一种镍氢电动工具电池生产成型机械及方法与流程
1.本发明涉及电池包制作设备技术领域,具体为一种镍氢电动工具电池生产成型机械及方法。
背景技术:
2.电动工具电池一般指的是组合电池,主要指电池组的加工组装,是将电芯,电池保护板,电池连接片,标签纸等通过电池pack工艺组合加工成客户需要的产品,由于电池能量密度高,形状可塑性强,使其在手持式电动工具中的运用也越来越广,比如有:理发器,电动扳手,手电钻,手持电锯,电锤冲击钻、喷雾器等。
3.电动工具电池在生产的过程一般是将多个电池依次码齐形成电池组,并利用电极片通过点焊的方式将其排在一起后的电池相互连接起来,但是由于电池呈圆柱状因而在排放的过程中容易滚动,容易导致摆放的过程中出现偏移致使端部偏斜的情况,进而导致电池组之间的电路不能够正常接通的现象,从而降低了电池组的成型质量;
4.并且,在对电池组通过电极片相互焊接在一起进行电路连通时,需要操作者手动拿取电极片放置在电池极部进行焊接,长时间的工作后容易出现电极片不能够准确和电池极部对准的情况,影响电路的正常接通,进而导致电池组出现报废的情况;
5.此外,电池组在成型的过程中还需要在电池正极处贴上青稞纸,来防止正极与正极发生碰撞,导致短路或有灰尘进入间隙,而现有的青稞纸贴纸贴附一般是通过人工手动操作完成,工作效率低,贴附力度以及贴附位置参差不齐,贴附效果较差。
技术实现要素:
6.要解决的技术问题:本发明提供的一种镍氢电动工具电池生产成型机械及方法,可以解决上述背景技术中指出的难题。
7.技术方案:为达到以上目的,本发明采用以下技术方案,一种镍氢电动工具电池生产成型机械,包括座板,所述座板上端面左部通过固定板固定连接有用于将电池排齐的排齐框,且排齐框为左部开口的u形状,所述排齐框前端面和后端面均通过连接伸缩杆固定连接有安装板,安装板侧端面固定连接有用于对电池端部对齐的u形对齐框,所述排齐框右部设置有用于拉动两个u形对齐框移动的拉动件,所述排齐框上部通过往复驱动件前后对称安装有安装架,所述安装架下部等距安装有若干个用于将电极片自动焊接在电池端部的自动焊接机构,所述座板上端面位于排齐框的右部固定连接有输送框,所述输送框上部安装有用于将青稞纸自动贴合在电池正极处的贴片机构,所述座板上端面位于排齐框和输送框之间安装有用于将排齐后的电池移动至输送框中进行码排的转运机构,所述座板上端面位于输送框右部安装有用于将电池和壳体装配在一起的装配机构,拉动件包括顶动杆、复位弹簧、滑杆、板体、斜状挤压通槽和滑柱,所述排齐框右部贯穿滑动连接有顶动杆,所述顶动杆位于排齐框内腔的一端固定连接有弧形顶动片,顶动杆外表壁和排齐框腔壁之间共同固定连接有复位弹簧,且复位弹簧套设在顶动杆外部,所述排齐框右端面通过固定棍前后对
称固定连接有滑环,两个所述滑环内部均滑动连接有滑杆,滑杆远离顶动杆的一端固定连接在安装板侧端面,所述顶动杆远离排齐框的一端固定连接有板体,所述板体上端面前后对称开设有斜状挤压通槽,所述滑杆靠近板体的部分固定连接有滑动设置在斜状挤压通槽内部的滑柱,所述斜状挤压通槽用于和滑柱相配合以便于拉动安装板移动。
8.进一步的,所述自动焊接机构包括送料部和取料焊接部,所述取料焊接部等距固定连接在安装架下部,所述排齐框侧端面通过固定杆等距固定连接有若干个和取料焊接部相对应的送料部,所述取料焊接部包括承载板、点焊头、按压框、取料板和单向夹持板,所述承载板固定连接在安装架下部,承载板靠近排齐框的一侧端面等距设置有若干个点焊头,承载板侧端面通过连接杆配合一号弹簧伸缩杆固定连接有按压框,且按压框靠近排齐框的一侧端面固定连接有弹性橡胶条,所述按压框通过连接板配合二号弹簧伸缩杆对称固定连接有两个取料板,所述取料板下部拐角处设置有圆角,取料板靠近排齐框的一侧端面通过转柱配合扭簧铰接有单向夹持板。
9.进一步的,所述送料部包括上部开口的装载框、推动弹簧和推动板,装载框固定连接在固定杆侧端面,装载框腔底通过推动弹簧固定连接有推动板。
10.进一步的,所述贴片机构包括转动架、弹簧伸缩板架、粘性转动带、卷筒、弧形滑动框、滚轮、拨动板、拉绳和圆筒,所述转动架固定连接在输送框侧部,转动架内部通过往复转动件铰接有弹簧伸缩板架,弹簧伸缩板架外部通过转轮转动连接有粘性转动带,所述转动架内部设置有用于缠绕青稞纸条的卷筒,所述输送框上端面固定连接有弧形滑动框,所述转轮通过单向旋转轴同轴固定连接有滑动设置在弧形滑动框内部的滚轮,所述输送框上部固定连接有用于将青稞纸条进行截断的切断刀,所述弹簧伸缩板架左端面同轴固定连接有一号端面棘轮,所述输送框前端面左部开设有滑动通槽,滑动通槽内部滑动连接有拨动板,输送框上端面通过支板转动连接有圆筒,圆筒外部缠绕设置有拉绳,所述输送框侧端面转动连接有导引轮,拉绳远离圆筒的一端从导引轮外部穿过并固定连接在拨动板侧端面,圆筒侧部同轴固定连接有和一号端面棘轮相配合的二号端面棘轮。
11.进一步的,所述滚轮外表壁和弧形滑动框前部内表壁相抵触,且滚轮和弧形滑动框相接触的表壁上均设置有凹凸不平的纹路。
12.进一步的,所述装配机构包括装配板和电动推动滑块,装配板固定连接在座板上端面,装配板上部前后对称滑动连接有电动推动滑块。
13.进一步的,所述排齐框左端面固定连接有导引板,且导引板从右至左为逐渐向排齐框中心远离的倾斜状。
14.一种镍氢电动工具电池生产成型方法,采用一种镍氢电动工具电池生产成型机械配合完成,包括以下步骤:s1:首先将电池依次放入排齐框中,接着在排齐框、u形对齐框和拉动件的相互配合下将放入的电池进行对齐处理。
15.s2:接着利用自动焊接机构对s1中所排齐后的电池组用电极片焊接在一起。
16.s3:接着利用转运机构将s2中的电池组移动至输送框中,紧接着再通过贴片机构将青稞纸贴附在电池组的正极处。
17.s4:最后,通过装配机构将电池壳和s3中的电池组装配在一起,电动工具电池成型完成。
18.有益效果(1)、通过将电池依次放入排齐框中,利用排齐框对电池外部的限制从而
将电池整齐的排齐在一起,再通过u形对齐框和拉动件的配合,在电池全部进入到排齐框内部后会抵触到拉动件,拉动件拽动两个u形对齐框相互靠近,从而能够一次性对多个电池的端部进行快速对齐处理,提高了电池组的成型质量。
19.(2)、通过取料焊接部中的取料板和单向夹持板以及送料部相互配合,取料板在往复移动的过程中,利用推动弹簧和推动板顶动装载框中的电极片自动进入到取料板和单向夹持板之间,从而能够实现将电极片自动贴合在电池极部,再通过一号弹簧伸缩杆和二号弹簧伸缩杆依次被压缩使得按压框和点焊头依次与电极片相接触,按压框首先接触到电极片进行按压限位,接着点焊头再进行接触焊接,能够实现焊接前对电极片的自动按压,避免了焊接过程中电极片出现偏移的情况。
20.(3)、点焊头焊接时按压框还能够将其外部部分封闭起来形成一个相对密闭的空间,避免了焊接时出现火花飘扬至电池外部的情况,极大的提高了安全性。
21.(4)、通过贴片机构中弹簧伸缩板架、粘性转动带、弧形滑动框和滚轮的配合,弹性伸缩板架带动粘性转动带的向下转动时能够将青稞纸条自动贴合在电池的端部并自动切断,在向上转动时利用滚轮和弧形滑动框的组合驱动粘性转动带旋转将青稞纸条自动铺设在粘性转动带外部,能够实现青稞纸的连续性贴附,再通过一号端面棘轮、二号端面棘轮、拉绳和拨动板的组合,弹簧伸缩板架在向上转动时能够利用拉绳拉动拨动板右移,将下一组带贴附的电池组自动移动至粘性转动带的正下方,省去了人工推动电池组移动的操作,同时还能够保证电池组整齐的移动至贴附位置的下方,极大的提高贴附效率和贴附质量。
附图说明
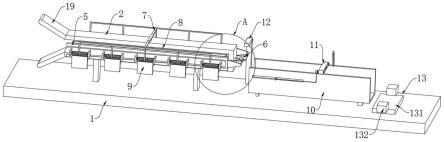
22.图1为本发明整体结构示意图。
23.图2为本发明图1中的a部分结构放大示意图。
24.图3为本发明拉动件俯视视角结构示意图。
25.图4为本发明自动焊接机构安装结构示意图。
26.图5为本发明自动焊接机构侧视视角安装结构示意图。
27.图6为本发明贴片机构安装结构示意图。
28.图7为本发明图6中的b部分结构放大示意图。
29.图8为本发明贴片机构右视视角结构示意图。
30.图中:1、座板;2、排齐框;3、连接伸缩杆;4、安装板;5、u形对齐框;6、拉动件;61、顶动杆;62、复位弹簧;63、滑杆;64、板体;65、斜状挤压通槽;66、滑柱;67、弧形顶动片;7、往复驱动件;8、安装架;9、自动焊接机构;91、送料部;911、装载框;912、推动弹簧;913、推动板;92、取料焊接部;921、承载板;922、点焊头;923、按压框;924、取料板;925、单向夹持板;926、一号弹簧伸缩杆;927、二号弹簧伸缩杆;10、输送框;11、贴片机构;111、转动架;112、弹簧伸缩板架;113、粘性转动带;114、卷筒;115、弧形滑动框;116、滚轮;117、拨动板;118、拉绳;119、圆筒;12、转运机构;13、装配机构;131、装配板;132、电动推动滑块;14、滑环;15、单向旋转轴;16、切断刀;17、一号端面棘轮;18、二号端面棘轮;19、导引板。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.请参阅图1,本发明提供一种技术方案:一种镍氢电动工具电池生产成型机械,包括座板1,座板1上端面左部通过固定板固定连接有用于将电池排齐的排齐框2,且排齐框2为左部开口的u形状,排齐框2前端面和后端面均通过连接伸缩杆3固定连接有安装板4,安装板4侧端面固定连接有用于对电池端部对齐的u形对齐框5,排齐框2右部设置有用于拉动两个u形对齐框5移动的拉动件6,排齐框2上部通过往复驱动件7前后对称安装有安装架8,安装架8下部等距安装有若干个用于将电极片自动焊接在电池端部的自动焊接机构9,座板1上端面位于排齐框2的右部固定连接有输送框10,输送框10上部安装有用于将青稞纸自动贴合在电池正极处的贴片机构11,座板1上端面位于排齐框2和输送框10之间安装有用于将排齐后的电池移动至输送框10中进行码排的转运机构12,座板1上端面位于输送框10右部安装有用于将电池和壳体装配在一起的装配机构13。
33.请参阅图2和图3,本实施例中,拉动件6包括顶动杆61、复位弹簧62、滑杆63、板体64、斜状挤压通槽65和滑柱66,排齐框2右部贯穿滑动连接有顶动杆61,顶动杆61位于排齐框2内腔的一端固定连接有弧形顶动片67,顶动杆61外表壁和排齐框2腔壁之间共同固定连接有复位弹簧62,且复位弹簧62套设在顶动杆61外部,排齐框2右端面通过固定棍前后对称固定连接有滑环14,两个滑环14内部均滑动连接有滑杆63,滑杆63远离顶动杆61的一端固定连接在安装板4侧端面,顶动杆61远离排齐框2的一端固定连接有板体64,板体64上端面前后对称开设有斜状挤压通槽65,滑杆63靠近板体64的部分固定连接有滑动设置在斜状挤压通槽65内部的滑柱66,斜状挤压通槽65用于和滑柱66相配合以便于拉动安装板4移动,排齐框2左端面固定连接有导引板19,且导引板19从右至左为逐渐向排齐框2中心远离的倾斜状。
34.将电池依次从排齐框2的左部放入,利用排齐框2左部为倾斜状的导引板19能够在电池放入时起到导向作用,方便电池的放入,利用排齐框2的上下两侧对电池外部的抵触,能够使得放入的电池整齐的排放在一起,并推动电池向右部移动,当电池移动至排齐框2的右部抵触到弧形顶动片67时,电池挤压弧形顶动片67向右移动,弧形顶动片67带动顶动杆61向右移动,顶动杆61接着推动板体64向右移动,板体64带动其上部的斜状挤压通槽65移动,斜状挤压通槽65接着再通过挤压滑柱66带动滑杆63向板体64中部靠近移动,滑杆63接着通过安装板4拉动u形对齐框5向排齐框2方向移动靠近,直至u形对齐框5抵触到电池的端部,能够一次性对多个电池的端部进行对齐处理,提高电池组的成型质量。
35.请参阅图4和图5,本实施例中,自动焊接机构9包括送料部91和取料焊接部92,取料焊接部92等距固定连接在安装架8下部,排齐框2侧端面通过固定杆等距固定连接有若干个和取料焊接部92相对应的送料部91,取料焊接部92包括承载板921、点焊头922、按压框923、取料板924和单向夹持板925,承载板921固定连接在安装架8下部,承载板921靠近排齐框2的一侧端面等距设置有若干个点焊头922,承载板921侧端面通过连接杆配合一号弹簧伸缩杆926固定连接有按压框923,且按压框923靠近排齐框2的一侧端面固定连接有弹性橡胶条,能够在对电极片按压时起到保护作用,避免电极片发生形变损坏,同时还能够起到绝缘作用,按压框923通过连接板配合二号弹簧伸缩杆927对称固定连接有两个取料板924,取
料板924下部拐角处设置有圆角,取料板924靠近排齐框2的一侧端面通过转柱配合扭簧铰接有单向夹持板925,送料部91包括上部开口的装载框911、推动弹簧912和推动板913,装载框911固定连接在固定杆侧端面,装载框911腔底通过推动弹簧912固定连接有推动板913。
36.将需要焊接的电极片依次放入装载框911中,电池排列在一起且端部对齐后,启动往复驱动件7带动两个安装架8前后往复移动,安装架8接着带动取料焊接部92往复移动,取料板924的初始状态为取料板924和单向夹持板925之间的空间与装载框911的上部口处于同一平面上,推动弹簧912通过推动板913顶动电极板进入到取料板924和单向夹持板925之间,安装架8向排齐框2靠近移动的过程中取料板924带动着被卡住的电极片向排齐框2方向靠近移动,直至电极片抵触到电池的端部,接着安装架8继续顶动承载板921向排齐框2方向移动靠近,二号弹簧伸缩杆927率先发生形变被拉绳118,直至按压框923抵触到电极片,接着一号弹簧伸缩杆926开始被压缩,直至点焊头922和电极片接触,即可将电极片和电池焊接在一起,焊接完成后往复驱动件7带动安装架8朝着远离排齐框2的方向移动,安装架8接着带动取料板924移动,由于此时电极片和电池焊接在一起,因而单向夹持板925会从电极片外部越过,脱离对电极片的夹持,直至再次移动至初始位置并将下一个电极片卡住,等待对下一组电池组的焊接,能够自动拿取电极片贴合在电池的端部并自动进行焊接,极大的提高了焊接效率和焊接质量。
37.请参阅图6、图7和图8,本实施例中,贴片机构11包括转动架111、弹簧伸缩板架112、粘性转动带113、卷筒114、弧形滑动框115、滚轮116、拨动板117、拉绳118和圆筒119,转动架111固定连接在输送框10侧部,转动架111内部通过往复转动件铰接有弹簧伸缩板架112,弹簧伸缩板架112外部通过转轮转动连接有粘性转动带113,转动架111内部设置有用于缠绕青稞纸条的卷筒114,输送框10上端面固定连接有弧形滑动框115,转轮通过单向旋转轴15同轴固定连接有滑动设置在弧形滑动框115内部的滚轮116,输送框10上部固定连接有用于将青稞纸条进行截断的切断刀16,弹簧伸缩板架112左端面同轴固定连接有一号端面棘轮17,输送框10前端面左部开设有滑动通槽,滑动通槽内部滑动连接有拨动板117,输送框10上端面通过支板转动连接有圆筒119,圆筒119外部缠绕设置有拉绳118,输送框10侧端面转动连接有导引轮,拉绳118远离圆筒119的一端从导引轮外部穿过并固定连接在拨动板117侧端面,圆筒119侧部同轴固定连接有和一号端面棘轮17相配合的二号端面棘轮18,滚轮116外表壁和弧形滑动框115前部内表壁相抵触,且滚轮116和弧形滑动框115相接触的表壁上均设置有凹凸不平的纹路,能够增大滚轮116和弧形滑动框115接触部分的摩擦力,便于滚轮116的转动。
38.电池组和电极片焊接在一起完成后通过转运机构12将排齐框2中的电池组移动至输送框10中,将电池组的正极部朝上纵向依次放入输送框10中进行码放,接着通过往复转动件带动弹簧伸缩板架112往复转动,弹簧伸缩板向上转动时,滚轮116在弧形滑动框115内部滚动并带动转轮转动,转轮接着带动粘性转动带113转动,粘性转动带113旋转将卷筒114外部的青稞纸条铺设至其下部表面,弹簧伸缩板架112向上转动的同时,一号端面棘轮17和二号端面棘轮18相互卡合在一起并带动圆筒119转动,圆筒119旋转将拉绳118缠绕收起并通过拉绳118拉动拨动板117移动,拨动板117接着顶动输送框10内部的电池组向右移动,直至靠近粘性转动带113的电池组移动至粘性转动带113的正下方,接着往复转动件带动弹簧伸缩板架112向下转动,此时单向旋转轴15锁止,滚轮116在弧形滑动框115内部滑动,粘性
转动带113暂时停止转动,一号端面棘轮17和二号端面棘轮18也相互分离,直至粘性转动带113下部粘附着的青稞纸条贴附在电池组的上部,此时粘性转动带113的下部前段抵触到切断刀16,将贴附完成后的青稞纸条段进行切断,接着往复转动件再次带动弹簧伸缩板架112向上转动,再次重复上述步骤,循环往复,从而能够自动将青稞纸整齐自动的贴附在电池组的正极部,极大的提高了贴附效率和贴附质量。
39.请参阅图1,本实施例中,装配机构13包括装配板131和电动推动滑块132,装配板131固定连接在座板1上端面,装配板131上部前后对称滑动连接有电动推动滑块132,将电池壳的两个半壳体分别置于电动推动滑块132的推动端部,同时将输送框10中的电池组置于装配板131的中部,接着启动两个电动推动滑块132相互靠近移动来带动两个半壳体相互靠近移动,直至将电池组完全包覆住,从而即可完成电动工具电池的全部装配成型工作。
40.此外,本发明还提供一种镍氢电动工具电池生产成型方法,包括以下步骤:s1:首先将电池依次放入排齐框2中,推动放入排齐框2中的电池向右移动,直至靠近排齐框2右腔壁的电池抵触到拉动件6,接着被抵触到的拉动件6运行拽动两个u形对齐框5相互靠近移动,直至u形对齐框5抵触到电池的端部,能够自动对多组电池进行快速的对齐处理;
41.s2:接着通过往复驱动件7和安装架8带动自动焊接机构9往复移动,取料焊接部92在往复移动的过程中能够自动将送料部91中的电极片取下并与s1中电池的端部进行对齐贴合,然后再将电极片和电池端部焊接在一起;
42.s3:接着利用转运机构12将s2中的电池组移动至输送框10中,紧接着再通过贴片机构11将青稞纸依次贴附在电池组的正极处;
43.s4:最后,通过装配机构13将电池壳和s3中的电池组装配在一起,电动工具电池成型完成。
44.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下。由语句“包括一个......限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素”。
45.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1