一种负极极片及包括它的锂离子电池的制作方法
1.本发明涉及锂离子电池领域,具体而言,本发明涉及一种负极极片、特别是具有多个包含含硅材料的活性物质层的负极极片以及包括该极片的锂离子电池。
背景技术:
2.为了提高能量密度、节约生产成本、提高加工效率,越来越多的锂离子二次电池倾向于采用高面密度极片设计。然而,为了实现高面密度,极片厚度增加,导致锂离子在极片中传输路径增长,极片内层锂离子浓度下降,锂离子嵌入速度降低,电池动力学性能劣化,最终造成电池高倍率性能下降。特别是,随着面密度的增加,电池快充能力明显下降,这是由于按照常规均匀涂布方案,高面密度厚极片的内层与表层容量一致,而内层锂离子传输路径较长,无法得到快速补充,限制了电池的高倍率性能。
3.另一方面,为了进一步提高锂离子二次电池负极的克容量,通常在负极中引入硅氧(sio
x
)、硅(si)等含硅材料。然而,当负极极片添加较高比例的含硅材料(例如15wt%以上),在电池充电嵌锂过程中,硅材料发生膨胀一方面导致在负极涂层厚度方向上产生较大形变(或称为反弹),在有限的电池壳体空间内产生压力,甚至导致壳体变形,而且在循环后期,这种形变现象更加明显;另一方面,导致在负极涂层水平方向上同样产生形变,造成极片断裂、涂层与集流体剥离。
4.因而,仍需对含硅负极极片,特别是高面密度含硅负极极片进行改进,在实现极片高面密度和能量密度的同时,保持快充性能,并避免因活性物质层膨胀而导致负极极片断裂,进而提高电池的循环性能。
技术实现要素:
5.为解决上述问题,本发明人进行了大量的试验,发现通过在负极集流体上依次形成不同含硅材料质量占比不同的活性物质层,可以有效地解决上述问题。
6.因此,一方面,本发明提供一种负极极片,包括:
7.负极集流体;
8.设置于负极集流体的至少一个表面上的第一活性物质层;
9.设置于所述第一活性物质层表面上的第二活性物质层;及
10.设置于所述第二活性物质层表面上的第三活性物质层,
11.其中,所述第一活性物质层、第二活性物质层和第三活性物质层的活性物质各自均为石墨材料和含硅材料的混合物,且所述第一活性物质层中含硅材料的质量占比小于所述第二活性物质层中含硅材料的质量占比,所述第二活性物质层中含硅材料的质量占比大于所述第三活性物质层中含硅材料的质量占比。
12.另一方面,本发明还提供一种包括前述负极极片的锂离子电池。
13.在本发明中,通过调控负极的多层活性物质层中硅材料的含量,可以实现在不降低负极极片面密度的情况下,保持电池的快充性能,而且成本较低、易于实现。
14.再有,根据本发明,通过改变负极活性物质在负极法向上的分布,不仅可以提升快充能力、兼容现有制造体系,而且这种高比容量活性物质含量分布方式也适用于未来更优性能的活性物质。
15.此外,根据本发明的具有多层结构含硅负极极片,因表层含硅量低可防止极片断裂;因中间层含硅量高可提升能量密度,增强快充性能;因底层含硅量低,可避免活性物质层与负极集流体剥离,避免极耳处涂层开裂,因而可进一步提高电池循环性能,延长使用寿命。
附图说明
16.下面将结合附图详述本发明的具体实施方式,以对本技术做出更详细的说明,并使本发明的特点和优点变得更为清楚明确,在附图中:
17.图1是根据本发明的负极极片的结构示意图。
具体实施方式
18.下面通过附图和实施例对本技术进一步详细说明。通过这些说明,本技术的特点和优点将变得更为清楚明确。
19.此外,下面所描述的本技术不同实施方式中涉及的技术特征只要彼此之间未构成冲突即可相互结合。
20.在本文中,术语“反弹”(或称为膨胀/应变/体积增加等)是指负极涂层内活性物质材料嵌锂后体积变化造成的负极片厚度增加的现象,“反弹率”可依照下式计算:反弹率=(100%soc时负极片厚度-集流体箔材厚度)/(辊压后负极片厚度-箔材厚度)-100%;
21.在本文中,术语“屈服强度”是指粘结剂材料本身制作成胶膜后使用拉力机对其进行拉伸时胶膜产生形变的应力值;
22.在本文中,术语“断裂伸长率”是指粘结剂材料本身制作成胶膜后使用拉力机对其进行拉伸时胶膜断裂的长度增量;
23.在本文中,术语“玻璃化转变温度(tg)”是指高聚物由高弹态转变为玻璃态时的温度,在此温度以上,高聚物表现出弹性,在此温度以下,高聚物表现出脆性;
24.在本文中,术语“粘附力/附着力/剥离力”是指负极涂层与集流体之间结合力的大小,可使用拉力机进行180
°
剥离测试。
25.在本文中,术语“第一活性物质层”、“第二活性物质层”、“第三活性物质层”是指同时或分别涂布的活性物质层,其中第一层也称作底层,涂布在集流体的至少一个表面上;第二层也称作中间层,涂布在第一层的表面;第三层也称作表层或最外层,涂布在第二层的表面。
26.作为一种选择,为了降低含硅物质在整个负极活性物质层厚度方向(法向)的质量占比(质量浓度)的梯度变化,本发明的负极极片还可以包括更多的活性物质层。
27.在本文中,术语“含硅材料”是指用作锂电池负极活性物质的各种硅材料,包括但不限于,硅氧(sio
x
),硅碳,硅颗粒(si),以及含硅化合物如硅铁合金和硅锡合金等。
28.在本文中,术语“含硅材料的质量占比”是指该含硅材料的质量占相应活性物质层中各活性物质总质量的比例。
29.一方面,本发明提供一种负极极片,包括:
30.负极集流体;
31.设置于负极集流体的至少一个表面上的第一活性物质层;
32.设置于所述第一活性物质层表面上的第二活性物质层;及
33.设置于所述第二活性物质层表面上的第三活性物质层,
34.其中,所述第一活性物质层、第二活性物质层和第三活性物质层的活性物质各自均为石墨材料和含硅材料的混合物,且所述第一活性物质层中含硅材料的质量占比小于所述第二活性物质层中含硅材料的质量占比,所述第二活性物质层中含硅材料的质量占比大于所述第三活性物质层中含硅材料的质量占比。
35.图1示出了根据本发明的负极极片的结构,其中附图标记1、2、3、4分别代表集流体、第一活性物质层、第二活性物质层、第三活性物质层。
36.在根据本发明的负极极片的一个实施方案中,所述第一活性物质中含硅材料的质量占比小于第三活性物质层中含硅材料的质量占比。
37.在根据本发明的负极极片的另一个实施方案中,所述第一活性物质层中含硅材料的质量占比为0.2~2.8wt%;所述第二活性物质层中含硅材料的质量占比为2~15wt%;所述第三活性物质层中含硅材料的质量占比为0.5~4wt%。
38.在根据本发明的负极极片的另一个实施方案中,所述第一活性物质层、第二活性物质层、第三活性物质层中各自的含硅材料的质量之和与各活性物质层的活性物质的总质量之比为2~20wt%,优选5-15%。
39.发明人经研究发现,对于具有单层活性物质层的负极极片,如果含硅材料的含量大于15wt%,则在电池充满电时,因为硅材料的膨胀会导致下列两类现象:(i)活性物质涂层厚度方向上产生较大形变(或称为膨胀或称为反弹),在有限的电池壳体空间内产生压力,严重时甚至导致壳体变形,而且在循环后期该现象更加明显;(ii)活性物质涂层水平方向上产生形变,致使负极极片断裂、涂层脱模,甚至在电芯热压后,导致正极被拉断。
40.也正是因为本发明的负极极片具有三层结构,使得高比能量活性物质(即含硅材料)在整个负极活性物质层的法向形成一个质量含量的梯度分布,进而克服了常规的仅具有单层活性物质层(含硅材料均匀分布)的负极极片的上述缺点。
41.在根据本发明的负极极片的另一个实施方案中,所述第一活性物质层的厚度为15-25μm,所述第二活性物质层的厚度为30-70μm,所述第三活性物质层的厚度为20-30μm,且所述第一活性物质层、第二活性物质层和第三活性物质层的厚度之和小于150μm。
42.如果三层的总厚度大于150μm,由于活性物质层厚度太厚,导致极片电解液浸润困难,影响电池动力学性能。
43.在根据本发明的负极极片的另一个实施方案中,所述石墨材料为天然石墨或人造石墨;所述含硅材料为选自硅氧、硅碳、硅颗粒、含硅化合物中的至少一种;及所述负极集流体为选自铜箔、镀膜铜箔、打孔铜箔中的一种。
44.在根据本发明的负极极片的另一个实施方案中,所述第一负极活性物质层还包括第一导电剂、第一粘结剂;所述第二活性物质层还包括第二导电剂、第二粘结剂;所述第三活性物质层还包括第三导电剂、第三粘结剂;且所述第二粘结剂在第二活性物质层中的质量占比大于所述第一粘结剂在所述第一活性物质层中的质量占比。
45.需要指出的是,为避免第二活性物质层中相对较高的硅含量带来的膨胀影响,相应的在第二活性物质层中添加含量较高的粘接剂,可以较好的维持极片活性物质层的结构,提高极片粘接力,避免脱膜。
46.在根据本发明的负极极片的另一个实施方案中,所述第一粘结剂、第二粘结剂和第三粘结剂各自为选自sbr、聚丙烯腈(pan)、聚丙烯酸(paa)、聚酰亚胺(pi)、聚酰胺酰亚胺(pai)中的一种或多种。
47.优选所述第一粘结剂为sbr,所述第二粘结剂为sbr和paa,及所述第三粘结剂为sbr。
48.实验表明,使用paa类型粘结剂,可以改善前述现象(i),但会恶化现象(ii);使用sbr类型粘结剂,可以改善前述现象(ii),但会恶化现象(i)。但是当负极单层活性物质层的含硅材料含量低于15wt%时,前述的现象(i)和(ii)就不会出现或者即使出现也很轻微。
49.另外,sbr粘接剂柔韧性较好,paa粘接剂虽然粘接强度较高,但是柔韧性较差,通过适量的sbr与paa的复配,可改善paa极片较脆的问题,进而改善电池极片加工过程造成的极片开裂问题。
50.在根据本发明的负极极片的另一个实施方案中,所述第一导电剂、第二导电剂、第三导电剂各自为选自碳纳米管、乙炔黑、石墨烯、导电碳纤维中的一种或多种。
51.需要指出的是,为了维持极片活性物质层较好的导电网络,通常选择具有优异导电性的导电剂,比如碳纳米管,选择导电性较好的石墨烯等,还可以使得极片具有较好的散热效果;也可以将碳纳米管与sp导电粉末复配使用,不仅可以兼顾成本,还可以兼顾sp与活性物质颗粒间具有较大的接触面积,碳纳米管使得活性物质间形成网络状的导电结构。
52.需要说明的是,本领域的技术人员可以根据实际情况,选择各活性物质层中的导电剂、粘结剂及其用量。
53.此外,本发明还提供一种锂离子电池,其包括根据本发明的前述任一实施方案的负极极片。
54.需要指出的是,可用于本发明的锂离子电池的正极、电解液、隔膜可以是常规的正极、电解液、隔膜,对此并无特殊的限制。
55.在本发明中,通过在负极集流体上进行多层涂布,同时调整各活性物质层中含硅材料的质量占比,使得中间层包含较多的含硅材料,故具有较大容量,接触负极集流体的底层包含少量含硅材料,容量较小,最外层包含较少的含硅材料。因此,在电池充电过程中,最外层锂离子需求量较大,而底层锂离子需求量较小,由于最外层离子传输路径较短,从而能够得到快速补充,继而解决高面密度厚极片快充能力不足的问题。
56.此外,底层涂布于负极集流体之上,本发明中将该层硅材料含量控制在较低范围内,使得充电过程中该层在水平方向的形变得到控制,有助于负极涂层与集流体之间的结合,解决了涂层膨胀形变与集流体剥离的问题。同时,最外层涂层硅材料含量较高,仍可保持高容量和良好的快充性能,但为控制纵向膨胀,避免正极断裂、壳体变形,将该层硅含量控制在一定范围内。
57.进一步地,为了避免最外层涂层含硅量较高,产生水平方向形变不利于与隔膜界面结合,且大量消耗锂离子,还可在最外层之上增加表层涂层,使该层含硅量较低,但仍高于底层。另外,各层还可结合使用粘结剂,对于最底层和最外层,含硅量较低,主要添加sbr
类粘合剂,这有助于改善水平方向的形变;对于中间层,含硅量较高,结合使用sbr类粘合剂与paa类粘合剂,同时控制水平方向与纵向的形变。
58.为了更完全地理解本发明,给出了下面的实施例。这些实施例是用于说明本发明的实施方案,而不应以任何方式将其理解为是对本发明范围的限制。
59.下面的实施例是说明性的,其中使用的各种原料、设备或仪器均可以通过商购得到,有些也可以由本领域的技术人员通过商购原料简单地制得。
60.实施例1
61.步骤一:负极极片制备
62.①
按sio材料、石墨、作为导电剂的乙炔黑、增稠剂cmc、作为粘结剂的sbr分别按质量比为0.5:95.5:1:1.2:1.8配置第一涂层物料;
②
按sio材料与石墨、导电剂碳纳米管cnt、粘结剂paa分别按质量比为2:93.3:1:4配置第二涂层物料;
③
按sio材料与石墨、导电剂乙炔黑、增稠剂cmc、粘结剂sbr分别按质量比为0.5:95.5:1:1.2:1.8配置第三涂层物料;分别将上述物料进行混合,加入溶剂去离子水,分别在三台真空搅拌机作用下搅拌至体系呈均一状,获得负极浆料1,负极浆料2,负极浆料3;将三层负极浆料依次按照双面面密度50g/m2、100g/m2、50g/m2均匀涂覆在负极集流体铜箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压,压实密度1.6g/cm3,负极片三层涂层厚度分别为31.25μm、62.5μm、31.25μm;分切得到负极极片。
63.步骤二:正极极片制备
64.将ncm811正极活性材料、作为导电剂的乙炔黑、作为粘结剂的pvdf按质量比96:2:2进行混合,加入溶剂nmp,在真空搅拌机作用下搅拌至体系呈均一状,获得正极浆料;将正极浆料均匀涂覆在正极集流体铝箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压、分切得到正极极片。
65.步骤三:电解液的制备
66.将碳酸乙烯酯(ec)、碳酸甲乙酯(emc)、碳酸二乙酯(dec)按照按体积比1:1:1进行混合得到有机溶剂,接着将充分干燥的锂盐lipf6溶解于混合后的有机溶剂中,配制成浓度为1mol/l的电解液。
67.步骤四:隔离膜的制备
68.选自聚乙烯膜作为隔离膜。
69.步骤五:锂离子电池的制备
70.将上述正极极片、隔离膜、负极极片按顺序叠好,使隔离膜处于正、负极极片之间起到隔离的作用,然后卷绕得到裸电芯;将裸电芯置于外包装壳中,干燥后注入电解液,经过真空封装、静置、化成、整形等工序,获得锂离子电池。
71.循环性能测试:
72.在25℃下,将制备得到的锂离子电池按以下程序进行充电循环:1)以1c恒流充电至4.3v,恒压充电至0.5c;2)静置5分钟;3)以1c倍率恒流放电至2.8v;4)静置5分钟;按照步骤1)-4)进行循环测试。
73.存储测试:
74.将电池满充后置于60℃恒温箱中静置30d(30天),对电池进行容量恢复测试,将电池经历存储后发挥的容量除以电池存储前的容量,得到电池存储容量恢复率为97%。
75.能量密度测试:
76.在25℃恒温箱中使用arbin充放电测试柜以0.3c电流对电池进行满充满放,提取电池放电能量,将电池放电能量除以电池重量,得到电池能量密度。
77.倍率性能测试:
78.在25℃恒温箱中使用arbin充放电测试柜以0.3c电流对电池进行满充满放,提取电池放电容量,然后将电池满充后,以3c倍率进行恒流放电,获得电池3c放电容量,将3c放电容量除以0.3c放电容量得到电池在3c倍率下的放电容量保持率。
79.实施例2
80.步骤一:负极极片制备
81.①
按sio材料与石墨、作为导电剂的乙炔黑、作为粘结剂的paa分别按质量比为1.5:94.5:1:3配置第一涂层物料;
②
按sio材料与石墨、导电剂导电碳纤维、粘结剂pan分别按质量比为7:88:0.5:4.5配置第二涂层物料;
③
按sio材料与石墨、导电剂sp、增稠剂cmc、粘结剂sbr分别按质量比为2:94:1:1.2:1.8配置第三涂层物料;分别将上述物料进行混合,加入溶剂去离子水,分别在三台真空搅拌机作用下搅拌至体系呈均一状,获得负极浆料1,负极浆料2,负极浆料3;将三层负极浆料依次按照双面面密度60g/m2、80g/m2、60g/m2均匀涂覆在负极集流体铜箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压,压实密度1.6g/cm3,负极片三层涂层厚度分别为37.5μm、50μm、37.5μm;分切得到负极极片。
82.步骤二:正极极片制备
83.将ncm811正极活性材料、导电剂乙炔黑、粘结剂pvdf按质量比96:2:2进行混合,加入溶剂nmp,在真空搅拌机作用下搅拌至体系呈均一状,获得正极浆料;将正极浆料均匀涂覆在正极集流体铝箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压、分切得到正极极片。
84.步骤三:电解液的制备
85.将碳酸乙烯酯(ec)、碳酸甲乙酯(emc)、碳酸二乙酯(dec)按照按体积比1:1:1进行混合得到有机溶剂,接着将充分干燥的锂盐lipf6溶解于混合后的有机溶剂中,配制成浓度为1mol/l的电解液。
86.步骤四:隔离膜的制备
87.选自聚乙烯膜作为隔离膜。
88.步骤五:锂离子电池的制备
89.将上述正极极片、隔离膜、负极极片按顺序叠好,使隔离膜处于正、负极极片之间起到隔离的作用,然后卷绕得到裸电芯;将裸电芯置于外包装壳中,干燥后注入电解液,经过真空封装、静置、化成、整形等工序,获得锂离子电池。
90.按照与实施例1相同的方式进行电化学性能测试,结果示于下面的表1中。
91.实施例3
92.步骤一:负极极片制备
93.①
按sio材料与石墨、导电剂导电碳纤维、粘接剂pi分别按质量比为2.5:93.5:2.5配置第一涂层物料;
②
按sio材料与石墨、导电剂cnt、粘结剂pan分别按质量比为13:83:1:4配置第二涂层物料;
③
按sio材料与石墨、导电剂sp、粘接剂paa分别按质量比为3.5:92:0.8:3.7配置第三涂层物料;分别将上述物料进行混合,加入溶剂去离子水,分别在三台真
空搅拌机作用下搅拌至体系呈均一状,获得负极浆料1,负极浆料2,负极浆料3;将三层负极浆料依次按照双面面密度55g/m2、90g/m2、55g/m2均匀涂覆在负极集流体铜箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压,压实密度1.6g/cm3,负极片三层涂层厚度分别为34.38μm、56.25μm、34.38μm;分切得到负极极片。
94.步骤二:正极极片制备
95.将ncm811正极活性材料、导电剂乙炔黑、粘结剂pvdf按质量比96:2:2进行混合,加入溶剂nmp,在真空搅拌机作用下搅拌至体系呈均一状,获得正极浆料;将正极浆料均匀涂覆在正极集流体铝箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压、分切得到正极极片。
96.步骤三:电解液的制备
97.将碳酸乙烯酯(ec)、碳酸甲乙酯(emc)、碳酸二乙酯(dec)按照按体积比1:1:1进行混合得到有机溶剂,接着将充分干燥的锂盐lipf6溶解于混合后的有机溶剂中,配制成浓度为1mol/l的电解液。
98.步骤四:隔离膜的制备
99.选自聚乙烯膜作为隔离膜。
100.步骤五:锂离子电池的制备
101.将上述正极极片、隔离膜、负极极片按顺序叠好,使隔离膜处于正、负极极片之间起到隔离的作用,然后卷绕得到裸电芯;将裸电芯置于外包装壳中,干燥后注入电解液,经过真空封装、静置、化成、整形等工序,获得锂离子电池。
102.按照与实施例1相同的方式进行电化学性能测试,结果示于下面的表1中。
103.对比例1
104.步骤一:负极极片制备
105.①
按sio材料与石墨、导电剂乙炔黑、粘结剂paa分别按质量比为0.2:95.5:0.8:3.5配置第一涂层物料;
②
按sio材料与石墨、导电剂sp、粘结剂pan分别按质量比为2:94:1.2:2.8配置第二涂层物料;
③
按sio材料与石墨、导电剂乙炔黑、增稠剂cmc、粘结剂sbr分别按质量比为5:91:1:1.2:1.8配置第三涂层物料;分别将上述物料进行混合,加入溶剂去离子水,分别在三台真空搅拌机作用下搅拌至体系呈均一状,获得负极浆料1,负极浆料2,负极浆料3;将三层负极浆料依次按照双面面密度50g/m2、100g/m2、50g/m2均匀涂覆在负极集流体铜箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压,压实密度1.6g/cm3,负极片三层涂层厚度分别为31.25μm、62.5μm、31.25μm;分切得到负极极片。
106.步骤二:正极极片制备
107.将ncm811正极活性材料、导电剂乙炔黑、粘结剂pvdf按质量比96:2:2进行混合,加入溶剂nmp,在真空搅拌机作用下搅拌至体系呈均一状,获得正极浆料;将正极浆料均匀涂覆在正极集流体铝箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压、分切得到正极极片。
108.步骤三:电解液的制备
109.将碳酸乙烯酯(ec)、碳酸甲乙酯(emc)、碳酸二乙酯(dec)按照按体积比1:1:1进行混合得到有机溶剂,接着将充分干燥的锂盐lipf6溶解于混合后的有机溶剂中,配制成浓度为1mol/l的电解液。
110.步骤四:隔离膜的制备
111.选自聚乙烯膜作为隔离膜。
112.步骤五:锂离子电池的制备
113.将上述正极极片、隔离膜、负极极片按顺序叠好,使隔离膜处于正、负极极片之间起到隔离的作用,然后卷绕得到裸电芯;将裸电芯置于外包装壳中,干燥后注入电解液,经过真空封装、静置、化成、整形等工序,获得锂离子电池。
114.按照与实施例1相同的方式进行电化学性能测试,结果示于下面的表1中。
115.对比例2
116.步骤一:负极极片制备
117.①
按sio材料与石墨、导电剂乙炔黑、增稠剂cmc、粘结剂sbr分别按质量比为10:85:1:1.2:1.8配置第一涂层物料;
②
按sio材料与石墨、导电剂石墨烯、粘结剂pai分别按质量比为5:91:3配置第二涂层物料;
③
按sio材料与石墨、导电剂乙炔黑、粘结剂paa分别按质量比为8:88:1.5:2.5配置第三涂层物料;分别将上述物料进行混合,加入溶剂去离子水,分别在三台真空搅拌机作用下搅拌至体系呈均一状,获得负极浆料1,负极浆料2,负极浆料3;将三层负极浆料依次按照双面面密度60g/m2、80g/m2、60g/m2均匀涂覆在负极集流体铜箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压,压实密度1.6g/cm3,负极片三层涂层厚度分别为37.5μm、50μm、37.5μm;分切得到负极极片。
118.步骤二:正极极片制备
119.将ncm811正极活性材料、导电剂乙炔黑、粘结剂pvdf按质量比96:2:2进行混合,加入溶剂nmp,在真空搅拌机作用下搅拌至体系呈均一状,获得正极浆料;将正极浆料均匀涂覆在正极集流体铝箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压、分切得到正极极片。
120.步骤三:电解液的制备
121.将碳酸乙烯酯(ec)、碳酸甲乙酯(emc)、碳酸二乙酯(dec)按照按体积比1:1:1进行混合得到有机溶剂,接着将充分干燥的锂盐lipf6溶解于混合后的有机溶剂中,配制成浓度为1mol/l的电解液。
122.步骤四:隔离膜的制备
123.选自聚乙烯膜作为隔离膜。
124.步骤五:锂离子电池的制备
125.将上述正极极片、隔离膜、负极极片按顺序叠好,使隔离膜处于正、负极极片之间起到隔离的作用,然后卷绕得到裸电芯;将裸电芯置于外包装壳中,干燥后注入电解液,经过真空封装、静置、化成、整形等工序,获得锂离子电池。
126.按照与实施例1相同的方式进行电化学性能测试,结果示于下面的表1中。
127.对比例3
128.步骤一:负极极片制备
129.按sio材料、石墨、作为导电剂的乙炔黑、作为增稠剂的cmc、作为粘结剂的sbr分别按质量比为1.5:94.5:1:3配置第一涂层物料;
②
按sio材料与石墨、导电剂碳纳米管cnt、粘结剂paa分别按质量比为7:88:0.5:4.5配置第二涂层物料;分别将上述物料进行混合,加入溶剂去离子水,分别在两台真空搅拌机作用下搅拌至体系呈均一状,获得负极浆料1,负极
浆料2;将两层负极浆料依次按照双面面密度70g/m2、130g/m2均匀涂覆在负极集流体铜箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压,压实密度1.6g/cm3,负极片两层涂层厚度分别为43.75μm、81.25μm;分切得到负极极片。
130.步骤二:正极极片制备
131.将ncm811正极活性材料、导电剂乙炔黑、粘结剂pvdf按质量比96:2:2进行混合,加入溶剂nmp,在真空搅拌机作用下搅拌至体系呈均一状,获得正极浆料;将正极浆料均匀涂覆在正极集流体铝箔的两个表面上,室温晾干后转移至烘箱继续干燥,然后经过冷压、分切得到正极极片。
132.步骤三:电解液的制备
133.将碳酸乙烯酯(ec)、碳酸甲乙酯(emc)、碳酸二乙酯(dec)按照按体积比1:1:1进行混合得到有机溶剂,接着将充分干燥的锂盐lipf6溶解于混合后的有机溶剂中,配制成浓度为1mol/l的电解液。
134.步骤四:隔离膜的制备
135.选自聚乙烯膜作为隔离膜。
136.步骤五:锂离子电池的制备
137.将上述正极极片、隔离膜、负极极片按顺序叠好,使隔离膜处于正、负极极片之间起到隔离的作用,然后卷绕得到裸电芯;将裸电芯置于外包装壳中,干燥后注入电解液,经过真空封装、静置、化成、整形等工序,获得锂离子电池。
138.按照与实施例1相同的方式进行电化学性能测试,结果示于下面的表1中。
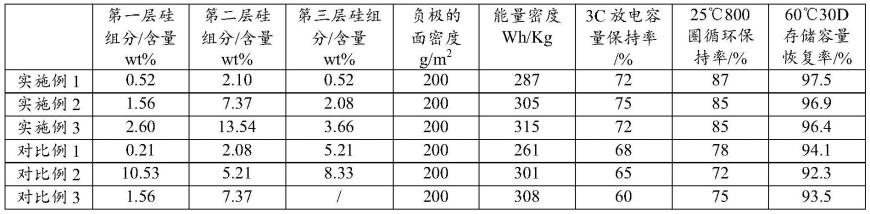
139.将以上各实施例和对比例的负极极片的组成(换算成含硅材料的质量占比)以及各种测试结果汇总于下面的表1中。
140.表1
[0141][0142]
表1所示的测试结果表明,与单层/双层活性物质层的负极极片相比,根据本发明的具有三层或更多层活性物质层的含硅负极极片具有更高的能量密度,且负极活性物质层不易与集流体剥离,反弹率较低,不易断裂,具有更好的循环性能和使用寿命。
[0143]
如前所述,本发明通过在负极集流体表面设置三层涂覆层,并且使得第一层涂覆层中硅含量低于第二层硅含量,第三层硅含量低于第二包覆层硅含量,即使得中间涂层硅含量高于第一涂层及第三涂层,这样可以使得电池在循环过程中,靠近集流体第一涂层由于硅含量较低,产生的膨胀较低,避免对集流体的拉伸,即可降低集流体的变形,改善极片变形,避免正负极片界面较好的贴合,将第二层硅活性物质设置成较第一层高,这样可以利用第一层活性涂层产生的膨胀位移,来缓冲更高膨胀的第二涂层在水平方向的膨胀,避免第二涂层的膨胀在水平方向产生较大的形变,造成活性涂层的开裂甚至脱落,维持极片的完整性以提高电池循环性能,将第三层硅含量低于第二层,使得中间涂层的膨胀到第三层
形成过度,避免膨胀造成的位移过大造成极片开裂,劣化电池性能。
[0144]
如果将电池第一层涂层中不添加硅活性材料,虽然可以减缓第一层膨胀对集流体的影响,造成避免第一层活性涂层膨胀造成的集流体变形,但是由于第二涂层中的活性物质的膨胀在水平方向上产生的位移没有第一涂层的缓冲,造成第一活性涂层收到来自第二涂层的拉伸应力较大,不利于电池长期循环,同理,如果第三层不添加硅活性材料,那么由中间涂层引起的拉伸应力造成第三层涂层的开裂,使涂层失去电接触,不利于电池长期循环性能;当电解液进入到极片裂缝中发生副反应,造成电池不可逆容量损失,不利于电池的高温存储。
[0145]
进一步地,通过控制涂层的厚度在一定范围内,以保证负极片具有较低的阻抗,降低锂离子的传输路径,维持电池的倍率性能。
[0146]
此外,在第二涂层中添加具有一定长径比的碳纤维、碳纳米管等导电剂,可以适应涂层在水平方向的膨胀时依然具有较好的导电网络联通。
[0147]
以上结合优选实施方式对本技术进行了说明,然而这些实施方式仅为范例性起到说明性作用。在此基础上,可对本技术进行多种替换和改进,均落入本技术保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1