一种电连接组件工艺的制作方法
1.本发明涉及电子技术领域,尤指提供了一种电连接组件工艺。
背景技术:
2.现有技术的电连接组件工艺,只有作破坏性检验,破坏性检验只能采用抽检,采用抽检时不能保证所有产品的良率,这是其一;其二,由于产品结构及组件复杂,制成的精密要求较高,在借助治具作业时容易毁坏产品,且生产效率低;其三,电连接组件工艺与外部插销适配时,采用无防误插的硬插接,既易损坏产品,也不利于快捷作业。
技术实现要素:
3.为解决上述技术问题,本发明的主要目的在于提供了一种电连接组件工艺。
4.为达成上述目的,本发明应用的技术方案是:
5.提供了一种电连接组件工艺,包括:
6.电性模组工艺:
7.电性模组分别包括模座、电性片和模盖成型,模座具有底座和垂直底座延伸的具有背板槽的背板;电性片具有上部和下部以及下部大于上部宽度形成的侧阶部,上部具有上触脚,下触脚;模盖具有扣部和垂直扣部一侧延伸的盖部,扣部具有相对背板槽设置的卡槽,卡槽设有扩展槽及连接扩展槽的端脚孔,其中:
8.先将电性片以贯通形式插于插槽,使侧阶部与底座上面齐平,并使上部的相应侧与模座的背板槽干涉,下部在背板槽中向下延伸并超出背板底部而形成卡部;
9.再将端子从卡槽中的扩展槽装入端脚孔中,使端子鱼眼脚经端脚孔悬于扣部的背面,并使端子叉部处于扩展槽;
10.后将模盖扣在模座上,并通过扣部下侧与模座上面形成的榫卯结构和盖部穿孔适配模座凸柱稳固,此时端子叉部夹持上触脚并使端子与电性片形成通路;
11.电性模组装于金属壳体工艺:
12.金属壳体不限于铸造成型并包括上侧板、后侧板以及不限于两端设置的端头部,上侧板横排有多个槽孔,在后侧板下边缘向内凸起肋条部,肋条部设有多个缺口;端头部形成有齐平上侧板前侧的第一平面和凸于第一平面并于第一平面形成阶面的第二平面,第一平面设有柱脚和供定位孔,第二平面设有固件螺丝孔,其中:
13.先让凸柱对准槽孔,使背板推至抵持后侧板,此时盖部抵持上侧板,背板底部抵持肋条部上面,卡部插于肋条部缺口,以使电性模组装于金属壳体中。
14.在本实施例中,优选:还包括固件与金属壳体相结合的方法,其中:
15.固件包括条形部和固件螺丝,条形部具有适配第二平面的端部,端部具有对应固件螺丝孔设置的固件孔,固件通过条形部在金属壳体中抵持电性模组,并通过固件螺丝穿过固件孔与固件螺丝孔适配,以此抵持电性模组在金属壳体中不自然脱出。
16.在本实施例中,优选:还包括在端头部组装压簧构件的方法,其中:
17.端头部形成有依序相连通销孔段、冠簧段和压簧段,冠簧段等于压簧段孔径且大于销孔段孔径,压簧构件包括冠簧、压簧帽和压帽螺丝,其中:
18.先将冠簧自压簧段装入压簧段,再将压簧帽置于压簧段,用压簧帽将冠簧抵持在冠簧段,并通过压帽螺丝压制压簧帽不自然脱出。
19.本发明与现有技术相比,其有益的效果:
20.一是通过电性模组凸部与金属壳体槽孔的对准、让位适配,便了组装,有效提升了生产效率;二是优化金属壳体及电性模组的结合结构,直接通过手动将电性模组装入金属壳体中,并利用简易的固件与螺丝拧接容易拆卸的特性,有利于产品拆卸检验后再利用,既能有效保证产品良率,也能降低损耗;三是利用冠簧的柔性特性,使插销形成软插接,避免硬插时的结构损坏,同时设计了防误插,以此有效快速作业,从而有效节省了材料及人工成本。
附图说明
21.图1是本实施例的立体结构示意图。
22.图2是本实施例的另一视角立体结构示意图。
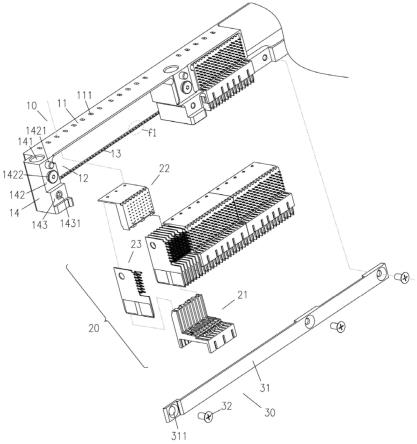
23.图3是本实施例的分解图。
24.图4是图3中f1处的结构放大图。
25.图5是本实施例中电性模组的立体结构示意图。
26.图6是本实施例中电性模组的分解图。
27.图7是本实施例中电性模组的另一视角分解图。
28.图8是图7中f2处的结构放大图。
29.图9是本实施例中重点呈现端头部的立体示意图。
30.图10是本实施例中重点呈现端头部的分解图。
31.图11是本实施例中端头部的剖面图。
具体实施方式
32.以下描述中,为了说明而不是为了限定,提出了诸如特定系统结构、技术之类的具体细节,以便透彻理解本技术实施例。然而,本领域的技术人员应当清楚,在没有这些具体细节的其他实施例中也可以实现本技术。在其他情况中,省略对众所周知的系统、装置、电路以及方法的详细说明,以免不必要的细节妨碍本技术的描述。
33.应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”指示描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其他特征、整体、步骤、操作、元素、组件和/或集合的存在或添加。
34.为使图面简洁,各图中只示意性地表示出了与本发明相关的部分,它们并不代表其作为产品的实际结构。另外,以使图面简洁便于理解,在有些图中具有相同结构或功能的部件,仅示意性地绘示了其中的一个,或仅标出了其中的一个。在本文中,“一个”不仅表示“仅此一个”,也可以表示“多于一个”的情形。
35.还应当进一步理解,在本技术说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
36.在附图所示的实施例中,方向的指示(诸如上、下、左、右、前和后)用以解释本发明的各种组件的结构和运动不是绝对的而是相对的。当这些组件处于附图所示的位置时,这些说明是合适的。如果这些组件的位置的说明发生改变时,则这些方向的指示也相应地改变。
37.另外,在本技术的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
38.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对照附图说明本发明的具体实施方式。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
39.在本实施例中,如图1至图4,图中提供了一种电连接组件工艺,包括金属壳体10、电性模组20及固件30,其中:
40.金属壳体10具有上侧板11及连接上侧板11的后侧板12,上侧板11横排有(长形)槽孔111,沿后侧板12下边缘向内凸起有肋条部13,肋条部13设有多个缺口131,缺口131与缺口131之间形成凸部132;
41.电性模组20(请结合参见图5至图8)包括设于金属壳体10中的多个并排的模组件(未标注),各模组件分别包括模座21、适配模座21的模盖22以及并排卡持于模座21与模盖22中的模制成型的多个电性片23,其中:
42.模座21具有底座211和垂直底座211一侧延伸的背板212,底座211下方形成镂空部2111,底座211上面横向排列有数条贯穿镂空部2111的插槽2112;背板212(里面)分别排列有与相应插槽2112相连的背板槽2121,在背板212上侧面设有适配槽孔111的(可在槽孔111中移位的)凸柱2122;
43.模盖22具有扣部221及垂直扣部221向一侧延伸的盖部222,扣部221相对于数条背板槽2121形成有数条卡槽2211,各卡槽2211(不限于等距)排列有贯穿扣部221的端脚孔2212,以使端脚孔2212呈阵列形式排列于扣部221的背面。本例中,相对于端脚孔2212的卡槽2211两侧形成有供端脚让位的扩展槽(未标注);盖部222具有供凸柱2122通过并突出盖部222上面供槽孔111适配的穿孔2221,当模盖22与模座21适配时,凸柱2122贯穿穿孔2221稳固并使凸柱2122突出盖部222上面,进而使电性模组20组装于金属壳体10时通过槽孔111限位;
44.电性片23不限于采用pcb板形成,并包括两侧分别卡置于背板槽2121、卡槽2211的上部231以及超出上部231一侧长度的插于插槽2112的下部232,在上部231靠近卡槽2211一侧的两相对面(未标注)分别裸露出一排纵向排列(不限于对称)的对应扩展槽的上触脚2311,在下部232靠近下侧分别裸露出一排横向排列(不限于对称)的下触脚2321,下触脚2321超越镂空部2111暴露于电性片23两面;
45.各端脚孔2212分别设有端子24,端子24具有基部241及基部两侧相背延伸的叉部242和脚部243,脚部243为鱼眼脚,鱼眼脚通过端脚孔2212悬于扣部221背面;叉部242具有根部(未标注)及延伸的弹性夹触段(未标注),基部和叉部根部处于扩展槽,夹触段夹持上触脚2311并以此使电性片23与端子24形成通路。
46.在本实施例中,如图1至图3和图9至图11,图中金属壳体10具有左、右相对应的端
头部14,端头部14设有冠簧15、压簧帽16和压帽螺丝17,其中:
47.端头部14形成有上下贯穿的多级孔141和齐平上侧板11前侧的第一平面142以及凸于第一平面142并于第一平面形成阶面的第二平面143,其中:
48.多级孔141包括下方的销孔段1411、中间的冠簧段1412和上方的压簧段1413,冠簧段1412与压簧段1413孔径相同但大于销孔段1411孔径,以使销孔段1411与冠簧段1412之间形成沉孔面(未标注),压簧段1413形成有沉头孔(未标注),靠近沉头孔形成有压接螺丝孔1411,压接螺丝孔1411与沉头孔外围相切且形成相通,压接螺丝孔1411具有供压帽螺丝17拧紧的螺纹孔(未标注),当压帽螺丝17适配螺纹孔时,压帽螺丝17的压帽(未标注)可拓展至沉头孔;
49.第一平面142设有适配与外部基板(未图示)实现定位的柱脚1421和供基板螺丝1422适配的并将电连接组件工艺与外部基板拧接一起的定位孔(未标注);
50.第二平面143适配固件30并包括固件螺丝孔1431;
51.压簧帽16具有杆部161和帽部162以及贯穿帽部162和杆部161的插销孔163,其中:帽部162周边为六角内弧面(未标注)构成,每一内弧面可与压接螺丝孔1411合成可供压帽适配的圆形孔,同时每一内弧面下方形成有供压帽压持的阶面1621;插销孔163形成有防止插销(未图示)误插入的防呆面1631。
52.在本实施例中,如图1至图3和图9至图11,图中固件30包括条形部31和固件螺丝32,条形部31不限于在两端部设有适配固件螺丝32穿过的固件孔311,螺丝32穿过固件孔311拧接于螺丝孔1431,以使固件30与金属壳体10稳固一体。
53.在本实施例中,如图1至图11,图中电连接组件工艺的组立形式包括:
54.一、组成电性模组20:
55.电性片23装于模座21,例如:
56.先将电性片23插于插槽2112,使电性片下部232的阶部2323与模座21底座211的上面齐平,使电性片23的相应侧(即具有阶部2323的一侧)的相对侧的上部231与背板槽2121干涉,电性片23下部232经背板槽2121下方处于并超出镂空部2111,超出镂空部2111(即背板212底部2123)的电性片23的下部232部分形成为卡部2322;
57.再将端子24从模盖22的扩展槽装入端脚孔2212中,以使端子24的鱼眼脚经端脚孔2212悬于扣部221的背面;
58.后将模盖22扣在模座21上,并通过模盖22扣部221下侧与模座21上面形成的榫卯结构(未标注)和模盖22穿孔2221适配模座21凸柱2122稳固,此时端子24的叉部242夹持上触脚2311并使端子24与电性片23形成通路。
59.二、电性模组20装于金属壳体10:
60.电性模组20装于金属壳体10,例如:
61.先让电性模组20的凸柱2122对准金属壳体10槽孔111,并使电性模组20背板212推至抵持金属壳体10后侧板12,并使电性模组20盖部222抵持金属壳体10上侧板11,同时电性模组20的背板底部2123抵持肋条部13上面,并且电性模组20的卡部2322插于肋条部13的缺口131;
62.再将固件30与金属壳体10结合,使电性模组20在金属壳体10中无法自然脱出,其中:固件30通过固件螺丝32经固件孔311并与金属壳体10螺丝孔1431拧紧,以阻拦在电性模
组20的模座21外侧(模座21外侧是指相背于背板212的另一侧),以使电性模组20在金属壳体10中无法脱出,从而完成了电连接组件工艺的组装。
63.在本实施例中,如图1至图11,图中电连接组件工艺的组立形式还包括:
64.将冠簧15、压簧帽16和压帽螺丝17(以下合称“压簧构件”)组装于端头部14中,其中:
65.先将冠簧15装入多级孔141的冠簧段1412,再将压簧帽16在压簧段1413中抵持冠簧15,并将压帽螺丝17拧入压接螺丝孔1411,以使压帽压紧在压簧帽16的阶面1621上,以此使压簧帽16无法自然在压簧段1413中脱出,即完成了压簧构件与端头部14的组装。
66.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详细描述或记载的部分,可以参见其他实施例的相关描述。
67.应当说明的是,上述实施例均可根据需要自由组合。以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1