一种汽车线束及其加工系统和加工方法与流程
1.本发明涉及线束加工,更具体的说是一种汽车线束及其加工系统和加工方法。
背景技术:
2.汽车线束可以简化线路安装。比如,汽车需要数英里的线路,线束将所需电线和电缆集成到一个单一设备中,安装线路就变成了一个简单的插接线束的问题,减少广泛线路或电缆网络项目的安装时间。通过合理的还可防止绊倒和损坏电线电缆,为工作环境提供更安全的保障最后,当电线和电缆捆绑在一个线束内时,单个组件更安全。但汽车线路在振动、磨损、潮湿和聚尘的环境下老化速度较快,也容易松动或发生粘结的现象,对保养维修造成困难,加工时对线束的保护也是至关重要的,加工难度在于较长的线路进行连续加工,对不同位置进行重点包裹,现有方案中通常采用捆扎围绕的方式对线束起到保护,保护效果单一,且延伸曲折的线束定型在固定物上固定时不够稳定,也会降低线束的使用寿命。
技术实现要素:
3.本发明提供一种汽车线束及其加工系统和加工方法,目的是可以提高线束的使用寿命。
4.上述目的通过以下技术方案来实现:
5.一种汽车线束加工系统,包括朝水平方向延伸的调线板,调线板上设有阵列分布的插孔,插孔内可拆卸安装有插柱。
6.所述调线板上固接有立座,立座上转动连接有轴,轴设置在走线管的入口旁,轴的轴线与走线管的走线垂直,轴上部的切面与走线管的内壁面底部切面重合。
7.还包括基座与输送机构;其中输送机构包括机架,与两个分别转动连接在机架的左右两侧的辊子,每个辊子的前端均固接有带轮ⅰ,两个带轮ⅰ通过皮带ⅰ传动连接;所述输送机构上下镜像对称设有两个,位于上下两侧的辊子之间能够产生通道以横向输送线束,位于下侧的机架上固接有托板,托板用于托举线束并使线束能够从左侧的辊子输送至右侧的辊子,位于下侧的机架固接在基座上,基座上安装有通过传动机构驱动全部辊子转动的电机ⅰ,位于下侧的辊子的上部切面与走线管底部的内壁切面重合。
8.采用上述所述的加工系统加工线束的加工方法,包括以下步骤:
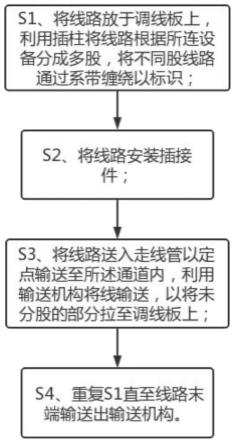
9.s1、将线路放于调线板上,利用插柱将线路根据所连设备分成多股,将不同股线路通过系带缠绕以标识;
10.s2、将线路安装插接件;
11.s3、将线路送入走线管以定点输送至所述通道内,利用输送机构将线输送,以将未分股的部分拉至调线板上;
12.s4、重复s1直至线路末端输送出输送机构。
13.采用上述加工方法加工的汽车线束,所述线束包括延伸方向改变的壳体,在壳体的前后端面上设有凸部,凸部在前后方向上交错设置,壳体上下镜像对称,凸部上设有紧固
件将两个壳体可拆卸连接。
附图说明
14.图1为一种汽车线束加工方法流程图;
15.图2显示了汽车线束;
16.图3显示了一种汽车线束加工系统整体图;
17.图4至8显示了图3中的各部分结构。
具体实施方式
18.一种汽车线束加工系统,如图4所示,包括上端面水平的整体成长方体的调线板11,调线板11左右方向为长边,前后方向为窄边,调线板11上设有阵列分布的插孔12,部分或全部插孔12内通过摩擦力插接有插柱21;可以将线路利用插柱21分类,将不同股线路分别放置在不同的插柱21旁进行限位提示,以准备利用系带缠绕或包上外套。
19.进一步的,在插柱21的下侧固接限位环22,限位环22的下端面用于抵在调线板11的上端面。
20.进一步的,在调线板11右端设置走线管31,其中在走线管31的下端一体连接有连接座32,连接座32上设有垂直的预留孔,在连接座32的下端垫上垫块13,垫块13上也设有垂直的预留孔以与连接座32的预留孔重合,利于螺栓穿过预留孔并螺纹连接在调线板11上实现定位,走线管31用于束缚线路的位置,实现定点输送以配合其他设备或操作者进行手动的定点加工,垫块13用于改变走线管31的垂直高度,使得线路的轴线高度改变,适配不同高度要求下的定点加工。
21.进一步的,在所述调线板11上固接有立座41,立座41上转动连接有轴42,轴42设置在走线管31的入口旁,轴42的轴线与走线管31的走线垂直,轴42上部的切面与走线管31的内壁面底部切面重合。
22.如图5至8所示,还包括输送机构与支撑输送机构的基座51;其中输送机构包括前、后和下三个方向上存在壁结构的机架61,机架61的左右两侧各转动连接一个辊子62,每个辊子62的前端均固接有带轮ⅰ63,两个带轮ⅰ63通过皮带ⅰ64传动连接;
23.进一步描述的,所述输送机构上下镜像对称设有两个,位于上下两侧的辊子62之间能够存在间隔以产生通道,间隔、通道用于横向输送线束,位于下侧的机架61上固接有托板7,托板7用于托举线束,使得线束经过位于左侧的两个辊子62转动输送时,线束能够利用托板7的托举输送至右侧的辊子62,位于下侧的机架61固接在基座51上,基座51上固接有电机ⅰ52的外壳,电机ⅰ52通过传动机构驱动全部辊子62实现转动,位于下侧的辊子62应当顺时针转动,位于上侧的辊子62应当逆时针转动,位于下侧的辊子62的上部切面与走线管31底部的内壁切面重合,进而保障实现输送线路的高度一致,避免产生脱落或拉扯。
24.进一步的,提供调节两个输送机构间距的方案以适配不同直径的线束:
25.所述位于下侧的机架61的前后两侧各固接一个导杆71,导杆71的位置应当不阻碍线束输送的通道,位于上侧的机架61滑动连接在两个导杆71上,导杆71的上端固接有限位部72,基座51上安装有活动端朝上设置的电动缸53,电动缸53的活动端抵在位于上侧的机架61的底部,当电动缸53伸缩,位于上侧的机架61利用重力贴合在电动缸53的活动端上也
实现升降。
26.所述导杆71上设有压缩弹簧,压缩弹簧的两端分别抵在限位部72和位于上侧的机架61上以提高机架61下降的及时性,使得上侧的辊子62可以快速的接触线束或线束的外套,保障输送的有效性,该方案便于输送带有硬质外套的线束。
27.进一步的,所述传动机构包括固接在位于左下侧辊子62后端的带轮ⅱ65a,下侧机架61的后端固接有导轨81,导轨81上滑动连接有滑块82,滑块82的后端固接有轴ⅱ83,轴ⅱ83的后端转动连接有带轮ⅳ84,凸座85设置在导轨81的右侧且固接在下侧机架61的后端,凸座85的左端固接有拉簧的一端,拉簧的另一端固接在滑块82的右端,位于左上侧的辊子62后端固接有齿轮ⅰ65b,上侧机架61后端左侧转动连接有轴ⅱ66,轴ⅱ66上固接有与齿轮ⅰ65b啮合的齿轮ⅱ67,轴ⅱ66的后端固接有带轮ⅲ68,带轮ⅱ65a、带轮ⅲ68和带轮ⅳ84通过皮带ⅱ9传动连接,左下侧的辊子62的后部与电机ⅰ(52)输出轴固接,当两个机架61的间距改变,拉簧始终拉动滑块82向右移动,滑块82带动带轮ⅳ84向右移动以保持皮带ⅱ9的张紧,实现传动的有效性,线束输送速度较低,该方案适合一个动力调节整体,控制简单,响应速度快,成本低。
28.采用上述加工系统加工线束的加工方法,包括以下步骤:
29.s1、将线路放于调线板11上,利用插柱21将线路根据所连设备分成多股,将不同股线路通过系带缠绕以标识;
30.s2、将线路安装插接件,根据需要对线路包裹不同材质的外套,所述外套可以使柔性的也可以是硬质的,如织物系带、abs塑料或铝合金;
31.s3、将线路送入走线管31以定点输送至所述通道内,利用输送机构将线输送,以将未分股的部分拉至调线板11上;
32.s4、重复s1直至线路末端输送出输送机构。
33.采用上述加工方法加工的汽车线束,所述线束包括延伸方向改变的壳体1001,在壳体1001的前后端面上设有凸部1002,凸部1002在前后方向上交错设置,壳体1001上下镜像对称,利用螺丝的头部抵在上方的凸部1002上且尾部螺纹旋入在位于下方凸部1002上,以实现两个壳体1001可拆卸连接,保养检修时,可以拆卸下一个壳体1001即可,检修后可以重新安装上,壳体1001的延伸方向不加以限定,根据需要可以是曲折段数不同的,曲折方向也不同的壳体1001,其固定在车体的固定物上稳定,其采用铝合金外包减震材料可起到更坚固的保护效果,且不产生噪音。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1