一种复合电池卷绕设备的制作方法
1.本发明涉及电池技术领域,具体涉及一种复合电池卷绕设备。
背景技术:
2.随着社会的发展,人类越来越重视保护环境的重要性。因此,新能源汽车作为具有良好的环境友好性的交通工具而被广泛使用。新能源汽车的动力来源主要是动力电池。在动力电池加工设备中,通过卷绕机卷绕形成动力电池的电芯,使得卷绕机成为用于生产动力电池的一个重要设备。然而,目前配备的卷绕机基本采用正极片、第一隔膜、负极片、第二隔膜同时卷绕于卷针,然后进行切割的工艺方式。这种类型的卷绕机在生产过程存在张力控制难、纠偏对齐度不好、卷绕粉尘以及容易出现极片打折或褶皱等一系列问题,进而影响电芯良品率和生产效率。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种复合电池卷绕设备。
4.本发明的技术方案如下:
5.一种复合电池卷绕设备,该设备由正极复合单元、负极复合单元及连接正极复合单元和负极复合单元的正负复合单元三部分组成;
6.所述正极复合单元通过将正极片与第一隔膜加热复合形成正极复合片体;
7.所述负极复合单元通过将负极片与第二隔膜加热复合形成负极复合片体;
8.所述正负复合单元通过将正极复合片体与负极复合片体复合卷绕形成电芯。
9.进一步的,所述正极复合单元由正极放卷部分、第一隔膜放卷部分及连接正极放卷部分和第一隔膜放卷部分的正极复合部分组成。
10.进一步的,所述正极放卷部分从输入到输出依次包括正极放卷机构、正极放卷缓存机构、正极片纠偏机构、正极片测长机构、正极片牵引机构和正极片切刀机构。
11.进一步的,所述第一隔膜放卷部分从输入到输出依次包括第一隔膜放卷机构、第一隔膜放卷缓存机构和第一预处理机构。
12.进一步的,所述正极复合部分从输入到输出依次包括正极复合机构、正极复合片体缓存机构、正极复合片体牵引机构、正极复合片体测长机构、第一张力控制机构和正极复合片体纠偏机构。
13.进一步的,所述负极复合单元由负极放卷部分、第二隔膜放卷部分及连接负极放卷部分和第二隔膜放卷部分的负极复合部分组成。
14.进一步的,所述负极放卷部分从输入到输出依次包括负极放卷机构、负极放卷缓存机构、负极片纠偏机构、负极片测长机构、负极片牵引机构和负极片切刀机构。
15.进一步的,所述第二隔膜放卷部分从输入到输出依次包括第二隔膜放卷机构、第二隔膜放卷缓存机构和第二预处理机构。
16.进一步的,所述负极复合部分从输入到输出依次包括负极复合机构、负极复合片
体缓存机构、负极复合片体牵引机构、负极复合片体测长机构、第二张力控制机构和负极复合片体纠偏机构。
17.进一步的,所述正负复合单元从输入到输出依次包括正负复合机构、辅助纠偏机构、卷绕机构、收尾贴胶机构和下料机构,所述卷绕机构的一侧设置有隔膜追切刀机构。
18.相对于现有技术,本发明的有益效果在于:首先通过正极复合单元将正极片头尾与第一隔膜复合形成正极复合片体,通过负极复合单元将负极片头尾与第二隔膜复合形成负极复合片体,然后再将正极复合片体与负极复合片体卷绕且将头尾及拐弯处复合形成电芯。相对于正极片、第一隔膜、负极片、第二隔膜各自独立进入卷绕工序的加工方式,一方面可以有效减少进入卷绕工序的片体总数量,从而有利于降低正极片、第一隔膜、负极片、第二隔膜的对齐难度,降低正极片和负极片彼此不对齐的可能性,提高卷绕对齐精度,减少卷绕粉尘,且张力控制更容易,可实现低张力控制,有助于提高生产效率;另一方面,可以降低正极片和负极片进入卷绕工序时出现打折或褶皱的可能性,有利于提高电芯的良品率。
附图说明
19.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1为本发明实施例一所生产电芯的结构示意图之一;
21.图2为本发明实施例一所生产电芯的结构示意图之二;
22.图3为本发明实施例一所生产电芯的结构示意图之三;
23.图4为本发明实施例一所生产电芯的结构示意图之四;
24.图5为本发明提供的一种复合电池卷绕设备的结构示意图;
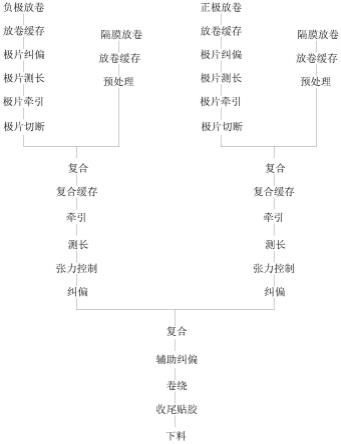
25.图6为本发明提供的一种复合电池卷绕设备的工作流程图;
26.图7为本发明所述第一预处理机构、第二预处理机构的结构示意图;
27.图8为本发明所述正极复合机构、负极复合机构、正负复合机构的结构示意图;
28.图9为本发明所述隔膜追切刀机构的结构示意图;
29.图10为本发明所述收尾贴胶机构的结构示意图;
30.图11为本发明实施例二所生产电芯的结构示意图之一;
31.图12为本发明实施例二所生产电芯的结构示意图之二;
32.图13为本发明实施例二所生产电芯的结构示意图之三;
33.图14为本发明实施例二所生产电芯的结构示意图之四。
具体实施方式
34.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
35.为了说明本发明所述的技术方案,下面通过具体实施例来进行说明。
36.实施例一
37.本实施例提供一种复合电池卷绕设备,该设备由正极复合单元、负极复合单元及连接正极复合单元和负极复合单元的正负复合单元三部分组成,正极复合单元用于将正极片11的头部和尾部与第一隔膜12加热复合形成正极复合片体,负极复合单元用于将负极片13的头部和尾部与第二隔膜14加热复合形成负极复合片体,正负复合单元用于将正极复合片体与负极复合片体卷绕形成电芯,并依次将电芯的头部、拐弯部和尾部加热复合,形成如图1~4所示的头部复合区15、拐角复合区16和尾部复合区17。
38.其中,正极复合单元由正极放卷部分、第一隔膜放卷部分及连接正极放卷部分和第一隔膜放卷部分的正极复合部分组成;负极复合单元由负极放卷部分、第二隔膜放卷部分及连接负极放卷部分和第二隔膜放卷部分的负极复合部分组成。
39.请参阅图5、图6,所述正极放卷部分从输入到输出依次包括正极放卷机构21、正极放卷缓存机构22、正极片纠偏机构23、正极片测长机构24、正极片牵引机构25和正极片切刀机构26;所述第一隔膜放卷部分从输入到输出依次包括第一隔膜放卷机构31、第一隔膜放卷缓存机构32和第一预处理机构33;所述正极复合部分从输入到输出依次包括正极复合机构41、正极复合片体缓存机构42、正极复合片体牵引机构43、正极复合片体测长机构44、第一张力控制机构45和正极复合片体纠偏机构46;所述负极放卷部分从输入到输出依次包括负极放卷机构51、负极放卷缓存机构52、负极片纠偏机构53、负极片测长机构54、负极片牵引机构55和负极片切刀机构56;所述第二隔膜放卷部分从输入到输出依次包括第二隔膜放卷机构61、第二隔膜放卷缓存机构62和第二预处理机构63;所述负极复合部分从输入到输出依次包括负极复合机构71、负极复合片体缓存机构72、负极复合片体牵引机构73、负极复合片体测长机构74、第二张力控制机构75和负极复合片体纠偏机构76;所述正负复合单元从输入到输出依次包括正负复合机构81、辅助纠偏机构82、卷绕机构83、收尾贴胶机构84和下料机构85,卷绕机构83的一侧设置有隔膜追切刀机构86。
40.工作原理:当整机工作状态时,根据整机的效率,正极放卷机构21、第一隔膜放卷机构31、负极放卷机构51、第二隔膜放卷机构61的电机匀线速度主动放出极片、隔膜,正极放卷缓存机构22、负极放卷缓存机构52控制系统读取极片位置检测传感器信号,发指令到正极片纠偏机构23、负极片纠偏机构53进行放卷时纠偏,确保放卷位置的准确性;正极片纠偏机构23、负极片纠偏机构53进行复合前的纠偏,保证极片和隔膜复合的位置精度;正极片牵引机构25、负极片牵引机构55进行复合前的极片牵引,保证极片和隔膜在走带方向的位置精度;正极片切刀机构26、负极片切刀机构56进行极片切断,以保证极片复合的不连续性,从而满足卷绕工艺;结合图7所示,第一预处理机构33、第二预处理机构63通过两个预热板331对隔膜进行预加热,从而优化复合效果以及加快复合线速度;结合图8所示,正极复合机构41、负极复合机构71、正负复合机构81均由上加热复合辊411、下加热复合辊412及连接上加热复合辊411的抬起气缸413组成,正极复合机构41、负极复合机构71进行极片和隔膜的复合动作,以保证极片黏附在隔膜上不脱落,不起拱,无气泡,正负复合机构81进行正极复合片体和负极复合片体之间的复合,以保证头尾部贴合;正极复合片体缓存机构42、负极复合片体缓存机构72进行极片储料;正极复合片体牵引机构43、负极复合片体牵引机构73进行复合前的复合片体牵引,保证正极复合片体和负极复合片体在走带方向的位置精度;第一张力控制机构45、第二张力控制机构75可控制极片卷绕张力,以保证电芯品质;辅助纠偏机构82可保证卷绕对齐度;结合图9所示,隔膜追切刀机构86实现隔膜追切功能,通过预
卷压辊组件861压住隔膜头部,胶纸粘住隔膜头部跟随卷绕,实现卷绕无隔膜卷针起卷;结合图10所示,收尾贴胶机构84通过贴胶滚筒841实现收尾贴胶以及隔膜头部黏贴胶纸备胶至卷针。
41.实施例二
42.本实施例与实施例一的不同之处在于电芯的复合方式,通过正极复合单元将正极片11与第一隔膜12全长加热复合形成正极复合片体,通过负极复合单元将负极片13与第二隔膜14全长加热复合形成负极复合片体,再通过正负复合单元将正极复合片体与负极复合片体全长复合卷绕形成如图11~14所示的电芯。
43.综上所述,该复合电池卷绕设备具有以下特点:
44.1)首先将正极片与第一隔膜复合形成正极复合片体,将负极片与第二隔膜复合形成负极复合片体,再将正极复合片体与负极复合片体复合卷绕形成电芯;
45.2)正极片与第一隔膜复合后,负极片与第二隔膜复合后,可增强材料刚性,消除卷绕打皱现象;
46.3)取消了送料插片动作,提高卷绕效率;
47.4)将隔膜黏贴至卷针表面进行卷绕,可减少辅助时间,提高卷绕效率;
48.5)消除了基材变薄导致的头部起卷,提升了生产良率;
49.6)消除了电芯拐角处掉粉,提升了电芯安全性;
50.7)复合方式包括正负极片间断复合以及全长连续复合。
51.以上仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1