配线材料的连接结构及汇流条与配线材料的连接方法与流程
1.本发明涉及一种配线材料向汇流条的连接结构。
背景技术:
2.提出了一种配线材料的连接结构(参照专利文献1),使形成在汇流条上的立起为销状的突片贯通配线材料的孔部,对突片和配线材料进行焊接。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2011-228217号公报
6.但是,在现有技术中,由于使用焊锡来接合汇流条和配线材料,因此基于焊接的成本大。
技术实现要素:
7.本发明是鉴于这样的状况而完成的,其目的在于提供一种不使用焊锡就能够廉价地接合汇流条(bus bar:母线)和配线材料的配线材料的连接结构。
8.本发明是连接汇流条和配线材料的连接结构,其中,在所述汇流条上立起形成有连接突起,并且在所述配线材料上形成有所述连接突起能够贯通的连接孔,在所述连接突起贯通所述连接孔的状态下,所述连接突起和所述连接孔熔融接合。
9.发明效果
10.由于本发明如以上那样构成,所以通过连接突起和连接孔的熔融接合,不使用焊锡就能够连接汇流条和配线材料,起到能够廉价地接合汇流条和配线材料的效果。
附图说明
11.图1是表示实施方式的配线材料的连接结构的分解立体图。
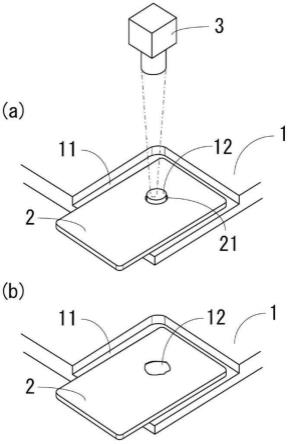
12.图2的(a)、(b)是说明图1所示的汇流条和配线材料的接合顺序的立体图。
13.图3的(a)、(b)是说明图1所示的汇流条和配线材料的接合顺序的纵剖面图。
14.图4的(a)、(b)是说明图2的(a)、(b)所示的激光照射装置的激光束照射例的说明图。
15.图5的(a)、(b)、(c)是表示图1所示的连接突起及连接孔的变形例的立体图及剖面图。
16.图6的(a)、(b)是表示图1所示的连接突起的变形例的立体图及剖面图。
具体实施方式
17.对本发明的配线材料的连接结构的实施方式进行说明。
18.本实施方式的连接结构是将图1所示的汇流条1和配线材料2接合的连接结构。
19.汇流条1是用于电源的连接、分配的板状的导体,由铜或铜合金等金属板构成。在
汇流条1的一端部的角部形成有厚度变薄的接合区域11。并且,在接合区域11立起地形成有圆柱形的连接突起12。形成有连接突起12的接合区域11的突起形成面与汇流条1的板面平行地形成,连接突起12相对于接合区域11的突起形成面向垂直方向立起。
20.在本实施方式中,接合区域11是将除了连接突起12以外的部位从表面切削配线材料2的厚度t以上的厚度而制作的。因此,连接突起12形成为立起长度l比配线材料2的厚度t高。
21.与汇流条1接合的配线材料2是柔性印刷配线基板(fpc)等板状的配线部件,形成有供形成于汇流条1的连接突起12贯通的连接孔21。在配线材料2的连接孔21周围的全部或一部分配置有未图示的配线(电路图案)。另外,配线材料2也可以由其自身作为配线起作用的导体构成。
22.在汇流条1和配线材料2的接合工序中,首先,如图2的(a)及图3的(a)所示,使配线材料2的连接孔21与接合区域11的连接突起12对位,为了接合而将配线材料2设置在汇流条1的接合区域11。沿着与配线材料2的板面平行的方向的连接孔21的截面形状是沿着与接合区域11的突起形成面平行的方向的连接突起12的截面形状的相似形状,具有连接突起12能够贯通的大小。因此,在将配线材料2设置于汇流条1的接合区域11的状态下,成为连接突起12贯通连接孔21而从配线材料2的表面突出的状态。
23.接着,在将配线材料2设置在汇流条1的接合区域11的状态下,使用激光照射装置3对连接突起12照射激光束。通过激光束的照射,连接突起12和配置在连接孔21周围的全部或一部分的配线熔融,如图2的(b)及图3的(b)所示,将两者熔融接合。
24.如图3的(b)所示,汇流条1与配线材料2的熔融接合是基于连接突起12的外周面与连接孔21的内周面的熔融的接合。因此,在连接突起12的直径比激光照射装置3的激光束的光斑直径大的情况下,如图4的(a)所示,若照射激光束的光斑a使其在连接突起12的外周移动,则能够使熔融接合更牢固。
25.另外,在连接突起12的直径比激光束的光斑直径大的情况下,如图4的(b)所示,可以形成中心部为空洞x的圆筒状(环状)的连接突起12a。在这种情况下,在使激光束的光斑在连接突起12的外周移动时,连接突起12a的熔融速度变快,熔融接合的作业效率提高。
26.连接突起12及连接孔21的个数没有特别限制。如图5的(a)所示,在设置多个连接突起12及连接孔21的情况下,配线材料2相对于汇流条1的定位变得容易。
27.在图5的(a)所示的例子中,连接突起12及连接孔21的截面形状为圆形,但连接突起12及连接孔21的截面形状没有特别限制。如图5的(b)的连接突起12b、12c及连接孔21所示,在截面形状形成为圆形以外的多边形的情况下,配线材料2相对于汇流条1的定位变得容易。另外,图5的(b)表示连接突起12b及连接孔21的截面形状为矩形的例子,图5的(c)表示连接突起12c及连接孔21的截面形状为星形多边形的例子。如图5的(c)所示的连接突起12c及连接孔21那样,在截面形状形成为具有收束于在激光束的光斑a中的凸部(星形多边形的锐角顶点部)的形状的情况下,通过对凸部照射激光束,能够迅速地使熔融接合更牢固。
28.本实施方式的连接突起12通过切削形成,但也可以如图6的(a)的立体图及剖面图所示的连接突起12那样,通过从汇流条1的下表面的锻造形成。另外,也可以如图的6(b)的立体图及剖面图所示的连接突起12b那样,从汇流条1的端部形成2条切口并折弯而形成。
29.另外,在本实施方式中,采用了利用激光束的熔融接合,但也可以通过电阻焊接将汇流条1和配线材料2熔融接合。
30.如上所述,本实施方式是连接汇流条1和配线材料2的连接结构,在汇流条1上立起形成有连接突起12,并且在配线材料2上形成有连接突起12能够贯通的连接孔21,在连接突起12贯通连接孔21的状态下,连接突起12和连接孔21熔融接合。
31.根据该结构,由于在连接突起12和连接孔21的熔融接合中不使用焊锡就能够连接汇流条1和配线材料2,因此,能够廉价地接合汇流条1和配线材料2。
32.进而,在本实施方式中,连接突起12的截面形状与连接孔21的截面形状相似。
33.根据该结构,在将配线材料2设置于汇流条1的接合区域11时,能够控制连接突起12的外周面与连接孔21的内周面的间隔,能够均匀地进行连接突起12的外周面与连接孔21的内周面的熔融接合。
34.进而,在本实施方式中,连接突起12是中心部为空洞x的筒状。
35.根据该结构,在使激光束的光斑在连接突起12的外周移动时,连接突起12a的熔融速度变快,熔融接合的作业效率提高。
36.进而,在本实施方式中,连接突起12和连接孔21通过由激光照射装置3照射的激光束而熔融接合。
37.根据该结构,仅通过从设置有配线材料2的汇流条1的上方照射激光束,就能够简单地将连接突起12和连接孔21熔融接合。
38.以上,基于实施方式对本发明进行了说明。该实施方式是例示,本领域技术人员能够理解这些各构成要素的组合可以有各种变形例,并且这样的变形例也在本发明的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1