电化学电池单元的可焊接铝端子焊盘的制作方法
电化学电池单元的可焊接铝端子焊盘
1.本技术是国际申请日为2017年7月31日、国际申请号为pct/us2017/044728、国家申请号为201780047639.7、发明名称为“电化学电池单元的可焊接铝端子焊盘”的中国发明专利申请的分案申请。
2.相关申请的交叉引用
3.本技术主张2016年8月1日申请的名为“可焊接铝接口端子(weldable aluminum interface terminals)”的第62/369,724号美国临时申请的优先权和权益,所述美国临时申请出于所有目的而全文以引用方式并入本文中。
背景技术:
4.本公开总的来说涉及电池和电池模块的领域。更具体来说,本公开涉及锂离子电化学电池单元的可焊接铝端子焊盘。
5.本章希望向读者介绍可与下文所述的本公开的各方面相关的现有技术的各方面。此论述内容被认为有助于向读者提供背景信息以便于较好地理解本公开的各方面。因此,应理解,这些内容应当从这个方面予以解读,而并不被承认为是现有技术。
6.使用一个或更多个电池系统来为车辆提供全部或一部分动力的车辆可被称为xev,其中术语“xev”在此处被定义为包含以下全部车辆或其任何变化或组合:这些车辆使用电力来提供其全部或一部分车辆动力。例如,xev包含利用电力来提供全部动力的全电动车辆(ev或fev)、将内燃机推进系统和电池供电电动推进系统组合在一起的混合动力电动车辆(hev)以及在车辆怠速时停用内燃机的轻度混合动力系统(mhev)。xev还包含类似于轻度混合动力系统的使用“停止-起动”系统的微混合动力电动车辆(mhev),但mhev的微混合动力系统可以供应或可以不供应动力辅助给内燃机并在低于60v的电压下操作。
7.与仅使用内燃机以及通常作为由铅酸电池供电的12v系统的传统电气系统的较传统的燃气动力车辆相比,如上所述的xev提供许多优点。例如,与常规内燃车辆相比,xev可产生较少的不良排放物并且可展现较高燃料效率,并且在一些状况下,这些xev可完全省去汽油的使用,如同某些类型的ev或pev的状况。
8.也可在电池系统的固定应用中实现类似益处。例如,电池系统也可为基于化石燃料燃烧而操作的系统提供可行的替代或补充。例如,住宅、办公室、大楼和类似场所通常包含在中央电力故障(例如,由于恶劣天气)的情形下使用的备用电源,例如,燃气动力发电机。类似地,某些环境(例如,临时办公室、临时房屋或远离电网的其它环境)可能不一定连接到电网,而是依赖于来自相对便携的电源(例如,发动机驱动式发电机)的能量源。固定电池系统可以是对于这些环境具有吸引力的替代物,这不仅因为它们与燃烧过程相比可排放相对少的排放物,而且因为风和太阳能等其它能源可作用于这些固定电池系统以实现能量捕获供之后使用。
技术实现要素:
9.下文阐述本文所公开的某些实施例的概述。应理解,呈现这些方面仅是为了向读
者提供这些实施例的简要概述,并且这些方面不希望限制本公开的范围。实际上,本公开可涵盖下文可能没有阐述的多个方面。
10.本发明的实施例涉及具有电化学电池单元的电池系统。电化学电池单元包含盖,其中所述盖中具有开口。电化学电池单元还包含铝端子焊盘,其中所述铝端子焊盘被设置成接近盖的外表面并具有与盖中的开口对准的焊盘开口。焊盘开口包含锥形表面以使得焊盘开口在接近铝端子焊盘的上表面的位置比在接近与上表面相对并面向盖的外表面的铝端子焊盘的下表面的位置具有较大横截面宽度。电化学电池单元还包含铆钉,其中所述铆钉具有延伸穿过盖中的开口的主体部分、设置在铝端子焊盘的焊盘开口中的头部部分以及在主体部分与头部部分之间延伸的肩部。头部部分包含倒锥形形状,其中所述倒锥形形状对应于焊盘开口的锥形表面并具有大于焊盘开口的最小横截面宽度的最大横截面宽度。
11.本发明的实施例还涉及制造电化学电池单元的端子组件的方法。所述方法包含将盖的盖开口与铝端子焊盘的焊盘开口对准,其中焊盘开口由锥形表面形成。所述方法还包含使铆钉延伸穿过盖开口和焊盘开口,以使得铆钉的头部的部分高于铝端子焊盘。所述方法还包含压接铆钉的头部以导致铆钉的头部抵靠焊盘开口的锥形表面而形成倒锥形形状。
12.本发明的实施例还涉及电化学电池单元,其中所述电化学电池单元具有盖,所述盖中具有开口。电化学电池单元还包含铝端子焊盘,其中所述铝端子焊盘具有被设置成接近盖的外表面的第一部分以及从第一部分向下延伸穿过盖中的开口的凹壁。电化学电池单元还包含集流器,其中所述集流器具有茎状物,所述茎状物形成接纳铝端子焊盘的凹壁的内部空间以便以卡紧配置将凹壁包裹在茎状物的该内部空间内。
13.附图简单说明
14.可在阅读具体实施方式之后并在参照附图之后更好地理解本公开的各方面,在附图中:
15.图1是根据本公开的多个方面的锂离子电池模块的示意图,其中所述锂离子电池模块被配置成用于固定能量存储系统中;
16.图2是根据本公开的多个方面的固定能量存储抽屉的实施例的立体图,其中所述固定能量存储抽屉具有并排地设置在其中的两个电池模块;
17.图3是根据本公开的多个方面的固定能量存储抽屉的实施例的立体图,其中所述固定能量存储抽屉具有并排地设置在固定抽屉外壳内的包含多个电化学电池单元的两个电池模块;
18.图4是根据本公开的多个方面的具有可焊接铝端子焊盘的电化学电池单元的实施例的立体图;
19.图5是根据本公开的多个方面的图4的电化学电池单元的实施例的分解图;
20.图6是根据本公开的一个方面的用于图4的电化学电池单元中的具有可焊接铝端子焊盘的端子组件的实施例的立体图;
21.图7是根据本公开的一个方面的图6的具有可焊接铝端子焊盘的端子组件的实施例的横截面立体图,该端子组件处于挤压前状态下;
22.图8是根据本公开的一个方面的图6的具有可焊接铝端子焊盘的端子组件的实施例的横截面立体图,该端子组件处于挤压后状态下;
23.图9是图示根据本公开的一个方面的制造图6的具有可焊接铝端子焊盘的端子组
件的方法的实施例的过程流程图;
24.图10是根据本公开的一个方面的用于图4的电化学电池单元中的具有可焊接铝端子焊盘的端子组件的实施例的立体图;
25.图11是根据本公开的一个方面的图10的具有可焊接铝端子焊盘的端子组件的实施例的横截面立体图,该端子组件处于挤压后状态下;
26.图12是根据本公开的一个方面的用于图10的端子组件中的铆钉的实施例的立体图;
27.图13是根据本公开的一个方面的用于图10的端子组件中的铆钉的实施例的立体图;
28.图14是根据本公开的一个方面的用于图10的端子组件中的铆钉的实施例的立体图;以及
29.图15是图示根据本公开的一个方面的制造图10的具有可焊接端子焊盘的端子组件的方法的实施例的过程流程图。
具体实施方式
30.下文将描述一个或更多个具体实施例。致力于提供对这些实施例的简明描述,本说明书中并未描述实际实施方案的所有特征。应了解,在任何此类实际实施方案的开发中,如在任何工程或设计项目中,必须做出众多专门针对实施方案的决策来实现开发者的特定目标,例如,符合系统相关和商业相关的约束条件,所述约束条件对于不同实施方案可能有所不同。此外,应了解,此类开发工作可能是复杂和费时的,但是仍然将是可受益于本公开的一般技术人员进行设计、构造和制造的例行工作。
31.本文所述的电池系统可用于将电力提供给各种高电压能量存储/消耗应用(例如,电网电力存储系统)。这些电池系统可包含一个或更多个电池模块,每一电池模块具有被布置成提供特定电压和/电流的许多电池单元(例如,锂离子电化学电池单元)。应注意,虽然当前论述着重于锂离子电化学电池单元的可焊接铝端子焊盘,但可焊接铝端子焊盘的实施例可用于适用于其它实施方案的任何电化学电池单元中。作为实例,根据本发明的实施例的电池模块可与电动车辆或固定电力系统(例如,非汽车系统)合并或将电力提供给所述电动车辆或固定电力系统。
32.根据本发明的实施例,每一锂离子电化学电池单元可包含多个端子配置,这些端子配置允许在锂离子电化学电池单元的正端子和负端子两者处实现到汇流条的铝对铝焊接。例如,锂离子电化学电池单元可包含铝端子和铜端子。第一电化学电池单元的铝端子可电耦接到与第一电化学电池单元相邻的第二电化学电池单元的铜端子。传统配置可包含铜端子处(例如,双金属汇流条的铜部分上)的铜对铜焊接,这可涉及产生足够热而使端子的垫圈熔化的技术(例如,激光焊接技术)。垫圈的熔化可导致流体(例如,电解质)从电化学电池单元流出,并且流体(例如,水)和湿气流入到电化学电池单元中。因为铝包含比铜更低的熔融温度,所以铝对铝焊接可在不使端子垫圈熔化的较低热下进行。
33.为了有助于铝对铝焊接,可建立从锂离子电化学电池单元的铜端子开始的铝路径(例如,经由铝端子焊盘,并且在一些实施例中,经由其它铝部件),以使得铝汇流条可焊接到铝端子焊盘以及相邻的电化学电池单元的相邻铝端子(或端子焊盘)。根据本发明的实施
例,可建立对应于铜端子的铝端子焊盘而不需要双金属部件。例如,在第一实施例中,可使用压具(例如,利用液压和/或气动致动)将铝端子焊盘的一部分封装或包裹在铜端子的挤出成形的内部茎状物内(或包围或包裹在被耦接到铜端子的铜部件的挤出成形的内部茎状物内)。铝端子焊盘可接着焊接到铝汇流条的第一端,并且铝汇流条的第二端可焊接到相邻的铝端子(或在铝端子还包含与铝端子耦接的铝端子焊盘的实施例中,焊接到铝端子焊盘)。将铝端子焊盘的该部分与上垫圈和下垫圈一起包围或包裹在铜端子的挤出成形的内部茎状物内确保了它们之间的电连接,并且阻断了潜在的短路。
34.在第二实施例中,可使用压接过程将铝端子焊盘夹在铆钉(例如,铜铆钉、铝铆钉或具有铜底座和铝柱的双金属铆钉)的第一端以及铆钉的第二端之间,其中第一端和第二端由接近铝端子焊盘中的锥形开口的肩部接合。例如,铆钉的第一端延伸穿过铝端子焊盘的锥形开口。铝端子焊盘的锥形开口从铆钉开始向外锥变,从铆钉的肩部开始并朝向铆钉的第一端的顶表面向上延伸。换句话说,锥形开口的锥形表面背离铆钉地锥变。压接机可将组件夹在一起,因此将铆钉的第一端的顶表面向下按压到铝端子焊盘中的锥形开口的锥形表面中,从而导致铆钉的第一端变形以填充锥形开口。换句话说,在压接过程之后,铆钉因铝端子焊盘而遭遇瓶颈(即,在锥形开口的最小横截面宽度处)。肩部被设定大小成有助于实现铆钉(其可对应于铝端子、铜端子或双金属端子)、铝端子焊盘与垫圈之间的足够接触的挤压比,因此阻断潜在的短路,同时也有助于端子组件的绝缘垫圈的期望量的挤压。在铆钉压接过程期间,铆钉主体可向外膨胀以填充铆钉柱与垫圈之间的任何潜在间隙以进一步改善密封。某些实施例可包含对应于铜端子的全铜铆钉(或镀镍或镀锌的铜铆钉),这可比从铜过渡到铝的双金属铆钉更便宜。
35.图1是电池系统10的实施例的示意图,其中电池模块12(例如,锂离子电池模块)被配置成用于固定能量存储系统16中。更具体来说,电池模块12可用作固定能量存储抽屉20的全部或一部分。固定能量存储抽屉20可移除地耦接到固定能量存储系统16的电池系统外壳22(例如,机柜)。每一固定能量存储抽屉20可包含一个或更多个电池模块12(例如,在所图示的实施例中,两个电池模块12),并且固定能量存储系统16可包含一个或更多个固定能量存储抽屉20。
36.例如,每一电池模块12可具有许多锂离子电化学电池单元,例如,10个与20个之间的电化学电池单元。下文中将参照后续附图更详细地描述电池模块12的整体配置。
37.如图所示,设施24可包含大楼或通常连接到电网26或其它主要能源以提供电力供每日电力消耗的类似环境。然而,在其它实施例中,设施24可以是并未连接到电网26并因此完全依赖于其它手段以提供电能(例如,固定存储系统16)的设施。此外,设施24可以是住宅或其它环境。固定能量存储系统16可并入到或以其它方式连接到设施24的电网以根据需要提供电力。作为非限制性实例,固定能量存储系统16可作为电网26的备用将电力提供给设施24(例如,由于停电),以进行电力调节、补充电力或补偿电网26的电力消耗等。
38.本公开涉及例如用于图1的电池模块12中的电化学电池单元的可焊接铝端子焊盘(及其对应的电气路径)。然而,应注意,电化学电池单元可用于其它应用中,例如,电动车辆的电池模块。可焊接铝端子焊盘(及其对应的电气路径)大体上降低电化学电池单元的成本,增强电化学电池单元的端子的密封,简化电化学电池单元的焊接过程的制造或其组合。
39.图2图示固定能量存储抽屉20的实施例,其中固定能量存储抽屉20具有并排地定
位在固定能量存储抽屉20的罩壳36内的两个电池模块12。如上文所论述,一个或更多个固定能量存储抽屉20可移除地耦接到(例如,图1的)固定能量存储系统16的(例如,图1的)外壳22。每一固定能量存储抽屉20可包含可并排地设置在固定抽屉罩壳36内的一个或更多个电池模块12。每一电池模块12可包含许多电化学电池单元(例如,锂离子电化学电池单元)。应注意,在下文的描述中,“电池单元”和“电化学电池单元”全都是可互换地使用的。
40.每一电池模块12的电化学电池单元可部分地或基本上封闭在对应电池模块12的电池模块外壳38内。电池模块外壳38可以是模制塑料外壳,其可具有与所封闭的电化学电池单元互补的形状或可以是任何适当外形。参照图1和图2的电池模块12,设置在其中的电化学电池单元(未示出)可包含被配置成焊接到铝汇流条的可焊接铝端子焊盘。可焊接铝端子焊盘可耦接到铝端子,耦接到镀镍或镀锌的铜端子,或耦接到双金属(例如,铝柱铜底座)端子,而在一些实施例中并不将铝端子焊盘焊接到铜端子。例如,挤压或压接过程可实现上文所述的特征。下文将参照后续附图来详细描述这些和其它特征。
41.图3图示具有两个电池模块12(图中未示出电池模块外壳38的上部)的固定能量存储抽屉20,其中每一电池模块12具有在电池模块12内被取向成相互平行的若干电化学电池单元46。在所图示的实施例中,电化学电池单元46成排地设置在电池模块12内。虽然被图示为包含十一个电化学电池单元46,但可提供任何数量和配置的电化学电池单元46。然而,电化学电池单元46通常将针对特定应用以一定的量和配置来提供以便具有充足能量密度、电压、电流、容量等。此外,虽然电化学电池单元46被示出为具有多边形或长方形形状,但在其它实施例中,电化学电池单元46可以是棱柱形的、圆柱形的或另一形状,或其组合。
42.每个电化学电池单元46可包含许多端子(例如,两个端子)。例如,电化学电池单元46可各自在电化学电池单元46的第一端(例如,端子端)处包含正端子组件48(例如,铝端子)和负端子组件50(例如,具有铝柱和铜底座的双金属端子或铜端子)。端子组件48、50电连接到电化学电池单元46的主体52内所含有的电化学活性材料。汇流条53(例如,铝汇流条)在相邻的电化学电池单元46的相邻端子组件48、50之间延伸。电化学电池单元46被图示为在电池模块12内以串联布置电连接,但其它配置(例如,并联布置、混合串联/并联布置)也是可能的。
43.图4是电化学电池单元46中的一个的实施例的立体图。所图示的电化学电池单元46可包含正端子组件48和负端子组件50(其中在所图示的实施例中,端子组件48、50仅一部分可见)。端子组件48、50将(例如,电化学电池单元46的主体52的壳体76内所含有的)电化学活性材料与电化学电池单元46的可焊接铝端子焊盘62、64电连接。如根据下文的描述应了解的是,负端子组件50可包含从铜过渡到铝的电气路径。例如,铜端子集流器(未示出)可与电化学电池单元46的壳体76内的电化学电池单元46的电极耦接。铜到铝的过渡可从铜端子集流器延伸到对应于负端子组件50的可焊接铝端子焊盘64。在一些实施例中,可焊接端子焊盘64是铜到铝的过渡的铝部分。此外,在一些实施例中,铜到铝的过渡可不包含焊接,并且不包含双金属部件。参照在第一电池单元的正可焊接铝端子焊盘62和与第一电池单元相邻的第二电池单元的负可焊接铝端子焊盘64之间延伸的汇流条(例如,图3的汇流条53)的焊接过程,可焊接铝端子焊盘62、64可被称为“可焊接的”。可焊接铝端子焊盘62、64可耦接到端子组件48、50的设置在对应集流器(未示出)与可焊接铝端子焊盘62、64之间的部件,或端子焊盘62、64可直接耦接到集流器(未示出)。
44.图5是电化学电池单元46的实施例的分解立体图,其中电化学电池单元46具有前述可焊接铝端子焊盘62、64以及其它部件。应注意,虽然在所图示的实施例中,正可焊接铝端子焊盘62比负可焊接铝端子焊盘64更长,但在另一实施例中,焊盘62、64可以是相同长度或大小。
45.如图示,电化学电池单元46的主体52可包含壳体76(例如,罐状物)和绝缘套78。在壳体76和绝缘套78内,电化学电池单元46的主体52可包含一个或更多个线圈堆叠物80(例如,各自具有电极)。电化学电池单元46的电化学活性材料可设置在线圈堆叠物80内。如图所示,电化学电池单元46可包含对应于两个电池单元元件的两个线圈堆叠物80,其中两个电池单元元件并联耦接并设置在壳体76中。
46.电化学电池单元46可包含设置在正端子48下方的正集流器82(例如,具有铝材料)以及设置在负端子50下方的负集流器83(例如,具有铜材料)。集流器82、83可电耦接到线圈堆叠物80。电化学电池单元46可包含盖84(例如,铝盖),其中盖84可将线圈堆叠物80和集流器82、83封闭在壳体76内。端子组件48、50的端子连接部件77、79可与集流器82、83耦接并延伸穿过盖84。在一些实施例中,端子连接部件77、79可与对应集流器82、83成整体。电化学电池单元46可包含可定位在盖84上方或下方的端子绝缘体86,但在其它实施例中,可使用多个绝缘体(例如,垫圈)。例如,在所图示的实施例中,端子组件48、50延伸穿过端子绝缘体86,但在其它实施例中,每一端子组件48和50可包含其自身的绝缘体/垫圈。此外,如将在图6到图15中了解的是,绝缘垫圈可被设置成接近盖84的内表面、接近盖84的外表面或接近盖84的内表面和外表面两者。
47.端子焊盘62、64可在轴向上设置在盖84上方,并且可耦接到端子连接部件77、79或在端子连接部件77、79与集流器82、83成整体的实施例中直接连接到集流器82、83,如上文所论述。如将参照后续附图描述的,可焊接铝端子焊盘62、64可与端子连接部件77、79(或集流器82、83,或一些其它的居间部件)耦接以形成被配置成接纳铝汇流条(并焊接到铝汇流条)的实质上平坦的表面。例如,图6到图8中示出挤压方式的耦接(例如,液压和/或气动挤压方式的耦接),并且图10到图14中示出铆钉方式的耦接。下文中将详细描述这些附图和对应特征。
48.在一些实施例中,如图5所示,电化学电池单元46可包含可覆盖可焊接铝端子焊盘62、64的一个或更多个端子盖88。此外,应注意,电化学电池单元46也可包含通气孔和过充保护特征,在图示的实施例中为了简单起见未示出这些特征。
49.图6是具有可焊接铝端子焊盘64的负端子组件50的实施例的立体图。图7是图6的负端子组件50的横截面立体图,该组件处于挤压前状态下(图中示出了挤压工具100和109),并且图8是图6的具有可焊接铝端子焊盘的负端子组件50的实施例的横截面立体图,该组件处于挤压后状态下。根据本发明的实施例,“挤压方式的耦接”是这样的耦接:其中具有气动和/或液压致动的压具推压端子组件的第一部件(例如,在所图示的实施例中,推压负端子组件50的可焊接铝端子焊盘64的表面)上以便使第一部件和/或第二部件变形,以使得第一部件耦接到第二部件。
50.例如,图7是图6的负端子组件50的横截面立体图,该组件50处于挤压前状态(即,在负端子组件50的布置/组装期间使用压具102(其利用液压和/或气动致动)(下文中称为“压具”)的工具100之前)下。如图所示,负端子组件50可包含集流器83(例如,具有铜材料)
(或其端子连接部件)、设置在盖84与集流器83之间的下绝缘垫圈104、设置在可焊接铝端子焊盘64与盖84之间的上绝缘垫圈106以及可焊接铝端子焊盘64(但是,在一些实施例中,盖84也可被视为端子组件50的一部分)。下绝缘垫圈104和上绝缘垫圈106可包含聚合物或塑料材料,例如,聚苯硫醚。
51.在所图示的实施例中,可焊接铝端子焊盘64在可焊接铝端子焊盘64的顶表面110中(其中顶表面110是汇流条可焊接到的表面,如上所述)包括凹处108。压具102的前述工具100可压入到凹处108中并抵靠在可焊接铝端子焊盘64的凹壁112上,同时所图示的组件被固持在适当位置中。压具102的工具100可朝向压具102的压模109对凹壁112和集流器83施力,其中压模109包含在模腔111内向上突起的中央隆起113。压具102的工具100导致凹壁112和凹壁112下方的集流器83(例如,在平行于凹处108的纵轴线114的方向116上)向下变形到压模109中,其中压模109和工具100一起将力施加在组件上。随着集流器83(和凹壁112)向下变形,集流器83(和凹壁112)可最终填充底部压模109,从而导致集流器83的内表面在垂直于凹处108的纵轴线114的方向118上向外隆起(例如,通过接触凹处108下方的表面),如在图8中组件50的挤压后状态中所图示的。换句话说,组件50的挤压后状态包含茎状物120,该茎状物120在挤压过程之后由集流器83形成(利用液压和/或气动致动),并且凹壁112至少部分由集流器83的茎状物120(或如上所述,在集流器与可焊接铝端子焊盘64之间的端子连接部件)包围/包裹。本文中所使用的“茎状物”(即,在表示图8中的茎状物12时)表示在挤压过程之后(即,在图8的挤压后状态下)形成的集流器83的形状。换句话说,茎状物120限定内部空间121,该内部空间121接纳可焊接铝端子焊盘64的凹壁112。明确地说,凹壁112的唇缘122可在由集流器83的茎状物120限定的内部空间121内向外隆起。换句话说,茎状物120的内部空间121的最小横截面宽度123小于最大横截面宽度125。因此,集流器83耦接到可焊接铝端子焊盘64,并且汇流条可焊接到可焊接铝端子焊盘64的顶表面110(例如,以耦接到相邻的电池单元的相邻焊盘)。应注意,上述特征也可用于正端子组件,不同之处在于对应的正集流器包含铝。在一些实施例中,两个接头可用于一个端子以提供防旋转功能。
52.图9是图示制造图6的具有可焊接铝端子焊盘64的端子组件50的方法130的实施例的过程流程图。在所图示的实施例中,方法50包含组装(例如,对准)端子组件(框132)。例如,如上所述,端子组件可包含集流器(或居间的连接部件)、可焊接铝端子焊盘以及将可焊接铝端子焊盘与盖分离和/或将盖与集流器(或居间的连接部件)隔开的至少一个绝缘垫圈。在一些实施例中,盖可被视为端子组件的一部分。通常,端子组件可如图6到图8所示而布置,即,与穿过盖的开口对准,其中开口使端子组件的电气路径能够从电池单元内延伸到外部区域。
53.方法130还包含将端子组件固持在适当位置中(框134)。例如,虽然端子组件的一部分在如上所述的挤压过程(利用液压和/或气动致动)中被接触,但端子组件的剩余部分被固持在适当位置中以使端子组件的前述部分能够变形。应注意,在框132的组装/对准步骤和/或框134的固持步骤(或某一其它步骤)期间,可在集流器下方设置间隙。该间隙可控制垫圈的挤压,并且可有助于集流器朝向该间隙移动(例如,变形),如下所述。
54.方法130还包含利用压具对着可焊接铝端子焊盘向端子组件向下施力(框136)。例如,压具可对着位于可焊接铝端子焊盘的凹处中的可焊接铝端子焊盘的凹壁施力。凹壁和
凹壁下方的集流器可接着被压入到底部压模中,而端子组件的剩余部分被固持在适当位置中,因此使得凹壁和集流器(或其平坦壁的一部分)向下变形。如上所述,集流器可填充到底部压模模腔中,并且集流器的内表面可随着端子焊盘的凹壁被压入到其中而向外隆起,因此在集流器中(例如,在接纳凹壁的集流器的内表面上)产生茎状物。凹壁被至少部分包围在茎状物中,因此将可焊接铝端子焊盘与集流器耦接。如上所述,相同过程也可用于正端子组件,不同之处在于正集流器包含铝。
55.应注意,图6到图9所图示的实施例可涉及设置组件以使其挤压在其中具有开口的衬底上,其中开口被配置(例如,构形)成使压具能够推靠在组件上,并使得组件形成前述茎状物。换句话说,压具以及衬底中的开口的配置的组合可使得受压的组件形成茎形状。这可被称为“卡紧”或其一部分。通常,茎形状可被称为“卡紧配置”。在一些实施例中,这可经由冷成形来完成,而在其它实施例中,组件可被加热。
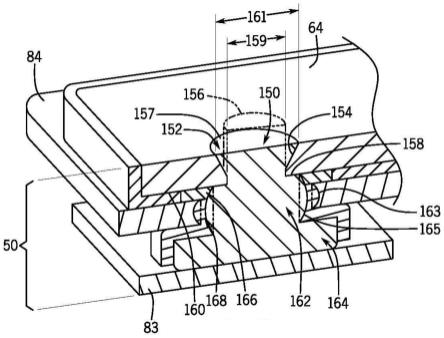
56.图10是用于图4的电化学电池单元46中的具有可焊接铝端子焊盘64的端子组件50的实施例的立体图,并且图11是图10的具有可焊接铝端子焊盘64的端子组件50的实施例的横截面立体图。图10和图11涉及端子组件50的实施例,其中利用压接过程以将可焊接铝端子焊盘64与铆钉150接合(例如,其中铆钉150对应于图5所图示的一种可能类型的端子连接部件79)。如图10和图11所示,可焊接铝端子焊盘64包含延伸穿过其中的开口152。
57.特别将注意力放在图11,延伸穿过可焊接铝端子焊盘64的开口152包含锥形表面154。换句话说,开口152是锥形开口。在前述压接过程之前,铆钉150包含在图11中以虚线示意性地图示的圆柱形头部156。铆钉150还包含与可焊接铝端子焊盘64的底表面160接触的肩部158。肩部158将铆钉150的圆柱形头部156与铆钉150的主体部分162区别开。铆钉150的底座164设置在铆钉150的主体部分162下方。
58.类似于图6到图8所图示的实施例,图10和图11中的端子组件50包含设置在可焊接铝端子焊盘64和盖84之间的上绝缘垫圈166以及设置在铆钉150与盖84之间的下绝缘垫圈168。如图11所示,集流器83与铆钉150的底座164耦接。此外,如图11所示,铆钉150的主体部分162可在压接过程期间向外隆起,因此填充任何可能的间隙。向外隆起的主体部分162也可使得绝缘垫圈166和/或168被挤压和/或向外隆起。
59.如上文所论述,在压接过程之前,铆钉150包含圆柱形头部156。圆柱形头部156包含在铝端子焊盘64上方伸出的至少一部分。在压接过程期间,压接机在将端子组件50挤压在一起的同时接触圆柱形头部156。压接机使得圆柱形头部156变形,从而填充可焊接铝端子焊盘64中的开口152。换句话说,圆柱形头部156变形为倒锥形头部157以便接触开口152的锥形表面154。因此,在压接过程之后,铆钉150的倒锥形头部157包含比可焊接铝端子焊盘64中的开口152的最小横截面宽度(例如,直径)159更大的横截面宽度161(例如,直径)。
60.除产生倒锥形头部157之外,压接过程也可挤压负端子组件50的垫圈166、168。铆钉150的肩部158可被设定大小成有利于垫圈166、168的期望挤压比(即,垫圈的最终厚度与垫圈的初始厚度之比)。例如,肩部158可阻止可焊接铝端子焊盘64过度地挤压上绝缘垫圈166。压接过程可由轨道铆接机、压具等执行。在压接前过程的铆钉150的实例图示在图12(全铝铆钉150)、图13(全铜铆钉150)和图14(具有摩擦焊接在一起的铝柱和铜底座的双金属铆钉150)。
61.图15是图示制造图10的具有可焊接端子焊盘的端子组件的方法200的实施例的过
程流程图。在所图示的实施例中,方法200包含组装(例如,对准)端子组件(框202)。例如,如上所述,端子组件可包含集流器(例如,铜集流器)、可焊接铝端子焊盘、在集流器与可焊接铝端子焊盘之间延伸的铆钉(例如,铜铆钉或双金属铆钉)以及将可焊接铝端子焊盘与盖隔开和/或将盖与铆钉(和/或集流器)隔开的至少一个绝缘垫圈。端子组件可被对准成使得铆钉的圆柱形头部延伸穿过可焊接铝端子焊盘中的开口,其中开口包含如上所述的锥形表面。大体上,端子组件可如图10和图11所示那样布置。
62.方法200还包含将端子组件压接在一起(框204)。例如,压接机可按压到铆钉的圆柱形头部的上表面(例如,同时压接机或衬底表面压靠在端子组件的另一侧上)。随着压接机按压到铆钉的圆柱形头部的上表面,圆柱形头部朝向可焊接铝端子焊盘中的开口的锥形表面变形。换句话说,圆柱形头部变形为与开口的锥形表面相适应的倒锥形头部。因此,倒锥形头部包含比可焊接铝端子焊盘中的开口的最小横截面宽度更大的最大横截面宽度。因而,开口的最小横截面宽度将铆钉约束在适当位置中。如上所述,随着压接机按压到铆钉的头部的顶表面,将铆钉的头部与铆钉的主体区别开的铆钉的肩部可压靠在可焊接铝端子焊盘的底表面上(例如,如图10和图11所示,并如上所述)。因此,铆钉的肩部可阻止可焊接铝端子焊盘过度挤压绝缘垫圈(例如,肩部实现期望的挤压比,或绝缘垫圈的最终厚度与绝缘垫圈的初始厚度之比)。
63.所公开的一个或更多个实施例可单独地或组合地提供包含电池模块的制造的一个或更多个技术效果,其中所述电池模块仅具有或主要具有相邻电化学电池单元的相邻端子之间的汇流条的铝对铝焊接。如上所述,铝对铝焊接是期望的,以降低电化学电池单元和对应电池模块的零件成本,降低进出电池模块的电化学电池单元的泄漏的可能性,并使制造变得简单。本说明书中的技术效果和技术问题是示范性的,而不是限制性的。应注意,本说明书所述的实施例可具有其它技术效果,并且可解决其它技术问题。
64.已通过举例方式示出上文所述的具体实施例,并且应理解,这些实施例可具有各种修改和替代形式。应进一步理解,权利要求书不希望限于所公开的特定形式,而是希望涵盖落入本公开的精神和范围内的所有修改、等同物和替代。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1