆柱状。表明在冲坑形成第一凹部11和第二凹部12时,第一凹部11和第二凹部12的连接处,因冲坑拉伸工艺所需的工艺圆角ra导致的内周长减小的影响降低,第一凹部11和第二凹部12的截面均呈直径相等的半圆形。这样,包装壳001的第一边缘111与第二边缘112之间的距离d1小于或等于第三边缘223与第二边缘112之间的距离d2时,如图1中区域a所示的凸出包装壳001的容纳部110的“封装多余部分”得以消除。由此,电化学装置的能量密度和封装性能得以提高、生产工艺得以改善。
58.在本技术中,上述的“圆柱状”应当理解为近似圆柱状,本领域技术人员应当理解,容纳部110在理想状态下是圆柱状,但实际的生产应用过程中,由于包装壳001的材质,以及第一凹部11的形成、第二凹部21的形成、第一凹部11和第二凹部21的结合等不同因素,会导致容纳部110有不同程度的凸起或凹陷等缺陷。
59.在本技术的一些实施例中,第一包装体10和第二包装体20的连接部位设置有过渡圆弧结构。在另一些实施例中,第一凹部11和第一封边12的连接部位设置有过渡圆弧结构,和/或第二凹部21和第二封边22的连接部位设置有过渡圆弧结构。在再一些实施例中,第一凹部11包括第一半圆面、第二半圆面以及位于所述第一半圆面和所述第二半圆面之间的第一半圆柱面;第二凹部21包括第三半圆面、第四半圆面以及位于第三半圆面和第四半圆面之间的第二半圆柱面。在第一半圆柱面与第一半圆面、第二半圆面的连接部位均设置有过渡圆弧结构,和/或,在第二半圆柱面与所述第三半圆面、第四半圆面的连接部位均设置有过渡圆弧结构。包装壳001中过渡圆弧结构的设置,更利于电化学装置的封装性能。
60.在本技术的一些实施例中,包装壳001的材料为铝塑膜或钢塑膜,具有良好的延展性,利于冲坑形成包装壳001。优选地,包装壳001的材料为铝塑膜。上述材料的选用,尤其是
铝塑膜作为包装壳001的材料时,延展性更好,更利于实现电化学装置能量密度的提高和生产工艺的改善。
61.本技术对铝塑膜和钢塑膜没有特别限制,只要能够实现本技术目的即可。例如,铝塑膜、钢塑膜各自独立地包括热封层、保护层和位于热封层和保护层之间的中间层。本技术对热封层、保护层和中间层的材料没有特别限制,只要能够实现本技术目的即可。例如,热封层的材料包括但不限于聚乙烯或聚丙烯中的至少一种。保护层的材料包括但不限于尼龙或聚对苯二甲酸乙二醇酯中的至少一种。中间层包括但不限于铝或钢。本技术对热封层、保护层和中间层的厚度没有特别限制,只要能够实现本技术目的即可。
62.示例性地,图7示出了本技术一些实施例的包装壳的材料为铝塑膜时的结构示意图(冲坑前),图8示出了图7的铝塑膜沿c-c方向的剖面结构示意图。如图7和图8所示,冲坑前,铝塑膜003通常为平面状,铝塑膜003包括热封层31、中间层32和保护层33,中间层32位于热封层31和保护层33之间。
63.如图2所示,在本技术的一些实施例中,第一封边12的宽度为w1,所述第二封边22的宽度为w2,1.3mm≤w1≤3.5mm,1.3mm≤w2≤3.5mm。将第一封边12的宽度w1和第二封边22的宽度w2调控在上述范围内,更利于第一封边12和第二封边22的结合,从而更利于改善电化学装置的封装性能。
64.本技术第三方面的实施例提供了一种电化学装置,其包括前述第一方面任一实施例或者第二方面任一实施例所述的包装壳001。因此,能够获得上述第一方面的实施例中的包装壳001的一切有益效果,或者能够获得上述第二方面的实施例中的包装壳001的一切有益效果。
65.本技术的电化学装置没有特别限制,其可以包括发生电化学反应的任何装置。在一些实施方案中,电化学装置可以包括但不限于:锂金属二次电池、锂离子二次电池、钠离子二次电池、锂聚合物二次电池或锂离子聚合物二次电池等。
66.本技术第四方面的实施例提供了一种电子装置,其包括本技术第三方面提供的电化学装置。因此,能够获得上述第一方面的实施例中的包装壳001的一切有益效果,或者能够获得上述第二方面的实施例中的包装壳001的一切有益效果。
67.本技术的电子装置没有特别限定,其可以是用于现有技术中已知的任何电子装置。在一些实施例中,电子装置可以包括,但不限于,笔记本电脑、笔输入型计算机、移动电脑、电子书播放器、便携式电话、便携式传真机、便携式复印机、便携式打印机、头戴式立体声耳机、录像机、液晶电视、手提式清洁器、便携cd机、迷你光盘、收发机、电子记事本、计算器、存储卡、便携式录音机、收音机、备用电源、电机、汽车、摩托车、助力自行车、自行车、照明器具、玩具、游戏机、钟表、电动工具、闪光灯、照相机、家庭用大型蓄电池和锂离子电容器等。
68.本技术第五方面的实施例提供了一种电化学装置的制备方法,如图2和图3、图7和图8所示,包括以下步骤:
69.将包装壳001的材料冲坑得到呈一体式结构的第一包装体10和第二包装体20;进一步地,包装壳001的材料包括铝塑膜003或钢塑膜,优选为铝塑膜003;
70.第一包装体10包括第一凹部11和连接第一凹部11的第一封边12,第二包装体20包括第二凹部21和连接第二凹部21的第二封边22,第一封边12所在的平面和第二封边22所在
的平面设置为夹角为α的v形结构,105
°
≤α≤165
°
;优选地,120
°
≤α≤150
°
;
71.将电极组件(未图示)置于第一凹部11或第二凹部21中;
72.将第一封边12和第二封边22结合,第一凹部11和第二凹部21结合成容纳部110,制得电化学装置。
73.采用上述制备方法获得的电化学装置,能够获得上述第一方面的实施例中的包装壳001的一切有益效果,或者能够获得上述第二方面的实施例中的包装壳001的一切有益效果。
74.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
75.本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
76.以上所述仅为本技术的较佳实施例,并非用于限定本技术的保护范围。凡在本技术的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本技术的保护范围内。
- 该技术已申请专利。仅供学习研究,如用于商业用途,请联系技术所有人。
- 技术研发人员:水堰红
- 技术所有人:东莞新能源科技有限公司
- 我是此专利的发明人
- 该领域下的技术专家
- 如您需求助技术专家,请点此查看客服电话进行咨询。
- 1、贺老师:氮化物陶瓷、光功能晶体材料及燃烧合成制备科学及工程应用
- 2、杨老师:工程电磁场与磁技术,无线电能传输技术
- 3、许老师:1.气动光学成像用于精确制导 2.人工智能方法用于数据处理、预测 3.故障诊断和健康管理
- 4、王老师:智能控制理论及应用;机器人控制技术
- 5、李老师:1.自旋电子学 2.铁磁共振、电磁场理论
- 如您是高校老师,可以点此联系我们加入专家库。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
精彩留言,会给你点赞!
专利分类正在加载中....