一种耐腐蚀性的金属塑复合膜的制作方法
1.本发明涉及金属塑膜生产技术领域,具体的说,是一种耐腐蚀性的金属塑复合膜。
背景技术:
2.目前锂离子电池主要分为方形、圆柱、软包三大类,其中方形和圆柱的外壳主要采用铝合金、不锈钢等硬壳,铝合金外壳可为铝材,而用金属和树脂层叠而成的软包外壳则采用金属塑复合膜,极大地改善了硬装电池外形设计不灵活的问题。
3.金属塑复合膜作为电池外包材料,需具备耐电解液腐蚀的性能,从而可防止电池外壳发生漏液等问题,保证电池使用寿命,一般而言,锂离子电池外包装用金属塑复合膜中的金属都需进行防腐蚀处理,在防腐蚀处理效果不理想的情况下,倘若在电池制造工序中混入水分,将会与电解液中的锂盐发生反应,生成腐蚀性的氟化氢(hf),氟化氢会经过热熔接树脂层及其粘剂层抵达到金属层表面,从而腐蚀金属,并且造成金属与热熔接树脂层间脱离,为此,增加了发生电解液从电池中漏液的可能性,因此金属层的防腐蚀处理对于金属塑复合膜的影响很大。
4.目前金属塑复合膜的防腐蚀液的主要成分为三价铬化合物、氟化物、氨基化酚树脂与磷酸,金属层经过此防腐蚀液的防腐蚀处理后,可在一些普通电解液环境中,提高金属塑复合膜的耐腐蚀程度,但是电池在长期使用中,水分可能会透过电池外包装,使得电解液产生氟化氢,此时,防腐液的防腐蚀处理效果就会不理想,而容易造成锂离子电池用金属塑复合膜的层间分离,影响金属塑复合膜在锂离子电池领域中的推广和使用。
技术实现要素:
5.本发明的目的在于提供一种耐腐蚀性的金属塑复合膜,其以含有碳元素、金属元素及氟元素的防腐蚀层,且,其各种元素的分布随着远离所述金属层的一侧至靠近所述金属层的该侧呈现梯度分布,而可实现高耐腐蚀性,进而大幅降低发生电解液从电池中漏液的可能性。
6.本发明的另一目的在于提供一种耐腐蚀性的金属塑复合膜,其于防腐蚀层添加架桥剂,可以提高防腐蚀层的交联密度,使防腐蚀层对于作为内容物的电解液及电解液与水反应产生的氟化氢的耐受性稳定化。
7.为达成上述的目的,本发明提供一种耐腐蚀性的金属塑复合膜,包括:
8.一金属层;及
9.一防腐蚀层,设置于所述金属层的至少一侧,所述防腐蚀层包含一碳元素、一金属元素及一氟元素,且,所述碳元素、所述金属元素及所述氟元素于所述防腐蚀层远离所述金属层的一侧至靠近所述金属层的该侧的分布呈现梯度分布。
10.优选的,所述防腐蚀层包含一第一防腐蚀区域、一第二防腐蚀区域及一第三防腐蚀区域,所述第一防腐蚀区域为所述防腐蚀层远离所述金属层的该侧,所述第二防腐蚀区域位于所述第一防腐蚀区域与所述第三防腐蚀区域之间,及所述第三防腐蚀区域为所述防
腐蚀层靠近所述金属层的该侧,其中,于所述第一防腐蚀区域中,所述碳元素的含量比例为 40%-100%,且,所述金属元素的含量比例不大于5%,于所述第二防腐蚀区域中,所述金属元素的含量比例为10%-70%,且,于所述第三防腐蚀区域中,所述金属元素的含量比例为20%-100%。
11.优选的,于所述第二防腐蚀区域中,所述氟元素的含量比例为不大于30%,且,所述氟元素与所述金属元素的比例值不大于2,于所述第三防腐蚀区域中,所述氟元素的含量比例为不大于20%,且,所述氟元素与所述金属元素的比例值不大于1。
12.优选的,所述金属层的材料为铝合金、不锈钢、钛钢或镀镍中的至少一种组成。
13.优选的,所述防腐蚀层以一防腐蚀液形成,所述防腐蚀液以一三价铬化合物、一无机酸及一有机树脂与水或有机溶剂混合形成,所述三价铬化合物于所述防腐蚀液中所占的比例为1.9-6%,所述无机酸于所述防腐蚀液中所占的比例为0.3-6%,所述有机树脂于所述防腐蚀液中所占的比例为0.6-6%,及水或有机溶剂于所述防腐蚀液中所占的比例为 78.6-97.2%。
14.优选的,所述三价铬化合物为硝酸铬或氟化铬中的至少一种组成。
15.优选的,所述无机酸为磷酸、硝酸或氢氟酸中的至少一种组成。
16.优选的,所述有机树脂为丙烯酸系树脂、甲基丙烯酸系树脂、羟基丙烯酸系树脂、聚乙烯醇树脂、烯烃树脂或酚醛树脂中的至少一种组成。
17.优选的,所述有机溶剂为异丙醇、乙醇、乙二醇丁醚中的至少一种组成。
18.优选的,所述防腐蚀层的成分包含一架桥剂,其中,所述架桥剂为氨基树脂、三聚氰胺树脂、酚醛树脂、环氧化合物、封端化异氰酸酯化合物、恶唑啉化合物、碳化二亚胺化合物、甲醛和碳原子数1-4烷基一元醇的缩合物、石碳酸或甲醛的缩合物中的至少一种组成。
19.优选的,所述架桥剂含量于所述防腐蚀液的固体成分中所占的比例为0.05%-15%,或所述架桥剂含量于所述防腐蚀层的固体成分中所占的比例为0.01%-30%。
20.优选的,所述防腐蚀层包含一钛(ti)化合物及一锆(zr)化合物,所述钛(ti)化合物的含量比例不大于0.6%,及所述锆(zr)化合物的含量比例不大于2.8%。
21.优选的,所述钛(ti)化合物为氟化钛或硝酸钛中的至少一种组成,及所述锆(zr)化合物为氟化锆、硝酸锆中的至少一种组成。
22.优选的,更包含一第一树脂层及一第二树脂层,所述第一树脂层设置于所述金属层的一侧,且,所述第二树脂层设置于金属层的另一侧。
23.优选的,所述第一树脂层以一第一胶粘剂与所述金属层粘合。
24.优选的,所述第一胶粘剂的材料为嵌段共聚聚丙烯树脂(b-pp)、无规共聚聚丙烯树脂 (r-pp)或均聚聚丙烯树脂(h-pp)中的至少一种组成,且,嵌段共聚聚丙烯树脂(b-pp)、无规共聚聚丙烯树脂(r-pp)、均聚聚丙烯树脂(h-pp)中的聚丙烯(pp)含量不小于50%。
25.优选的,所述第二树脂层以一第二胶粘剂与所述金属层粘合。
26.优选的,所述第一树脂层为热熔接树脂层,其中,所述第一树脂层的材料为聚烯烃、环状聚烯烃或改性聚烯烃系树脂中的至少一种组成。
27.优选的,所述改性聚烯烃系树为脂羧酸改性聚烯烃、羧酸改性环状聚烯烃、甲基丙烯酸改性聚烯烃、丙烯酸改性聚烯烃、巴豆酸改性聚烯烃或酰亚胺改性聚烯烃中的至少一
15%,或所述架桥剂含量于所述防腐蚀层的固体成分中所占的比例为0.01%-30%。
44.优选的,所述防腐蚀层包含一钛(ti)化合物及一锆(zr)化合物,所述钛(ti)化合物的含量比例不大于0.6%,及所述锆(zr)化合物的含量比例不大于2.8%。
45.优选的,所述钛(ti)化合物为氟化钛或硝酸钛中的至少一种组成,及所述锆(zr)化合物为氟化锆或硝酸锆中的至少一种组成。
46.优选的,更包含一第一树脂层及一第二树脂层,所述第一树脂层设置于所述金属层的一侧,且,所述第二树脂层设置于金属层的另一侧。
47.优选的,所述第一树脂层以一第一胶粘剂与所述金属层粘合。
48.优选的,所述第一胶粘剂的材料为嵌段共聚聚丙烯树脂(b-pp)、无规共聚聚丙烯树脂 (r-pp)或均聚聚丙烯树脂(h-pp)中的至少一种组成,且,嵌段共聚聚丙烯树脂(b-pp)、无规共聚聚丙烯树脂(r-pp)、均聚聚丙烯树脂(h-pp)中的聚丙烯(pp)含量不小于50%。
49.优选的,所述第二树脂层以一第二胶粘剂与所述金属层粘合。
50.优选的,所述第一树脂层为热熔接树脂层,其中,所述第一树脂层的材料为聚烯烃、环状聚烯烃或改性聚烯烃中的至少一种组成。
51.优选的,所述改性聚烯烃为脂羧酸改性聚烯烃、羧酸改性环状聚烯烃、甲基丙烯酸改性聚烯烃、丙烯酸改性聚烯烃、巴豆酸改性聚烯烃或酰亚胺改性聚烯烃中的至少一种组成。
52.优选的,所述金属层与所述第一树脂层粘合的该侧形成所述防腐蚀层。
53.本发明的有益效果在于以各元素呈现梯度分布的防腐蚀层形成于金属层,其可提高金属塑复合膜的金属层与第一树脂层之间的初始剥离强度及耐腐蚀性,并且使得侵入防腐蚀层的水分可与防腐蚀层发生反应后,产生氟化氢,为此,更加抑制防腐蚀层被溶解,进而保证金属层与第一树脂层的黏合稳定性,并可进一步添加架桥剂,以提高防腐蚀层的交联密度,使防腐蚀层对于作为内容物的电解液及电解液与水反应产生的氟化氢的耐受性稳定化。
附图说明
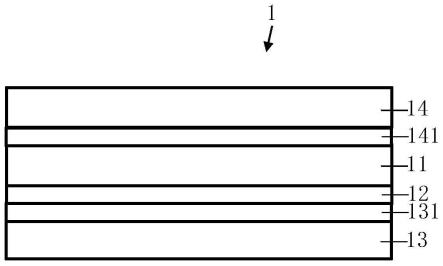
54.图1为本发明第一实施例的金属塑复合膜的结构示意图;
55.图2为本发明第二实施例的金属塑复合膜的结构示意图;及
56.图3为本发明一实施例的方法流程图。
具体实施方式
57.为让本发明上述及/或其他目的、功效、特征更明显易懂,下文特举较佳实施方式,作详细说明于下:
58.请参阅图1-2,其为本发明之第一实施例至第五实施例的金属塑复合膜的结构示意图。如图所示,其结构差异为本发明不同的实施样态,本发明的耐腐蚀性的金属塑复合膜1包括金属层11、防腐蚀层12,且,可进一步的,金属塑复合膜1更包含第一树脂层13及第二树脂层14,其中,防腐蚀层12是设置于所述金属层的至少一侧,第一树脂层13设置于金属层11的一侧,以及第二树脂层14设置于金属层11的另一侧,并详细说明如下:
59.金属层11的材料为铝合金、不锈钢、钛钢或镀镍中的至少一种组成,于一实施例中,金属层11可为金属板型式或金属箔型式,但不在此限,其中,当采用铝合金箔时,更可优选以退火处理的铝合金等构成的软质铝合金箔,从进一步提高成形性,或优选含有铁成分的铝合金箔,且,依据耐电解液等的需要,亦可以添加二氧化硅、镁等,以及当采用不锈钢箔时,可采用奥氏体系、铁素体系、奥氏体铁素体系、马氏体系、析出硬化系的不锈钢箔,更可优选奥氏体系的不锈钢,例如sus304、sus301或sus316l,较佳的,优选为 sus304。
60.于一实施例中,当金属层11为金属箔型式时,其厚度为9μm-200μm,更佳的,金属层11的厚度优选为9μm-100μm,更佳的,金属层11的厚度优选为9μm-50μm,但不在此限,其厚度只要能发挥作抑制水分浸入的金属层11的功能即可。
61.于另一实施例中,当金属层11为金属板型式时,优选的,可于金属层11的一侧形成镀镍层,使得金属层11更增加其防锈等防腐效果,同时,亦提高金属层11表面清洁度的效果,其中,镀镍层的厚度为不大于10μm,更佳的,金属层11的厚度优选为1μm-5μm,以避免厚度过高时,于外压负荷下容易产生龟裂,但不在此限。
62.为此,以往当金属层11具有合金成分时,会导致金属层11表面析出合金成分,或于轧制工序进行退火工序时,影响轧制油的挥发性,因此,在合金成分的调整中,金属层11 的表面清洁度的管理变得很重要,表面的清洁度可以通过以润湿试剂测试润湿性为指标的方法,或以接触角为指标的方法来管理,其中,作为润湿性的指标为a级-d级,优选为b 级,而接触角的指标则以纯水测试时,其接触角度为不大于25
°
,优选为不大于20
°
,更佳的,优选为不大于15
°
,于一实施例中,金属层11表面润湿性测试方法可采用“中华人民共和国国家标准gb/t225638.5-2016,金属试验方法,第5部分:润湿性的检测”,且,金属层11接触角测试方法可采用“中华人民共和国国家标准gb/t22638.9-2008,金属试验方法第9部分:亲水性的测定”,但不在此限。
63.当润湿性低于d级,或者接触角超过25
°
时,将会导致防腐蚀层12的反应性或初期的密合性恶化,倘若反应性恶化时,防腐蚀层12和金属层11的反应将变得不充分,则对作为电池的电解液的渗透耐性,以及降低对电解质与水的反应所产生的氟化氢耐性,因此随着时间的推移,防腐蚀层12对金属层11的附着力将显着下降,使得防腐蚀层12发生溶解情形,金属层11与防腐蚀层12将产生剥离现象,从而缩短电池的寿命,此外,防腐蚀层 12与金属层11的初期密合性恶化时,也会发生同样的情况,本发明通过调整合金成分,使得合金所占的比例于一定范围内,进而抑制合金从金属层11中析出,且,于轧制工序时的退火工序中,使得温度与时间条件的管理变得容易。
64.防腐蚀层12包含碳元素、金属元素及氟元素,且,各元素于防腐蚀层12远离金属层 11的一侧至靠近金属层11的该侧的分布呈现梯度分布,于一实施例中,防腐蚀层包含第一防腐蚀区域、第二防腐蚀区域及第三防腐蚀区域,第一防腐蚀区域为防腐蚀层远离金属层的该侧,第二防腐蚀区域位于第一防腐蚀区域与第三防腐蚀区域之间,及第三防腐蚀区域为防腐蚀层靠近金属层的该侧,为此,于第一防腐蚀区域中,碳元素的含量比例为 40%-100%,且,金属元素的含量比例不大于5%;于第二防腐蚀区域中,金属元素的含量比例为10%-70%,且,氟元素的含量比例为不大于30%,且,氟元素与金属元素的比例值不大于2;及于第三防腐蚀区域中,金属元素的含量比例为20%-100%,氟元素的含量比例为不大于20%,且,氟元素与金属元素的比例值不大于1,但不在此限。
65.于一实施例中,防腐蚀层12经过加水1000ppm的电解液浸泡5天后,控制防腐蚀层 12于第二防腐蚀区域中,其氟元素的含量不大于30%,且,氟元素与金属元素的比例值不大于2;于第三防腐蚀区域中,其氟元素的含量比例为不大于20%,,且,氟元素与金属元素的比例值不大于1,于一实施例中,电解液含有1mol/l lipf6的ec、dec和dmc 混合溶剂,其中ec:dec:dmc的质量比为1:1:1,并浸泡5天,但不在此限。
66.各元素于防腐层12梯度分布作用在于:
67.于第一防腐蚀区域,碳元素的含量比例小于40%或金属元素含量大于5%时,将会出现防腐蚀层12与第一胶粘剂131的粘接强度不稳定,并受到电解液的影响,同时,于保存过程中会发生剥离强度下降,或因金属元素含量增多,导致内部绝缘性降低,使得电池的寿命降低,或由外包装材料与电池内部的电气短路引起电解液漏液等问题;
68.当第二防腐蚀区域的氟元素的含量比例大于30%,则因防腐蚀层12中的倾斜分配下,其树脂成分相对减少,使得第一胶粘剂131的粘合强度趋于不稳定,又,当此处的氟元素与金属元素的比例值大于2时,将会使得由电解液产生的氟化氢腐蚀效果降低,且,长期下来,第一胶粘剂131与金属层11的剥离强度将可能大幅降低;以及
69.当第三防腐蚀区域,氟元素的含量比例大于20%时,防腐蚀层12和金属层11的反应生成物变少,长期下来,第一胶粘剂131与金属层11的剥离强度将可能大幅降低,又,当此处的氟元素与金属元素的比例值大于1时,则会使得由电解液产生的氟化氢腐蚀效果降低,且,长期下来,第一胶粘剂131与金属层11的剥离强度将可能大幅降低,同时,于第一防腐蚀区域中,其碳元素的含量增加与防腐层12相接触的第一树脂层13的碳成分,因此可保证第一树脂层13与金属层11之间以第一胶粘剂131复合的粘接稳定性,反之,当第一胶粘剂131粘接性不稳定时,则于电解液渗透时,导致粘接力下降,剥离强度不稳定。
70.总结而言,于第一防腐蚀区域的碳元素含量较高,随着接近金属层11侧,其金属元素逐渐变多的倾斜结构,由此,保持与第一树脂层13的粘接力的同时,即使接触到电解液,发生了电解液的浸透或电解液与水的反应,还是可以抑制腐蚀金属层11的氟化氢渗透进去,且,为了抑制氟化氢与电解液的渗透,其倾斜结构为交联结构。
71.于一实施例中,当防腐蚀层12中的铝成分增加时,其防腐蚀层12与金属层12的粘接力增加,因此当软包装的锂电池长期使用时,侵入的水分会与电解液发生反应,进而生成氟化氢,此时,将会抑制金属层11上的防腐蚀层12的溶解,更保证第一胶粘剂131与金属层11的剥离强度稳定性,并且此一效果随着防腐蚀层12中的氟化物成分的增加而提高。
72.于一实施例中,防腐蚀层12是以防腐蚀液形成,而防腐蚀液以三价铬化合物、无机酸及有机树脂与水或有机溶剂混合形成,其中,三价铬化合物于防腐蚀液中所占的比例为 1.9-6%,无机酸于防腐蚀液中所占的比例为0.3-6%,有机树脂于防腐蚀液中所占的比例为 0.6-6%,及水或有机溶剂于防腐蚀液中所占的比例为78.6-97.2%,有机溶剂的作用在于起到降低防腐蚀液的表面张力,以增加防腐蚀液在金属层11表面的流平性,但不在此限。
73.于一实施例中,三价铬化合物为硝酸铬或氟化铬中的至少一种组成,且,三价铬化合物的作用是在金属层11的表面形成以铬(cr)原子为中心的配位交联结构,此时,三价铬化合物起到增加金属层11表面防腐膜的交联度作用;无机酸为磷酸、硝酸或氢氟酸中的至少一种组成;有机树脂为丙烯酸系树脂、甲基丙烯酸系树脂、羟基丙烯酸系树脂、聚乙烯醇树脂、烯烃树脂或酚醛树脂中的至少一种组成;及有机溶剂为异丙醇、乙醇、乙二醇丁醚中
的至少一种组成,但不在此限。
74.于一实施例中,防腐蚀液更包含钛(ti)化合物或锆(zr)化合物,以钛(ti)化合物或锆(zr)化合物作为副中心交联点,起到增强金属层11表面防腐蚀的作用,其中,钛(ti)化合物于防腐蚀液中所占的比例为不大于0.6%,以及锆(zr)化合物于防腐蚀液中所占的比例为不大于2.8%,且,钛(ti)化合物为氟化钛、硝酸钛中的至少一种组成,锆(zr)化合物为氟化锆、硝酸锆中的至少一种组成,但不在此限。
75.另外,可推测防腐蚀液中的有效成分会与金属层11反应产生反应生成物,例如防腐蚀层12中的树脂成分与铬(cr)、钛(ti)、锆(zr)的反应生成物、无机酸与铬(cr)的反应生成物,金属层11和防腐蚀层12中的氟化物或无机酸的反应生成物。
76.于一实施例中,防腐蚀液更包含架桥剂,通过添加架桥剂,其可提高防腐蚀层12的交联密度,使防腐蚀层12对于电解液与水反应所产生的氟化氢的耐受性更加稳定,其中,架桥剂分为有机架桥剂与无机架桥剂,无机架桥剂包括二氧化硅等二氧化硅化合物、锆氟化铵和锆碳酸铵等锆化合物、钛螯合物等金属螯合物、ca、al、mg、fe、zn等金属盐的至少一种组成,但不在此限,而有机架桥剂包括氨基树脂、三聚氰胺树脂、酚醛树脂、环氧化合物、封端异氰酸酯化合物、恶唑啉化合物、碳化二亚胺化合物、甲醛和碳原子数1-4 烷基一元醇的缩合物、石碳酸和甲醛的缩合物中的至少一种组成,但不在此限。
77.于一实施例中,架桥剂为具有异氰酸酯化学基、缩水甘油基化学基、羧基化学基、恶唑啉化学基任一官能化学基的化合物及硅烷偶合剂中的至少一种组成,但不在此限。
78.于一实施例中,架桥剂含量于防腐蚀液的固体成分中所占的比例为0.05%-15%,或所述架桥剂含量于防腐蚀层12的固体成分中所占的比例为0.01%-30%,但不在此限,其中,当架桥剂于防腐蚀液中所占的比例低于0.05%时,其通过添加架桥剂无法提升防腐蚀层12 的耐腐蚀性程度,反之,当架桥剂于防腐蚀液中所占的比例超过15%时,防腐蚀层12的交联密度变大,导致防腐蚀层12过硬,因此在成型加工工程中,即相当容易发生防腐蚀层12的破裂或剥离,而降低其耐腐蚀性。
79.除此之外,防腐蚀层12亦可采用现行的多种防腐蚀液,其含有磷酸盐、硝酸、铬酸盐、氟化物及稀土氧化物等,其中,当采用磷酸盐或铬酸盐时,则需要进行例如铬酸铬处理、磷酸铬处理、磷酸-铬酸盐处理或铬酸盐处理等,且,用于处理的铬化合物,例如为硝酸铬、氟化铬、硫酸铬、乙酸铬、草酸铬、重磷酸铬、乙酸铬、氯元素化铬或硫酸铬,同时,于铬酸盐处理方式中,主要为蚀刻铬酸盐处理、电解铬酸盐处理或涂布型铬酸盐处理等,较佳的,优选涂布型铬酸盐处理。
80.于涂布型铬酸盐处理中,更包括脱脂处理,其将以磷酸铬(cr)盐、磷酸钛(ti)盐、磷酸锆(zr)盐、磷酸亚金属铅(zn)盐等磷酸金属盐或磷酸非金属盐中的至少一种组成作为主要成分的处理液,亦可与合成树脂混合后作为处理液,例如氨基化苯酚或聚亚克力酸系树脂等水溶性聚合物,并通过辊涂法、凹版印刷法、浸渍法等公知的涂布法进行涂布并干燥处理,其中,处理液可以使用水、醇系溶剂、烃系溶剂、酮系溶剂、酯类化合物系溶剂或醚系溶剂等各种溶剂,优选为水。
81.于一实施例中,防腐蚀层12可通过涂布型防腐蚀处理得到的薄膜,其中,涂布型防腐蚀处理可选自包括稀土元素的氧化物溶胶、阴离子性聚合物或阳离子性聚合物中的至少一种成分,但不在此限。
82.当采用阳离子性聚合物,其包括聚乙烯管亚胺、由具有聚乙烯管亚胺与羧酸的聚合物形成的络离子高分子络合物、在亚克力主链上接枝共聚合伯胺的伯胺格拉夫
·
托亚克力树脂、聚乙酸或其衍生物或氨基化苯酚的至少一种成分,但不在此限。
83.当采用阴离子性聚合物,其包括以聚(甲基)亚克力酸或其盐、或者(甲基)亚克力酸及其盐为主要成分的共多聚体的至少一种成分,但不在此限。
84.于一实施例中,于涂层剂中,可包括磷酸、磷酸盐或架桥剂的至少一种组合,当采用稀土类元素氧化物溶胶时,将于液体分散媒中,分散有稀土类元素氧化物的微粒,例如为平均粒径100nm以下的粒子,且,液体分散媒例如为水、醇系溶剂、烃系溶剂、酮系溶剂、酯类化合物系溶剂或醚系溶剂等各种溶剂,优选水,当采用稀土元素氧化物时,其包括氧化铈、氧化钇、氧化钕或氧化镧的至少一种组合,优选氧化铈,且,于防腐蚀层12中,其所包含的稀土元素氧化物可单独使用,或者组合使用,但不在此限。
85.于一实施例中,防腐蚀液涂布于金属层11表面的至少一侧,以形成防腐蚀层12,但不在此限,更优选的,可于金属层11表面的两侧形成防腐蚀层12,防腐蚀层12的作用是避免电解质与水分反应所生成的氟化氢腐蚀金属层11表面,同时,保持金属层11表面的均一性,使得粘接性即润湿性变化小,为此,防腐蚀层12可使金属层11可于高温及高湿环境中长期保存,为此,防腐蚀层12的厚度并没有特别限制,于一实施例中,防腐蚀层 12的厚度为1nm-3.0μm,且,优选厚度为1nm-1.5μm,但不在此限。
86.更进一步的,本发明的金属塑复合膜1更包括第一树脂层13及第二树脂层14,第一树脂层13设置于金属层11的一侧,第二树脂层14设置于金属层11的另一侧,于一实施例中,第一树脂层13以第一胶粘剂131粘合于金属层11的一侧,但不在此限,或者亦可不使用第一胶粘剂131,同时,第二树脂层14亦可以第二胶粘剂141粘合于金属层11的另一侧,或者亦可不使用第二胶粘剂141,其中,第一树脂层13以可热熔接为主,且,第一树脂层13的材料为聚烯烃、环状聚烯烃或酸改性聚烯烃中的至少一种组成,但不在此限。
87.聚烯烃材料可为低密度聚乙烯、中密度聚乙烯、高密度聚乙烯、线状低密度聚乙烯等聚乙烯乙烯-α-烯烃共聚物、均聚丙烯、聚丙烯嵌段共聚物(例如丙烯与乙烯的嵌段共聚物)、聚丙烯的无规共聚物(例如丙烯与乙烯的无规共聚物)等聚丙烯、丙烯-α-烯烃共聚物或乙烯
‑ꢀ
丁烯-丙烯的三元共聚物的至少一种组成,其中,优选为聚丙烯,当使用共聚物时,聚烯烃可为嵌段共聚物,亦可为无规共聚物,且,这些聚烯烃材料可以单独使用或同时使用多种。
88.酸改性聚烯烃可为脂羧酸改性聚烯烃、羧酸改性环状聚烯烃、甲基丙烯酸改性聚烯烃、丙烯酸改性聚烯烃、巴豆酸改性聚烯烃或酰亚胺改性聚烯烃中的至少一种组成,其中,酸改性聚烯烃是通过用酸成分与聚烯烃嵌段聚合或接枝聚合而改性的聚合物,为此,酸改性的聚烯烃亦可以使用聚丙烯酸或甲基丙烯酸等极性分子与聚烯烃共聚形成,另外,于酸改性中所使用的酸成分,其可使用马来酸、丙烯酸、衣康酸、巴豆酸、马来酸酐、衣康酸酐等羧酸、磺酸或酸酐,较佳的,可使用丙烯酸、马来酸或酸酐,但不在此限。
89.于一实施例中,第一树脂层13更包含爽滑剂,其具有提高锂离子电池用外包装材料成型性的效果,其中,爽滑剂的总类没有特别限制,可于已知范围内选择使用,且,爽滑剂可使用单种或多种组合使用,较佳的,可选用酰胺系爽滑剂,但不在此限。
90.于第一树脂层13的表面存在爽滑剂的情况下,其含量没有特别限制,由从提高电
子包装用材料的成型性的观点出发,可优选爽滑剂含量为10mg/m
2-50mg/m2,较佳为15 mg/m
2-40mg/m2,同时,爽滑剂可由热熔接树脂层的树脂中渗出,亦可于第一树脂层13的表面涂布。
91.于一实施例中,第一树脂层13更包含抗氧化剂,其可抑制于制造工序中的热劣化,其中,抗氧化剂的种类没有特殊限制,可于已知范围内选择使用,且,抗氧化剂使用单种或多种组合使用。
92.于一实施例中,第一树脂层13作用为组装电池时,发挥热熔接性树脂层,并以热熔接来密封电池组件,第一树脂层13可由单种或多种的树脂构成,且,第一树脂层13可为单层或多层的树脂构成,进一步的,更可以相同或不相同的树脂构成。
93.于一实施例中,第一树脂层13的厚度需要满足第一树脂层13热熔接后发挥出密封电池组件的功能,为此,其厚度范围为20μm-120μm,优选厚度范围为25μm至80μm,倘若第一树脂层13的厚度小于20μm时,将不能充分覆盖热密封装置等机械加工尺寸与条件的偏差,难以得到均匀的热熔接部分,而导致密封性不稳定,反之,若第一树脂层13的厚度超过120μm时,则水蒸气透过量会增多,使得电池内部的水分增多,从而与电解液反应产生气体,故易发生膨胀、破裂或漏液的危险性,其电池寿命随之降低。
94.同时,第一树脂层13熔点范围为120℃-162℃,且,优选熔点范围为130℃-162℃,例如mfr(230℃)为2-15g/10分钟,更优选mfr(230℃)为3-12g/10分钟中的至少一种混合物所组成的单层或复合层,但不在此限。
95.于一实施例中,当第一树脂层13为复合层时,未与金属层11的接触面,该侧的厚度为不小于2μm,且,熔点范围为130℃-152℃,为此,当熔点为120℃以下时,加热会使得树脂流动性提高,且,加压热封时,其厚度会变薄,与金属层11的附着力将会下降,同时,加压将会使得树脂由电池内部被挤压的部分流向没有被挤压的边缘,此时,电池的膨胀收缩与弯曲加工的外力将会引起裂缝,从而电解液会通过裂缝渗透至金属层11,导致第一树脂层 13的绝缘电阻下降,进而发生漏电现象,缩短电池寿命。
96.反之,当熔点超过162℃时,树脂的结晶性提高,使得加压热封时,树脂流动性相对变低,且,耐热性提高,而形成了硬而脆的树脂层,因此电池的膨胀收缩与弯曲加工的外力将会导致龟裂,得不到稳定的密封性,同样的,当mfr(230℃)低于2g/10分钟或当树脂的 mfr(230℃)超过15g/10分钟皆会导致同样的问题。另外,加压使电池内部的被挤压部分树脂流向没有被挤压的边缘部分,电池的膨胀收缩和弯曲加工的外力等引起裂缝,电解液通过裂缝会渗透到中间金属层处,造成热熔接树脂层的绝缘电阻下降,发生漏电现象,电池寿命会缩短。
97.第一胶粘剂131的作用主要为粘合金属层11与第一树脂层13,为此,第一胶粘剂131 的厚度,只要具备作为粘接层的功能即可,其厚度范围为1μm-80μm,且,优选厚度范围为1μm-50μm左右,于一实施例中,第一胶粘剂131的材料为树脂,且,树脂可含有或不含有聚烯烃主链,优选为含聚烯烃主链,其中,第一胶粘剂131所使用的聚烯烃及其改性树脂与第一树脂层13所使用的树脂相同,其为聚丙烯树脂、丙烯或乙烯共聚物,但不在此限。
98.于一实施例中,第一胶粘剂131可为含有酸改性聚烯烃和固化剂的树脂组合,当采用酸改性聚烯烃时,其优选为马来酸酐或丙烯酸改性的聚烯烃,而所使用的固化剂,仅需使酸改性聚烯烃固化即可,并没有特别限定,较佳的,可使用环氧系固化剂、多官能异氰酸酯
系固化剂、碳二亚胺系固化剂或恶唑啉系中的至少一种组合的固化剂,但不在此限。
99.当固化剂采用环氧系固化剂时,其具有至少一个环氧基的化合物即可,例如使用双酚 a二缩水甘油醚、改性双酚a二缩水甘油醚、酚醛清漆缩水甘油醚、甘油聚缩水甘油醚或聚甘油聚缩水甘油醚的至少一种组合;当固化剂采用多官能异氰酸酯系固化剂,则仅要是具有至少两个异氰酸酯基的化合物即可,例如使用异佛尔酮二异氰酸酯(pdi)、六亚甲基二异氰酸酯(hdi)、甲苯二异氰酸酯(tdi)、二苯基甲烷二异氰酸酯(mdi)以上物质的聚合或加成后的成分或此类混合物与其他聚合物的反应物;当固化剂采用碳化二亚胺系固化剂,仅要具有至少一个碳化二亚胺基(-n=c=n-)的化合物即可,例如具有至少两个以上碳化二亚胺基的聚碳化二亚胺化合物;以及当固化剂采用恶唑啉系固化剂,仅要具有恶唑啉骨架的化合物即可,当然固化剂亦可由两种以上的化合物所构成。
100.于一实施例中,第一胶粘剂131的材料为改性聚烯烃树脂、聚烯烃树脂、聚丙烯(pp) 含量超过50%的嵌段共聚聚丙烯树脂(b-pp)、无规共聚聚丙烯树脂(r-pp)或均聚聚丙烯树脂(h-pp)中至少一种以上的混合物,且,结构为单层或多层,但不在此限。
101.第一胶粘剂131将金属层11与第一树脂层13进行复合时,可使用溶液型第一胶粘剂131的方法,亦可使用热熔型第一胶粘剂131的方法,其中,溶液型第一胶粘剂131是以酸改性聚烯烃树脂为主剤,且,以异氰酸酯、环氧树脂或恶唑啉系中的至少一种组合为硬化剂,或三乙胺、n,n-二甲基乙醇胺等胺化合物作为硬化剂,并于水、乙醇、异丙醇、乙酸乙酯、甲基乙基酮、甲苯、甲基环己烷中的至少一种组合的溶剂溶解后,均匀涂布到金属层 11表面,并加热使溶剂挥发,使第一胶粘剂131的厚度达到预期效果,优选1-10μm左右,更优选1-5μm。
102.当第一胶粘剂131厚度不足1μm的情况下,会使金属层11与第一树脂层13之间的粘结力降低,使得粘结性成为问题,而当第一胶粘剂131厚度超过10μm时,于固化剂反应的情况下,会形成了坚硬的树脂层,此时,耐弯曲性将会变差,使金属塑复合膜1的灵活性下降,并存在弯折发生裂缝的风险。
103.溶液型第一胶粘剂131中的酸改性聚烯烃树脂的熔点在60℃-155℃,重均分子量在 10000-150000的范围内,溶液型第一胶粘剂131的酸值在0.5-200mgkoh/g的范围,在无固化剂的条件下,溶液型第一胶粘剂131主要由酸改性聚烯烃与胺化合物作为硬化剂组成,其中,酸改性聚烯烃与胺化合物的比例为10-125:1,优选15-50:1,且,改性聚烯烃所使用的酸为马来酸、富马酸、甲基丙烯酸等,胺化合物为三乙胺或n,n-2甲基乙醇胺中的至少一种组合,酸改性的聚烯烃为熔点在110℃以上的聚丙烯,且,聚丙烯的含量在50%以上。
104.当酸改性的聚烯烃的熔点在60℃以下,其耐热性较低,此时,金属层11与第一树脂层 13在高温下会发生剥离的情况,另外,当酸改性的聚烯烃的熔点超过155℃,其耐热性相对较好,但其与固化剂的反应时,会形成了坚硬的树脂层,弯曲性不好,因此金属塑复合膜1的灵活性下降,或弯折产生裂缝,存在金属层11与第一树脂层13剥离的情况。
105.当酸改性聚烯烃树脂的重均分子量在10000以下,加热时,树脂流动性高,在热封时, 会造成第一胶粘剂131的厚度严重变薄,金属层11与第一树脂层13的附着强度在加入固化剂反应的情况下会变低,存在密封性问题,反之,当酸改性聚烯烃树脂的重均分子量超过 150000,则金属层11与第一树脂层13在加入固化剂反应的情况下,会形成坚硬的树脂层,耐弯曲性变差,使金属塑复合膜1的灵活性下降,或弯折产生裂缝,存在金属层11与第一
树脂层13剥离的情况。
106.当酸改性聚烯烃树脂的酸值小于0.5mgkoh/g时,其与固化剂的固化反应点少,此时,金属层11与第一树脂层13的粘结性不稳定,当酸改性聚烯烃树脂的酸值超过200mgkoh/g 时,固化剂与酸改性聚烯烃树脂的固化反应过于剧烈,会形成坚硬的树脂层,耐弯曲性恶化,使得金属塑复合膜1的灵活性下降,或弯折产生裂缝,存在金属层11与第一树脂层13剥离的情况。
107.热熔融型第一胶粘剂131,其所用的树脂为熔点在135-165℃,mfr(230℃)在3-15g/10 分钟的酸改性聚烯烃树脂,所形成的第一胶粘剂131的厚度为2-80μm,优选为5-50μm,热熔融型第一胶粘剂131所使用的酸改性聚烯烃树脂的改性度为1%-15%,优选为 3%-12%,当酸改性聚烯烃树脂熔点在135℃以下时,加热会造成树脂流动性变高,加压热封时,厚度变薄严重,金属层11与第一树脂层13的附着强度会变低,存在密封性问题。
108.当酸改性聚烯烃树脂的熔点在165℃以上时,加压热封时流动性相对较低,耐热性提高, 但与金属层11复合时,热收缩量增多,使得内部应力增加,热熔融型第一胶粘剂131与金属层11的附着能力会下降,因此若长期放置下,有可能会发生与金属层11剥离的情况,另外,由于热封时的加热,会进一步发生热收缩,与金属层11间的粘附力下降,密封强度变低,若酸改性聚烯烃树脂的mfr(230℃)在低于3g/10分钟时,热熔融后挤出到金属层11上复合时,挤出成膜性不稳定,反之,酸改性聚烯烃树脂的mfr(230℃)在高于15g/10分钟,加热会造成树脂流动性变高,加压热封时,厚度变薄严重,金属层11与第一树脂层13的附着强度会变低,存在密封性问题。
109.又,当热熔融型第一胶粘剂131的厚度不足2μm时,在与金属层11复合时,因为热收缩量过多,所以无法吸收热收缩,因此由于内部应力的增加,与金属层11的贴合力降低,因此若长期放置下,有可能会发生与金属层11剥离的情况,且,当热熔融型第一胶粘剂 131的厚度超过80μm时,不会产生物性问题,但会导致生产价格上涨,以及当热熔融型第一胶粘剂131的改性度不足1%时,会造成与金属层11的粘接性不稳定,若熔融型第一胶粘剂131的改性度超过15%,虽然不会出现物性问题,但亦会导致生产价格上涨。
110.第二树脂层14其为锂离子电池用包装材料的基材,以至少具备绝缘性为限度,因此关于第二树脂层14的厚度,只要发挥作为基材的功能即可,没有特别限制,于一实施例中,第二树脂层14的树脂,例如为聚酯、聚酰胺、聚烯烃、环氧树脂、丙烯酸树脂、氟树脂、聚氨酯、硅树脂、酚醛树脂或这些树脂的改性物,同时,形成第二树脂层14的树脂可以是这些树脂的共聚物,也可以是共聚物的改性物,亦可以是这些树脂的混合物,优选为聚酯或聚酰胺中的至少一种,优选含有拉伸聚酯膜及拉伸聚酰胺膜及拉伸聚烯烃膜中的至少一种,优选含有拉伸聚对苯二甲酸乙二醇酯膜、拉伸聚对苯二甲酸丁二醇酯膜、拉伸尼龙膜、拉伸聚丙烯膜中至少一种,优选含有双向拉伸聚对苯二甲酸乙二醇酯膜、双向拉伸聚对苯二甲酸丁二醇酯膜、双向拉伸尼龙膜、双向拉伸聚丙烯膜中至少一种,且,第二树脂层14可为单层或多层,但不在此限。
111.当第二树脂层14由多层构成时,第二树脂层14可以是通过第二粘接剂141作用而形成的复合膜,也可以是将树脂共挤出而形成多层的树脂复合膜,亦可以将共挤出树脂而形成多层的树脂复合膜,并于未拉伸的状态下作为第二树脂层14,也可以进行单轴拉伸或双轴拉伸后作为第二树脂层14,且,当第二树脂层14为多层的树脂复合膜时,构成各层的树
脂膜厚度,分别优选厚度范围为2μm-30μm,且,第二树脂层14总厚度范围为5μm-35μm,当厚度不足5μm的情况下,成形性与绝缘性相对不佳,反之,若超过35μm,则柔软性会变差。
112.于一实施例中,第二树脂层14可为吹膜尼龙、同步或异步双向拉伸尼龙、同步或异步双向拉伸聚对苯二甲酸乙二醇酯(pet)、同步或异步双向拉伸聚对苯二甲酸丁二醇酯 (pbt)、聚酰亚胺(pi)等高分子材料中的至少一种材料成形的单层或多层复合膜,并可通过共挤、涂覆、复合及热贴中的至少一种组合的方式粘合于金属层11上,但不在此限。
113.其中,多层的树脂复合膜例如聚酯膜与尼龙膜的复合膜、多层尼龙复合膜、多层聚酯复合膜中的至少一种组合,优选为拉伸尼龙膜与拉伸聚酯膜层叠体、多层拉伸尼龙复合膜、多层拉伸聚酯复合膜,当使用外基材树脂层为多层树脂复合膜时,优选为聚酯树脂膜与聚酯树脂膜的复合膜、聚酰胺树脂膜与聚酰胺树脂膜的复合膜或者聚酯树脂膜与聚酰胺树脂膜的复合膜,较佳的,优选为聚对苯二甲酸乙二醇酯膜和聚对苯二甲酸乙二醇酯膜的复合膜、聚对苯二甲酸丁二醇酯膜和聚对苯二甲酸丁二醇酯膜的复合膜、尼龙膜和尼龙膜的复合膜或者聚对苯二甲酸乙二醇酯膜和尼龙膜的复合膜,此外,由于聚酯树脂于电解液附着于表面时难以变色,因此当使用第二树脂层14为多层的树脂复合膜时,优选为聚酯树脂膜作为第二树脂层14的最外层,其中,多层的树脂膜也可以通过粘接剂复合,优选的粘接剂可使用与第二胶粘剂141相同成分的胶液。
114.于一实施例中,第二树脂层14采用的聚酯可为聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚萘二甲酸乙二醇酯、聚间苯二甲酸乙二醇酯或共聚聚酯中的至少一种组合,其中,共聚聚酯可为对苯二甲酸乙二醇酯为重复单元的主体的共聚聚酯,具体而言,将对苯二甲酸乙二醇酯作为重复单元的主体与间苯二甲酸乙二醇酯进行聚合而成的共聚物聚酯,即共聚聚酯(对苯二甲酸酯/间苯二甲酸酯))、共聚聚酯(对苯二甲酸酯/己二酸酯)、共聚聚酯(对苯二甲酸酯/间苯二甲酸钠)、共聚聚酯(对苯二甲酸酯/苯基-二羧酸酯)、共聚聚酯(对苯二甲酸酯/癸烷二羧酸酯)中的至少一种组合,这些聚酯可以单独使用或多种组合使用,但不在此限。
115.于一实施例中,第二树脂层14采用的聚酰胺可为尼龙6、尼龙66、尼龙610、尼龙 12、尼龙46、尼龙6与尼龙66共聚物等脂肪族聚酰胺、含有来自对苯二甲酸和/或间苯二甲酸结构单元的尼龙6i、尼龙6t、尼龙6it、尼龙6i6t(i表示间苯二甲酸,t表示对苯二甲酸)等六亚甲基二胺-间苯二甲酸-对苯二甲酸共聚聚酰胺、聚酰胺mxd6(聚酰胺 pacm6(聚双(4-氨基环己基)甲烷叠氮酰胺)等芳香族聚酰胺中的至少一种组合,这些聚酰胺可以单独使用或多种组合使用,但不在此限。
116.于一实施例中,第二树脂层14的表面与内部,更可以添加润滑剂、阻燃剂、防粘连剂、抗氧化剂、光稳定剂、增粘剂、抗静电剂等添加剂中一种或多种,例如于第二树脂层 14的表面形涂布润滑剂,优选为酰胺系润滑剂,润滑剂的涂布含量为不小于3mg/m2,优选涂布含量范围为4-30mg/m2,且,存在于第二树脂层14表面的润滑剂可以是于含有润滑剂的第二树脂层14中渗出的润滑剂,也可以是在第二树脂层14的表面涂布润滑剂,其中,酰胺类润滑剂包括饱和脂肪酸酰胺、不饱和脂肪酸酰胺、取代酰胺、羟甲基酰胺、饱和脂肪酸双酰胺、不饱和脂肪酸双酰胺、脂肪酸酰胺和芳香族双酰胺中的至少一种组合,但不在此限。
117.于一实施例中,当润滑剂采用饱和脂肪酸酰胺时,其包括月桂酸酰胺、棕榈酸酰胺、硬脂酸酰胺、山嵛酸酰胺、羟基硬脂酸酰胺中的至少一种组合;当润滑剂采用不饱和脂
肪酸酰胺时,其包括油酸酰胺、芥酸酰胺等。取代酰胺包括n-油棕榈酸酰胺、n-硬脂酰胺、 n-硬脂酰胺、n-油硬脂酰胺和n-硬脂酰胺中的至少一种组合;当润滑剂采用羟甲基酰胺时,其包括羟甲基硬脂酸酰胺中的至少一种组合;当润滑剂采用饱和脂肪酸双酰胺时,其包括亚甲基双硬脂酸酰胺、亚乙基双辛酸酰胺、亚乙基双月桂酸酰胺、亚乙基双硬脂酸酰胺、亚乙基双羟基硬脂酸酰胺、亚乙基双山嵛酸酰胺和六亚甲基双硬脂酸六亚甲基双山嵛酸酰胺、六亚甲基羟基硬脂酸酰胺、n,n
’‑
二硬脂基己二酸酰胺、n,n
’‑
二硬脂基癸二酸酰胺等。不饱和脂肪酸双酰胺包括乙烯双油酸酰胺、乙烯双芥酸酰胺、六亚甲基双油酸酰胺、 n,n
’‑
二油基己二酸酰胺和n,n
’‑
二油基癸二酸酰胺中的至少一种组合;当润滑剂采用脂肪酸酯酰胺时,其包括硬脂酰胺乙基硬脂酸酯中的至少一种组合;以及当润滑剂采用芳香族双酰胺时,其包括间苯二甲基双硬脂酸酰胺、间苯二甲基双羟基硬脂酸酰胺、n,n
’‑
二硬脂基间苯二甲酸酰胺中的至少任一种组合,但不在此限。
118.第二树脂层14的制成方法有多种,例如由树脂直接形成树脂膜,或者涂布树脂,其中,树脂膜为未延伸膜或延伸膜,而延伸膜为一轴延伸膜或二轴延伸膜,优选为二轴延伸膜,且,作为二轴延伸膜的制成方法,例如逐步二轴延伸法、吹膜法或同步拉伸法,以及涂布树脂的方法,例如辊涂布法、微凹涂布法或挤出涂布法等,但不在此限。
119.第二粘接剂141的作用在于提高第二树脂层14与金属层11之间的粘接性,为此,第二粘接剂141的厚度范围为1μm-10μm,优选为2μm-5μm,且,第二粘接剂141例如为双组分固化型粘接剂,或为单组分固化型粘接剂,其中,第二粘接剂141可为化学反应型、溶剂挥发型、热熔融型、热压型等中的至少任一种组合,且,第二粘接剂141可为单层或多层,但不在此限。
120.于一实施例中,第二粘接剂141是以聚酯多元醇和聚氨酯改性的多元醇等作为二元醇主剂,芳香族或脂肪族异氰酸酯作为固化剂形成的双组份聚氨酯粘合剂,其中,固化剂可以根据粘接成分所具有的官能团进行选择,例如为多官能环氧树脂、含有甲基磺酸的聚合物、泊里胺树脂、无机酸中的至少任一种,但不在此限。
121.于一实施例中,第二粘接剂141更包括聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯、聚萘二甲酸乙二醇酯、聚间苯二甲酸乙二醇酯、共聚聚酯等聚酯树脂、聚醚树脂、聚氨酯树脂、环氧树脂、酚醛树脂、尼龙6、尼龙66、尼龙12、共聚聚酰胺等聚酰胺树脂、聚烯烃、环状聚烯烃、酸改性聚烯烃、酸改性环状聚烯烃等聚烯烃系树脂、聚乙酸乙烯酯、纤维素、(甲基)丙烯酸树脂、聚酰亚胺树脂、聚碳酸酯、尿素树脂、三聚氰胺树脂等氨基树脂、氯丁橡胶、丁腈橡胶、苯乙烯-丁二烯橡胶等橡胶、有机硅树脂等中的至少任一种组合,但不在此限,优选的第二粘接剂141组合为二元或多元的聚酯、聚氨酯改性聚酯或异氰酸酯中的任一种组合,且,异氰酸酯并不特别现定于分子中具有多个异氰酸酯基的化合物,例如,异佛尔酮二异氰酸酯(ipdi)、甲苯二异氰酸酯(tdi)、二苯甲烷-4,4
’‑
二异氰酸酯(mdi)、1,6-己二异氰酸酯(hdi)等聚合物中的至少任一种混合物。
122.此外,第二粘接剂141更可包含着色剂、热塑性弹性体、增粘剂或填料中的至少任一种,通过第二粘接剂141含有着色剂,可以对锂离子电池用包装材料进行着色,当使用着色剂可以使用颜料、染料中的至少任一种组合,其中,颜料的种类为有机颜料时,例如可以使用偶氮系、酞菁系、喹吖啶酮系、蒽醌系、二恶嗪系、靛硫靛系、苝系、异吲哚啉系中的至少任一种,若为无机颜料时,则例如可以使用炭黑系、氧化钛系、镉系、铅系、异吲哚啉系中的
至少任一种,且,颜料的平均粒径范围为0.05μm-5μm,优选平均粒径范围为 0.08μm-2μm,同时,由于要锂离子电池用包装材料被着色即可,因此颜料含量范围为 5%-60%,优选为10%-40%。
123.于一实施例中,更可另外设置着色层15于第二树脂层14与第二粘接剂141之间,例如通过含有着色剂的油墨涂布于第二树脂层14的表面、第二粘接剂141的表面或者金属层11的表面,且,着色层15所使用的着色剂与前述相同,故不再赘述。
124.请参阅图3,其为本发明之一实施例的金属塑复合膜的制备方法流程图。如图所示,本发明的耐腐蚀性的金属塑复合膜形成方法,包括步骤如下:
125.步骤s1:以一三价铬化合物、一无机酸及一有机树脂与水或有机溶剂混合形成一防腐蚀液;
126.步骤s2:于一金属层表面的至少一侧涂布所述防腐蚀液,经热处理生成一防腐蚀层于所述金属层表面的至少一侧,以形成一金属塑复合膜,其中,所述防腐蚀层包含一碳元素、一金属元素及一氟元素;以及
127.步骤s3:设置一第一树脂层至所述防金属塑复合膜的所述腐蚀层的一侧。
128.如步骤s1所示,以三价铬化合物、无机酸及有机树脂与水或有机溶剂混合形成防腐蚀液,于一实施例中,更可添加架桥剂,其中,三价铬化合物、无机酸及有机树脂与水或有机溶剂以及架桥剂的示例与前述相同,故不在此赘述。
129.如步骤s2所示,于金属层11表面的至少一侧涂布防腐蚀液,并经热处理生成防腐蚀层12于金属层11表面的至少一侧,以形成金属塑复合膜1,且,防腐蚀层12包含碳元素、金属元素及氟元素,其中,防腐蚀液的涂布方法,可采用碱浸渍法、电解洗净法、酸洗净法、电解酸洗净法、氧活化法、压延时的热处理(退火处理)等处理方法。
130.于涂布防腐蚀液前,金属层11需对涂布侧进行脱油处理,金属层11的表面润湿性为65dyn/cm,优选为不小于70dyn/cm,或蒸馏水的滴定接触角角度为不大于15度以下,优选为不大于10度,倘若金属层11的润湿性或表面水接触角超出给定范围,说明在制造阶段的压延油存在仍残留在金属上的可能性,而使得防腐蚀层12、金属层11与第一树脂层13 之间形成的界面附着能力变差,且,电池在长期放置下,金属层11与第一树脂层13之间存在脱落的风险,易发生电池漏液等情况,作为预防措施,其可进行不小于150℃的退火处理,同时,可进行等离子体、电晕法、碱液进行脱油,其中,碱脱油的方法就是将金属层 11浸渍在50℃-65℃的碱液中,经过一定时间的处理后,使用去离子水清洗2次,然后干燥,得到脱油处理的金属层11,但不在此限。
131.当金属层11进行脱油处理后,即可将防腐蚀液通过棒涂法、辊涂法、凹版涂布法、浸渍法等方式涂布,金属层11上防腐蚀液的涂布湿膜量范围在1.6-3.2g/m2,涂布防腐蚀液后,并于130℃-200℃的高温下热处理0.5分钟-5分钟,以形成防腐蚀层12,于一实施例中,可将磷酸中分散的氧化铝、氧化钛、氧化铈、氧化锡等金属氧化物与沉淀硫酸钡的微粒物质涂布于金属层11的表面,并以不小于150℃进行烧结处理而形成防腐蚀层12,但不在此限。
132.如步骤s3所示,设置第一树脂层13至金属塑复合膜1的防腐蚀层12的一侧,于一实施例中,以第一胶粘剂131将第一树脂层13粘合于防腐蚀层12的一侧,但不在此限,亦可不使用第一胶粘剂131,而将第一树脂层13通过加热加压的方式进行复合至金属层11,通过加热处理、紫外线处理或电子线处理等方式使其膜化,即可得到第一树脂层13与金属层11组
成的复合膜,其中,若以第一胶粘剂131进行复合方式大致可分为以下四种方式:
133.1.干式复合法:以溶液型第一胶粘剂131涂布金属层11上,并进行干燥程序,并于一定温度和压力下与第一树脂层13的粘接面进行热复合后,进行熟化处理,形成金属层11/ 第一胶粘剂131/第一树脂层13的复合物,优选的,与第一胶粘剂131相接触的第一树脂层13的粘接面预先进行电晕处理,另外,可进行不超过第一胶粘剂131熔点温度60℃的熟化处理。
134.2.熔融挤出法:热熔融型第一胶粘剂131以树脂通过熔融挤出的方式,于金属层11上形成一定厚度的热熔融型第一胶粘剂13,并于第一胶粘剂131的表面与第一树脂层13的粘接面进行热复合,形成金属层11/第一胶粘剂131/第一树脂层13的复合物,另外,为提高金属层11与第一树脂层13之间的剥离力,可进行不超过第一胶粘剂131熔点温度60℃的热处理。
135.3.熔融挤出法:热熔融型第一胶粘剂131与第一树脂层13通过共挤出法的方式,形成金属层11/第一胶粘剂131/第一树脂层13的复合物另外,为提高金属层11与第一树脂层 13之间的剥离力,可进行不超过第一胶粘剂131熔点温度60℃的热处理。
136.4.热贴合法:以水溶液型第一胶粘剂131涂布金属层11上,并进行干燥程序,并于一定温度和压力下与第一树脂层13的粘接面进行热复合后,形成金属层11/第一胶粘剂 131/第一树脂层13的复合物,另外,为提高金属层11与第一树脂层13之间的剥离力,可进行不超过第一胶粘剂131熔点温度60℃的热处理,其中,第一树脂层13也可以通过挤压法成型,或者使用薄膜,当使用薄膜时,优选的,与第一胶粘剂131相接触的第一树脂层13的粘接面预先进行电晕处理。
137.于一实施例中,更包含:
138.步骤s4:设置一第二树脂层至所述金属塑复合膜的另一侧,且,该侧相对于所述第一树脂层。
139.如步骤s4所示,将第二树脂层14设置于金属层11的另一侧,且,该侧相对于第一树脂层131,于一实施例中,可于金属层11与第二树脂层14之间涂布第二胶粘剂141并于一定温度下加热一定时间,使得有机溶剂挥发后,进一步地在一定温度和压力下使第二树脂层14依据第二胶粘剂141与金属层11复合,并在一定温度下存放处理一定时间后,使第二树脂层14发生固化反应,得到第二树脂层14/第二胶粘剂141/金属层11组成复合膜,当第二树脂层14与金属层11的复合不使用第二胶粘剂141时,金属层11与第二树脂层14通过加热加压的方式进行复合,通过加热处理、紫外线处理或电子线处理等方式第二树脂层 14使其膜化,即可得到第二树脂层14与金属层11组成的复合膜,但不在此限。
140.于一实施例中,可对与第二胶粘剂141相接触的第二树脂层14薄膜进行电晕处理,具体而言,将重均分子量为5000,tg为50℃,羟基值为25mg koh/g的非结晶性聚酯多元醇与重均分子量为20000,tg为-17℃,羟基值为8mg koh/g的非结晶性聚酯多元醇按照重量比为3:2的比例混合,加入甲苯二异氰酸酯(tdi),形成nco/oh比值为6.2的外层粘结液涂布在金属层11上,且,金属层11上的第二胶粘剂141与第二树脂层14薄膜热复合后,在80℃的温度下进行3天的熟化处理,形成第二树脂层14/第二胶粘剂141(3μm)/ 金属层11,其中,金属层11可于表面的两侧都进行了防腐蚀处理。
141.金属塑复合膜1的金属层11与第一树脂层13之间的剥离强度测试如下:
142.初始剥离强度测试:将金属塑复合膜1制备成直条状,样条尺寸为100mm*15mm,使用拉伸试验装置进行金属层11与第一树脂层13之间剥离测试,将已剥离开的第一树脂层13 薄膜放在伸缩试验装置的上夹板中,金属层11放在下夹板中,并于伸缩速度为50mm/分钟的情况下,进行剥离面呈180
°
的t型剥离,开始测定金属层11与第一树脂层13之间的剥离强度,其中,剥离强度的读取方式为金属层11与第一树脂层13的移动距离为50mm,选取移动距离10mm到40
㎜
之间的剥离强度的平均值,并以5个/组进行平行测试。
143.金属塑复合膜1的无水耐电解液测试如下:
144.将金属塑复合膜1样条直接浸泡在含有1mol/l lipf6的碳酸二甲酯(dmc):碳酸二乙酯(dec):碳酸乙烯酯(ec)物质的量比为1:1:1的混合溶剂中,在85℃的温度下浸泡3 天后,取出后,水洗15分钟,擦干样条表面水分,按照成品的初始剥离强度测试方法测量金属层11与第一树脂层13之间的剥离强度。
145.金属塑复合膜1的有水耐电解液测试如下:
146.将金属塑复合膜1切成宽15mm,且,长100mm的样条,将金属层11与第一树脂层 13间剥离20mm后浸泡在含有1mol/l lipf6的碳酸二甲酯(dmc):碳酸二乙酯(dec):碳酸乙烯酯(ec)为1:1:1的溶剂中,再添加占电解液总质量的1000ppm水,在85℃的温度下浸泡3天后,取出后,水洗15分钟,水分不擦干,在预先剥离的金属层11与第一树脂层13间残余部分水分的状态下,从预先剥离的位置处,按照成品的初始剥离强度测试方法开始测量中间金属层11与第一树脂层13间的剥离强度。
147.测定方法如下:
148.1.水接触角测定
149.使用德国kruss dsa25接触角测量仪对金属表面进行水接触角测定,将金属平整的放到仪器工作台上,控制注射器的每次出水量在2μml,加液速度为2.67μml/s,记录水滴刚滴落到金属表面的接触角值。
150.2.达因值测定
151.使用德国arcotest达因笔在金属表面连续划2条长10cm的直线,如果3秒内出现直线收缩10%以上,则表明金属表面达因值达不到此时达因笔的达因值,选择达因值低的达因笔进行重新测定。
152.3.防腐蚀层12元素测定
153.使用xps(英国岛津产,axis supra),通过esca法来测定防腐蚀层12的元素分布。 ar离子溅射样品金属表面,离子束直径为800μm,电压为15kv,离子束溅射深度在5nm,溅射速率为3nm/分钟,溅射次数为7次,信号源检测深度为5nm,检测限为1
‰
,检测次数为8次。
154.其中,耐液样品制作方法:将形成防腐蚀层12的金属切成宽为20mm,且,长为100mm 的样条,将样条浸泡在含有1mol/l lipf6的碳酸二甲酯(dmc):碳酸二乙酯(dec):碳酸乙烯酯(ec)为1:1:1的溶剂中,再添加占电解液总质量的1000ppm水,在85℃的温度下浸泡3天后取出,并水洗15分钟,擦干水分。
155.实施例1-9与对比例1皆使用防腐蚀液通过涂布辊均匀涂在金属层11表面的两侧,然后在190℃热烘2分钟,防腐蚀层12处理液的涂布湿膜量为5g/m2。
156.对比例2则是将加热条件设为100℃热烘2分钟,且,防腐蚀层12处理液的涂布湿膜量为5g/m2。
157.最后一种则是将半成品:第二树脂层14/第二胶粘剂141(3μm)/金属层11的金属面上复合第一胶粘剂131与第一树脂层13。
158.熔融型第一胶粘剂131复合法:
159.第一胶粘剂131所用熔融型树脂为无水马来酸酐改性聚丙烯,在与第一树脂层13相接触的金属层11上,形成厚度为15μm的粘接层,进一步地,与厚度为30μm的第一树脂层13复合,第一胶粘剂131与第一树脂层13通过熔融共挤的方式复合到与第一树脂层13 相接触的金属层11上,其中,使用的第一胶粘剂131为熔点140℃、mfr(230℃)为5g/10 分钟的无水马来酸酐改性无规共聚聚丙烯60%(按重量比),无水马来酸酐对无规共聚聚丙烯的改性度为10%,其熔点160℃、mfr(230℃)为2.6g/10分钟、密度为0.87g/cm3的丙烯与丁烯的共聚物弹性体24%(按重量比),其熔点130℃、mfr(230℃)为9.5g/10分钟、密度为0.91g/cm3的乙烯与丙烯结晶性共聚物弹性体8%(按重量比)与熔点105℃、 mfr(230℃)为12g/10分钟的低密度聚乙烯8%(按重量比)组成的混合物。
160.其中,第一树脂层13由两层组成,其结构如下:
161.与第一胶粘剂131接触的第一树脂层13:按重量比,以62%的熔点为155℃,mfr(230℃) 为4g/10分钟的无规共聚聚丙烯、33%的非结晶性的丙烯系弹性体和5%的熔点为110℃, mfr(230℃)为7.5g/10分钟的低密度聚乙烯所形成的混合物层;以及
162.最内层的第一树脂层13:由熔点为155℃,mfr(230℃)为15g/10分钟的无规共聚聚丙烯组成,其中,与第一胶粘剂131接触的第一树脂层13与最内层的第一树脂层13的厚度比为8:2。
163.金属层11与第一胶粘剂131、第一树脂层13复合后,在180℃的温度下进行2秒的热处理,此时,形成第二树脂层14/第二胶粘剂141(3μm)/金属层11/第一胶粘剂131(15μm)/ 第一树脂层13(30μm)的复合膜。
164.另一种则是将半成品:第二树脂层14/第二胶粘剂141(3μm)/金属层11的金属面上复合第一胶粘剂131与第一树脂层13。
165.溶液型第一胶粘剂131复合法:
166.把重均分子量为80000、熔点为80℃,酸值为2mg koh/g的无水马来酸酐改性聚丙烯溶液与芳香族异氰酸酯(hdi系,六亚甲基二异氰酸酯)溶液,其以20:1的固体比例形成溶液型混合物涂布于金属面11上,干燥后形成厚度为4μm的粘结层,之后在80℃的温度下,与厚度为25μm的第一树脂层13的粘结面进行热复合,并于60℃的温度下进行熟化处理7天,形成了第二树脂层14/第二胶粘剂141(3μm)/金属层11/第一胶粘剂131/第一树脂层13(25μm)的复合膜,与第一胶粘剂131接触的第一树脂层13的粘接面将预先进行电晕处理。
167.其中,第一树脂层13由三层组成,其结构如下:
168.与第一胶粘剂131接触的第一树脂层13:以熔点为145℃,mfr(230℃)为7.5g/10分钟的无规共聚聚丙烯组成;
169.中间的第一树脂层13:按重量比,以40%的熔点为162℃,mfr(230℃)为2g/10分钟的嵌段共聚聚丙烯、40%的熔点为160℃,mfr(230℃)为5g/10分钟的嵌段共聚聚丙烯与 20%的熔点为130℃,mfr(230℃)为9.5g/10分钟,密度为0.91g/cm3的乙烯-丙烯组成的结晶性聚合物弹性体所形成的混合物组成;以及
170.最内层的第一树脂层13:熔点为145℃,mfr(230℃)为7.5g/10分钟的无规共聚聚
丙烯组成,其中,第一树脂层13中从与第一胶粘剂131接触至最内层的厚度比为1:8:1。
171.实施例1
172.金属层11采用铝箔,使用的金属层11厚度为40μm,水接触角在15
°
的8021系退火处理金属,金属层11表面的两面均经过防腐蚀处理,且,经耐液5天后,金属层11表面的两面防腐蚀层12中的各元素占比,如表1所述,得到的金属层11表面氟化铬、氢氟酸、聚乙烯醇树脂的含量比例为15:1:5,金属层11表面涂布铬(cr)含量在15mg/m2,其中,第一胶粘剂131采用熔融型第一胶粘剂131复合法与第一树脂层13复合。
173.实施例2
174.金属层11采用铝箔,使用的金属层11厚度为40μm,水接触角在20
°
的8021系退火处理金属,金属层11表面的两面均经过防腐蚀处理,金属层11表面的两面防腐蚀层12 中的各元素占比,如表1所述,得到的金属层11表面氟化铬、氢氟酸、聚乙烯醇树脂的含量比例为15:1:3,金属层11表面涂布铬(cr)含量在10mg/m2,其中,第一胶粘剂131采用熔融型第一胶粘剂131复合法与第一树脂层13复合。
175.实施例3
176.金属层11采用铝箔,使用的金属层11厚度为40μm,达因值在75dyn/cm的8021系退火处理金属,金属层11表面的两面均经过防腐蚀处理,金属层11表面的两面防腐蚀层 12中的各元素占比,如表1所述,得到的金属层11表面氟化铬、氢氟酸、聚乙烯醇树脂、氟化钛的含量比例为15:1:3:2,金属层11表面涂布铬(cr)含量在15mg/m2,其中,第一胶粘剂131采用熔融型第一胶粘剂131复合法与第一树脂层13复合。
177.实施例4
178.金属层11采用铝箔,使用的金属层11厚度为40μm,达因值在68dyn/cm的8021系退火处理金属,金属层11表面的两面均经过防腐蚀处理,金属层11表面的两面防腐蚀层 12中的各元素占比,如表1所述,得到的金属层11表面氟化铬、氢氟酸、聚乙烯醇树脂、氟化锆的含量比例为15:1:3:2,金属层11表面涂布铬(cr)含量在15mg/m2,其中,第一胶粘剂131采用熔融型第一胶粘剂131复合法与第一树脂层13复合。
179.实施例5
180.金属层11采用铝箔,使用的金属层11厚度为40μm,水接触角在15
°
的8021系退火处理金属,金属层11表面的两面均经过防腐蚀处理,金属层11表面的两面防腐蚀层12 中的各元素占比,如表1所述,得到的金属层11表面硝酸铬、磷酸、丙烯酸树脂的含量比例为2:2:1,金属层11表面涂布铬(cr)含量在15mg/m2,其中,第一胶粘剂131采用溶液型第一胶粘剂131复合法与第一树脂层13复合。
181.实施例6
182.金属层11采用铝箔,使用的金属层11厚度为40μm,水接触角在20
°
的8021系退火处理金属,金属层11表面的两面均经过防腐蚀处理,金属层11表面的两面防腐蚀层12 中的各元素占比,如表1所述,得到的金属层11表面硝酸铬、磷酸、丙烯酸树脂的含量比例为3:3:1,金属层11表面涂布铬(cr)含量在20mg/m2,其中,第一胶粘剂131采用溶液型第一胶粘剂131复合法与第一树脂层13复合。
183.实施例7
184.金属层11采用铝箔,使用的金属层11厚度为40μm,水接触角在10
°
的8021系退火处
理金属,金属层11表面的两面均经过防腐蚀处理,金属层11表面的两面防腐蚀层12 中的各元素占比,如表1所述,得到的金属层11表面磷酸铬和氟化铬、磷酸、酚醛树脂的含量比例为5:2:1,金属层11表面涂布铬(cr)含量在12mg/m2,其中,第一胶粘剂131采用熔融型第一胶粘剂131复合法与第一树脂层13复合。
185.实施例8
186.金属层11采用铝箔,使用的金属层11厚度为33μm,水接触角在15
°
的8021系退火处理金属,金属经过碱性清洗剂清洗,金属层11表面的两面均经过防腐蚀处理,金属层 11表面的两面防腐蚀层12中的各元素占比,如表1所述,得到的金属层11表面硝酸铬、磷酸、丙烯酸树脂的含量比例为2:2:1,金属层11表面涂布铬(cr)含量在30mg/m2,其中,第一胶粘剂131采用溶液型第一胶粘剂131复合法与第一树脂层13复合。
187.实施例9
188.金属层11采用镀镍钢板,使用的金属层11厚度为50μm,水接触角在15
°
,金属经过碱性清洗剂清洗,金属层11表面的两面均经过防腐蚀处理,金属层11表面的两面防腐蚀层12中的各元素占比,如表1所述,得到的金属层11表面硝酸铬、磷酸、丙烯酸树脂的含量比例为2:2:1,金属层11表面涂布铬(cr)含量在25mg/m2,其中,第一胶粘剂131采用熔融型第一胶粘剂131复合法与第一树脂层13复合。
189.实施例10
190.金属层11采用铝箔,使用的金属层11厚度为40μm,水接触角在15
°
的8021系退火处理金属,金属层11表面的两面均经过防腐蚀处理,且,防腐蚀液中含有架桥剂,金属层 11表面的两面防腐蚀层12中的各元素占比,如表1所述,得到的金属层11表面硝酸铬、磷酸、丙烯酸树脂的含量比例为2:2:1,金属层11表面涂布铬(cr)含量在15mg/m2,其中,第一胶粘剂131采用溶液型第一胶粘剂131复合法与第一树脂层13复合。
191.实施例11
192.金属层11采用铝箔,使用的金属层11厚度为40μm,水接触角在15
°
的8021系退火处理金属,金属层11表面的两面均经过防腐蚀处理,且,防腐蚀液中的架桥剂含量为8.3%,金属层11表面的两面防腐蚀层12中的各元素占比,如表1所述,得到的金属层11表面硝酸铬、磷酸、丙烯酸树脂的含量比例为2:2:1,金属层11表面涂布铬(cr)含量在15mg/m2,其中,第一胶粘剂131采用溶液型第一胶粘剂131复合法与第一树脂层13复合。实施例 12
193.金属层11采用铝箔,使用的金属层11厚度为40μm,水接触角在15
°
的8021系退火处理金属,金属层11表面的两面均经过防腐蚀处理,且,防腐蚀液中的架桥剂含量为 14.93%,金属层11表面的两面防腐蚀层12中的各元素占比,如表1所述,得到的金属层 11表面硝酸铬、磷酸、丙烯酸树脂的含量比例为2:2:1,金属层11表面涂布铬(cr)含量在 15mg/m2,其中,第一胶粘剂131采用溶液型第一胶粘剂131复合法与第一树脂层13复合。
194.对比例1
195.使用的金属层11厚度为40μm,水接触角在15
°
的8021系退火处理金属,金属层11 表面的两面均经过防腐蚀处理,金属层11表面的两面防腐蚀层12中的各元素占比,如表 1所述,得到的金属层11氟化铬、氢氟酸、聚乙烯醇树脂的含量比例为2:1:5,金属层11 表面涂布铬(cr)含量在5mg/m2,其中,第一胶粘剂131采用熔融型第一胶粘剂131复合法与第一树脂层13复合。
196.实施例1-12,金属塑复合膜的初始剥离强度在10.0n/15mm以上,在无水和有水的电解液环境中放置5天后的剥离强度维持率分别达到88.0%和70.0%。
197.第一防腐蚀区域中,碳元素含量为67%,金属元素含量为2.0%,第二防腐蚀区域,即从防腐蚀层12往金属层11侧20nm处,金属元素含量为8%;第三防腐蚀区域中,即从防腐蚀层12往金属层11侧40nm处,金属元素含量为15%,并且,电解液浸渍5天后,于 20nm处,氟元素与金属元素的比例值高达3.0,氟元素含量高达32%,且,于40nm处,氟元素与金属元素的比例值高达1.5,氟元素含量高达25%。
198.此时,初期强度为9.5n/15mm,耐电解液试验的维持率为:不添加水条件下65%,添加水条件下24%,与实施例相比均显示出低值。
199.对比例2
200.使用的金属层11厚度为40μm,达因值在75dyn/cm的8021系退火处理金属,金属层 11表面的两面均经过防腐蚀处理,金属层11表面的两面防腐蚀层12中的各元素占比,如表1所述,得到的金属层11表面硝酸铬、磷酸、丙烯酸树脂的含量比例为1:2:1,金属层 11表面涂布铬(cr)含量在15mg/m2,其中,第一胶粘剂131采用溶液型第一胶粘剂131复合法与第一树脂层13复合。
201.第一防腐蚀区域中,碳元素含量为38%,金属元素含量为3.0%,第二防腐蚀区域,即从防腐蚀层12往金属层11侧20nm处,金属元素含量为6%;;第三防腐蚀区域中,即从防腐蚀层12往金属层11侧40nm处,金属元素含量为12%,并且,电解液浸渍5天后,于20nm处,氟元素与金属元素的比例值高达3.5,氟元素含量高达35%,且,于40nm处,氟元素与金属元素的比例值高达32%。
202.此时,初期强度为15.8n/15mm,耐电解液试验的维持率为:不添加水条件下22%,添加水条件下11%,与实施例相比均显示出低值。
203.另外,检测出第一防腐蚀区域中,碳元素含量少,且,氧元素含量多,同时,金属元素含量也很多,因此可以推测,虽然初期粘接力得到了充分发挥,但由于电解液的渗透,复合阶段形成的防腐蚀层12表面氧元素和第一胶粘剂层131之间的弱键有可能被切断。
204.对比例3
205.使用的金属层11厚度为40μm,达因值在75dyn/cm的8021系退火处理金属,金属层11表面的两面均经过防腐蚀处理,且,防腐蚀液中的架桥剂含量为25%,金属层11表面的两面防腐蚀层12中的各元素占比,如表1所述,得到的金属层11表面硝酸铬、磷酸、丙烯酸树脂的含量比例为1:2:1,金属层11表面涂布铬(cr)含量在15mg/m2,其中,第一胶粘剂131采用溶液型第一胶粘剂131复合法与第一树脂层13复合。
206.比较实施例1-12,本对比例形成防腐蚀层12的加热条件是100℃2分钟。
207.第一防腐蚀区域中,碳元素含量为66%,金属元素含量为1.8%,第二防腐蚀区域,即从防腐蚀层12往金属层11侧20nm处,金属元素含量为48%;;第三防腐蚀区域中,即从防腐蚀层12往金属层11侧40nm处,金属元素含量为69%,并且,电解液浸渍5天后,于20nm处,氟元素与金属元素的比例值为0.2,氟元素含量为5%,且,于40nm处,氟元素与金属元素的比例值为0%,氟元素含量为1.0%。
208.此时,初期强度为18.7n/15mm,耐电解液试验的维持率为:不添加水条件下63%,添加水条件下38%,与实施例相比均显示出低值。
209.虽然初期粘接力得到了充分发挥,但由于防腐液中架桥剂含量超高,导致防腐蚀层12 内部交联密度过大,防腐蚀层12硬度超高,耐液操作过程中的弯折易导致防腐蚀层12出现破裂,加剧电解液的渗透,导致维持率低下。
210.表1金属塑复合膜各项数据统计
211.[0212][0213]
备注:维持率指耐电解液后测出金属层11/第一接树脂层13之间的剥离强度占初始强度的比例
[0214]
综上所述,本发明与现有技术相比,本发明的积极效果是金属层11表面的防腐蚀层12中元素呈梯度分布,通过控制防腐蚀层12中第一防腐蚀区域的碳元素与金属元素含量、第二防腐蚀区域与第三防腐蚀区域的氟元素与金属元素的含量,可提高金属塑复合膜1的金属层11与第一树脂层13之间的初始剥离强度以即在加水量较多的电解液环境中的耐腐蚀,并由表一可看出,实施例1-12于剥离强度测试中,皆相较于对比例1-3高出许多倍,且,维持率亦相当良好。
[0215]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员,在不脱离本发明构思的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1