一种太阳能电池栅线结构及其制作方法、太阳能电池与流程
1.本技术涉及光伏领域,更具体地,涉及一种太阳能电池栅线结构及其制作方法、太阳能电池。
背景技术:
2.随着国家能源结构优化,新能源行业越来越得到市场的关注,特别是光伏行业,因此急需尽快提高光伏电池的光电转换效率,降低成本,以实现对太阳能的进一步利用。
3.其中,太阳能电池的栅线用于收集电池中的载流子,并将载流子传递到电池外部。栅线的设计结构可以直接影响到串联电阻,进而影响到电池的光电转换效率。
技术实现要素:
4.有鉴于此,本技术提供了一种太阳能电池栅线结构及其制作方法、太阳能电池,用于简化太阳能电池栅线结构的制作工艺,降低生产成本。
5.第一方面,本技术提供一种太阳能电池栅线结构的制作方法,包括:
6.提供一太阳能电池基片,太阳能电池基片具有相对的第一面和第二面;
7.利用同一设备在第一面上制备第一栅线;
8.在第二面上制备第二栅线;
9.其中,利用同一设备在第一面上制备第一栅线包括:
10.在第一面上按照栅线载板的图案进行激光开槽;
11.按照栅线载板的图案向槽中填充浆料;
12.利用激光将浆料转移至太阳能电池第一面的表面;
13.激光的相邻光斑之间的位置关系为相切、相离或相交,当相邻光斑相离或相交时,相邻光斑之间的距离为0.5μm~50μm。
14.可选地,其中:
15.在提供一太阳能电池基片的步骤之后,在利用同一设备在第一面上制备第一栅线的步骤之前,太阳能电池栅线结构的制作方法还包括:
16.在太阳能电池基片的第一面上印刷电极并进行第一次烘干,第一次烘干的温度范围为50℃~300℃,第一次烘干的时间范围为20s~200s。
17.可选地,其中:
18.在第一面上按照栅线载板的图案进行激光开槽中,激光的光斑宽度范围为5μm~50μm。
19.可选地,其中:
20.在利用激光将浆料转移至太阳能电池第一面的表面之后,利用同一设备在第一面上制备第一栅线还包括:
21.对第一面表面的浆料进行第二次烘干。第二次烘干的温度范围为50℃~300℃,第二次烘干的时间范围为20s~200s。
22.第二方面,本技术还提供一种太阳能电池栅线结构,由第一方面所描述的太阳能电池栅线结构的制作方法制作而成,太阳能电池基片具有相对的第一面和第二面,太阳能电池栅线结构包括位于第一面上的第一栅线和位于第二面上的第二栅线。
23.可选地,其中:
24.第一栅线包括至少一条主栅线和多条细栅线,主栅线包括至少一个第一区域;在第一区域内,至少五条细栅线贯穿主栅线,太阳能电池栅线结构还包括多条防断栅线,每条防断栅线连接相邻两条细栅线。
25.可选地,其中:
26.当主栅线包括至少两个第一区域时,相邻两个第一区域之间的间距范围为13mm~15mm。
27.可选地,其中:
28.多条细栅线构成几何图案或异形图案;
29.在第一区域内,每条细栅线沿相应细栅线的延伸方向贯穿主栅线。
30.可选地,其中:
31.在第一区域内,贯穿主栅线的每条细栅线与主栅线垂直。
32.可选地,其中:
33.每条细栅线垂直于主栅线。
34.第三方面,本技术还提供一种太阳能电池,包括第二方面所描述的太阳能电池栅线结构。
35.与现有技术相比,本技术提供的一种太阳能电池栅线结构及其制作方法、太阳能电池,至少实现了如下的有益效果:
36.本技术所提供的一种太阳能电池栅线结构及其制作方法、太阳能电池中,当在太阳能电池基片上形成栅线结构,太阳能电池基片具有相对的第一面和第二面时,可以利用同一设备在太阳能电池基片第一面上制备第一栅线,来简化太阳能电池栅线制作时的工艺流程。具体地,可以先利用激光在第一面上按照栅线载板的图案进行开槽,将栅线图案刻划到第一面上,再按照栅线载板对第一面上形成的栅线图案刻划槽进行浆料的填充,之后再次使用激光设备,利用激光转印技术将槽中的浆料转移至太阳能电池第一面的表面,进而在太阳能电池的第一面表面形成第一栅线。与现有技术中所采用的丝网印刷技术相比,本技术利用激光转印技术在太阳能电池的表面制备栅线,使得对太阳能电池进行刻划开槽和浆料转印的步骤可以在同一设备上先后进行,简化了太阳能电池栅线制备的工艺流程,同时,本技术所选用的激光转印技术与丝网印刷技术相比可以降低对浆料的消耗,降低了栅线制作时的成本,进而降低了太阳能电池的生产成本。此外,在使用激光进行开槽或浆料填充时,所使用的激光相邻光斑之间的位置关系可以为相切、相离或者相交,其中,当所使用的激光相邻光斑的位置关系为相离或相交时,相邻光斑之间的距离可以为0.5μm~50μm,以保证形成的栅线具有良好的接触,且减少对太阳能电池基片的损伤;若相邻光斑之间的间距过小,则激光对太阳能电池基片的损伤较大,若相邻光斑之间的间距过大,则形成的栅线与太阳能电池基体之间的接触较差,进而影响到太阳能电池的效率。
37.当然,实施本技术的任一产品必不特定需要同时达到以上所述的所有技术效果。
38.通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其
优点将会变得清楚。
附图说明
39.被结合在说明书中并构成说明书的一部分的附图示出了本技术的实施例,并且连同其说明一起用于解释本技术的原理。
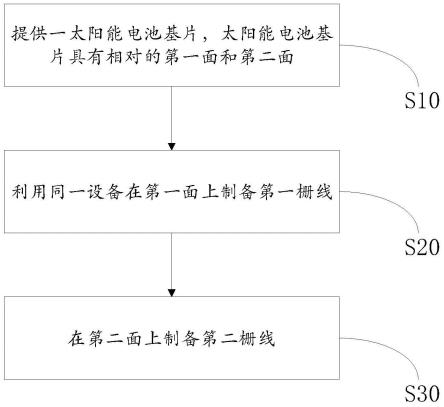
40.图1所示为本技术实施例所提供的太阳能电池栅线结构的制作方法的流程图;
41.图2所示为本技术实施例所提供的激光光斑的位置关系示意图;
42.图3所示为本技术实施例所提供的进行激光转印时的示意图;
43.图4所示为现有技术中的栅线结构示意图;
44.图5所示为本技术实施例所提供的太阳能电池栅线结构的示意图;
45.图6所示为本技术实施例所提供的太阳能电池栅线结构在一条主栅位置处的示意图;
46.图7所示为图6的局部放大图;
47.图8所示为本技术实施例所提供的太阳能电池老化前后的拉力表征箱线图。
具体实施方式
48.现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
49.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
50.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
51.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
52.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
53.随着国家能源结构优化,新能源行业越来越得到市场的关注,特别是光伏行业,因此急需尽快提高光伏电池的光电转换效率,降低成本,以实现对太阳能的进一步利用。
54.其中,太阳能电池的栅线用于收集电池中的载流子,并将载流子传递到电池外部。栅线的设计结构可以直接影响到串联电阻,进而影响到电池的光电转换效率。
55.目前制备太阳能电池的正面电极和背面电极所采用的工艺为丝网印刷工艺,主要流程为先印刷背面电极和背面栅线,再印刷正面的主栅和细栅,在每次印刷结束后都进行烘干,之后对印刷完成的太阳能电池进行烧结,得到太阳能电池的成品。丝网印刷工艺操作繁琐,且印刷时对浆料的消耗较大,使得太阳能电池的生产成本较高。
56.为了解决上述技术问题,本技术提出了一种太阳能电池栅线结构及其制作方法、太阳能电池,用于简化太阳能电池栅线结构的制作工艺,降低生产成本。
57.以下结合附图和具体实施例进行详细说明。
58.图1所示为本技术实施例所提供的太阳能电池栅线结构的制作方法的流程图;图2
所示为本技术实施例所提供的激光光斑的位置关系示意图;图3所示为本技术实施例所提供的进行激光转印时的示意图。
59.请参阅图1~图3,本技术实施例所提供的一种太阳能电池栅线结构的制作方法,包括:
60.s10,提供一太阳能电池基片,太阳能电池基片具有相对的第一面和第二面。
61.可以理解的是,本技术实施例所提供的太阳能电池基片的第一面可以为太阳能电池的向光面,此时第二面为太阳能电池的背光面,第一面也可以为太阳能电池的背光面,此时第二面为太阳能电池的向光面。下面以第一面为太阳能电池的背光面为例进行详细说明。
62.具体地,
63.在提供一太阳能电池基片的步骤之后,在利用同一设备在第一面上制备第一栅线的步骤之前,太阳能电池栅线结构的制作方法还可以包括:
64.提供一太阳能电池基片,太阳能电池基片具有相对的第一面和第二面;
65.在太阳能电池基片的第一面上印刷电极并进行第一次烘干。第一次烘干的温度范围为50℃~300℃,第一次烘干的时间范围为20s~200s。
66.基于此,请参阅图1~图3,在制作栅线时,可以先制作背光面的栅线,再制作向光面的栅线,即当太阳能电池的第一面为太阳能电池的背光面时,可以先制作在太阳能电池的第一面上的第一栅线,再制作第二面上的第二栅线。在制作太阳能电池的第一栅线之前,可以先制作背光面上的电极,以和太阳能电池的背光面形成良好的欧姆接触,并且提供良好的可焊性,便于太阳能电池与焊带焊接,有利于载流子向电池外的传输。在制作第一面上的电极时,可以利用电极图案的模板,通过丝网印刷工艺将电极浆料印刷至太阳能电池的第一面上,印刷完成后的电极浆料需要进行第一次烘干,以干燥印刷完成的电极,防止第一面上的电极在后续的步骤中受到损坏。
67.同时,第一次烘干时的温度范围限定在50℃~300℃之间,时间范围限定在20s~200s之间,若烘干时的温度太低或时间太短,则印刷的电极浆料无法彻底干燥固化,在后续的印刷及翻转过程中会使电极被破坏;若烘干时的温度过高或烘干时间过长,则会影响到电极和太阳能电池基片之间的附着力,导致电极容易剥离或脱落,影响到太阳能电池的质量。
68.示例性的,第一次烘干的烘干温度可以为50℃、100℃、150℃、200℃、300℃等,第一次烘干的烘干时间可以为20s、50s、100s、150s、200s等,此处仅做举例,并不具体限定。
69.在一些示例中,形成第一面上电极的材料可以为银,此时的电极浆料即为银浆料,进行第一次烘干的设备可以为烘箱,此处仅做举例,并不具体限定。
70.s20,利用同一设备在第一面上制备第一栅线。
71.具体地,请参阅图1和图3,利用同一设备在第一面上制备第一栅线包括:
72.在第一面上按照栅线载板20的图案进行激光开槽;
73.按照栅线载板20的图案向槽中填充浆料;
74.利用激光10将浆料转移至太阳能电池第一面的表面;
75.激光10的相邻光斑101之间的位置关系为相切、相离或相交,当相邻光斑101相离或相交时,相邻光斑101之间的距离为0.5μm~50μm。
76.基于此,请参阅图1和图3,当在太阳能电池的第一面上制作第一栅线时,可以利用同一设备来进行刻蚀开槽和浆料填充,具体地,可以先利用激光设备在太阳能电池的第一面上按照栅线载板20的图案进行激光开槽,将栅线图案刻划到太阳能电池表面,为之后形成的栅线提供了准确定位;再按照栅线载板20对第一面上的栅线刻划槽填充浆料,作为形成栅线的材料;之后再次使用激光设备,利用激光转印技术将第一面上刻划槽中的浆料转移至太阳能电池第一面的表面,进而在太阳能电池的第一面形成第一栅线。与现有技术中所采用的丝网印刷技术相比,本技术实施例选用激光转印技术在太阳能电池的表面来进行浆料的印刷,与在太阳能电池表面进行开槽时使用的设备相同,使得在制作栅线时的开槽步骤和印刷步骤可以在同一设备上先后进行,不仅简化了栅线制作的工艺流程,还可以通过激光转印技术使得形成的栅线具有更好的高宽比和质量,进而提升了太阳能电池的效率;此外,还可以利用激光转印技术来降低对浆料的消耗,进而降低太阳能电池的生产成本。
77.除此之外,请参阅图3,在使用激光10进行开槽或浆料填充时,所使用的激光10相邻光斑101之间的位置关系可以为相切、相离或者相交,其中,当所使用的激光10相邻光斑101的位置关系为相离或相交时,相邻光斑101之间的距离可以为0.5μm~50μm,以保证形成的栅线具有良好的接触,且减少对太阳能电池基片30的损伤。此处的相邻光斑101之间的距离指的是相邻光斑101在沿着光斑101圆心连线的延伸方向上光斑101的边缘之间的距离。若相邻光斑101之间的间距过小,则激光设备在太阳能电池表面形成的光斑101数量过多,激光10开口率过大,导致激光10对太阳能电池基片30的损伤较大,进而使得太阳能电池的机械载荷能力较小;若相邻光斑101之间的间距过大,则形成的栅线与太阳能电池基底之间欧姆接触的面积减小,使得串联电阻增大,进而影响到太阳能电池的效率。
78.示例性的,当相邻光斑相离或相交时,相邻光斑之间的距离可以为0.5μm、1μm、10μm、20μm、40μm、50μm等等,此处仅做举例,并不具体限定。
79.在一些示例中,在第一面上按照栅线载板的图案进行激光开槽中,激光的光斑宽度范围为5μm~50μm。基于此,激光的光斑宽度范围在5μm~50μm之间,在栅线图形设计、浆料填充及后续的烧结等工艺步骤中,该光斑的宽度范围都和本技术实施例所提供的太阳能电池栅线结构的制作方法更加匹配。可以理解的是,激光的光斑宽度即激光光斑的直径。
80.示例性的,激光光斑的宽度可以为5μm、10μm、20μm、30μm、40μm、50μm等等,此处仅做举例,并不具体限定。
81.在一些示例中,在利用激光将浆料转移至太阳能电池第一面的表面之后,利用同一设备在第一面上制备第一栅线还包括:
82.对第一面表面的浆料进行第二次烘干。第二次烘干的温度范围为50℃~300℃,第二次烘干的时间范围为20s~200s。
83.基于此,在利用激光转印技术将浆料转移到太阳能电池的第一面后,可以对第一面表面的浆料进行第二次烘干,使得第一面表面的浆料可以固化成型,防止在后续制作第二面的栅线或太阳能电池翻转的过程中被破坏。烘干后的第一栅线所包括的细栅线可以收集传输到太阳能电池表面的载流子,并传输给主栅,还可以与太阳能电池第一面的表面形成欧姆接触,降低串联电阻,提高太阳能电池的效率。
84.同时,第二次烘干时的温度范围限定在50℃~300℃之间,时间范围限定在20s~
200s之间,若烘干时的温度太低或时间太短,则转印的浆料无法彻底干燥固化,在后续的印刷及翻转过程中会使第一栅线被破坏;若烘干时的温度过高或烘干时间过长,则会影响到第一栅线与太阳能电池第一面之间的欧姆接触,进而影响到太阳能电池的效率。
85.示例性的,第二次烘干的烘干温度可以为50℃、100℃、150℃、200℃、300℃等,第二次烘干的烘干时间可以为20s、50s、100s、150s、200s等,此处仅做举例,并不具体限定。
86.示例性的,形成第一面上的第一栅线的材料可以为铝,此时的浆料即为铝浆料,进行第二次烘干的设备可以为烘箱,此处仅做举例,并不具体限定。
87.s30,在第二面上制备第二栅线。
88.基于此,当太阳能电池的第一面为背光面,第二面为向光面时,由于太阳能电池的第二面要进行光电转换,直接关系到太阳能电池的转换效率,因此可以通过改变第二面上的第二栅线的设计来减少遮光面积,提高太阳能电池第二面上可以被太阳光照射的面积,进而提高太阳能电池的光电转换效率。在制备第二面上的第二栅线时,可以和制备第一栅线相同,采用激光转印技术,也可以采用常规的丝网印刷工艺。当采用丝网印刷工艺来制备第二栅线时,可以先制备第二栅线中的主栅,再制备细栅,在每次印刷完成后都进行烘干定型,最后进行烧结步骤,太阳能电池的栅线结构制作完成。
89.示例性的,第二栅线的材料可以为银,在每次印刷结束后进行烘干操作时所使用的设备可以为烘箱,此处仅作举例,并不具体限定。
90.图4所示为现有技术中的栅线结构示意图;图5所示为本技术实施例所提供的太阳能电池栅线结构的示意图;图6所示为本技术实施例所提供的太阳能电池栅线结构在一条主栅位置处的示意图;图7所示为图6的局部放大图。
91.基于同一发明构思,请参阅图5,本技术还提供一种太阳能电池栅线结构,由上述实施例所描述的太阳能电池栅线结构的制作方法制作而成,太阳能电池基片具有相对的第一面和第二面,太阳能电池栅线结构包括位于第一面上的第一栅线和位于第二面上的第二栅线。
92.基于此,请参阅图2和图5,在采用上述实施例所描述的太阳能电池栅线结构的制作方法所制作的太阳能电池栅线结构中,形成的第一栅线是通过在同一设备上进行激光开槽和激光转印制得的,简化了工艺流程,同时降低了对栅线浆料的消耗,进而降低了太阳能电池的生产成本。形成第一栅线时所使用的激光10相邻光斑101之间的位置关系可以为相切、相离或者相交,其中,当所使用的激光10相邻光斑101的位置关系为相离或相交时,相邻光斑101之间的距离可以为0.5μm~50μm,以保证形成的第一栅线具有良好的接触,且减少对太阳能电池基片的损伤。
93.在一些示例中,请参阅图5~图7,第一栅线包括至少一条主栅线32和多条细栅线31,主栅线32包括至少一个第一区域321;在第一区域321内,至少五条细栅线31贯穿主栅线32,太阳能电池栅线结构还包括多条防断栅线33,每条防断栅线33连接相邻两条细栅线31。
94.基于此,将图4与图5~图7对比可知,第一栅线包括至少一条主栅线32和多条细栅线31,其中的细栅线31用于收集传递到太阳能电池表面的载流子并传递给主栅线32,之后通过主栅来进行对外输出。在现有的技术中,主栅41两侧的细栅42如果有一侧因印刷质量不良造成的细栅42高宽比不佳或损坏等问题,会导致该侧细栅42处的电阻增大,进而增大了串联电阻,降低了太阳能电池的效率。而本技术实施例所提供的太阳能电池栅线结构,在
主栅线32上设置有至少一个第一区域321,第一区域321内包括有至少五条细栅线31将主栅线32贯穿,将主栅线32两侧的细栅线31电连接,若主栅线32两侧中任一侧细栅线31具有因印刷质量不良造成的细栅高宽比不佳或损坏等造成的细栅处电阻较大的问题,载流子可以通过第一区域321内贯穿主栅的细栅线31从印刷质量较好或未发生损坏的电阻较小的细栅处向外界输出,使得太阳能电池输出的电流损失较小,提高了太阳能电池的效率。第一区域321内的太阳能电池栅线结构还包括多条防断栅线33,每条防断栅线33将相邻两条细栅线31连接起来,不仅能够防止第一区域321内贯穿主栅线32的细栅线31的断裂,保证了稳定性,还使得细栅线31在部分断裂的情况下仍旧能够收集载流子传递给主栅,保证了第一区域321内贯穿主栅线32的细栅线31对太阳能电池效率提升的效果。
95.在一些示例中,第一面上还具有电极,以和太阳能电池的背光面形成良好的欧姆接触,并且提供良好的可焊性,便于太阳能电池与焊带焊接,有利于载流子向电池外的传输。
96.在一些示例中,请参阅图5~图7,本技术实施例所提供的太阳能电池第一面上的主栅线32可以为间断式主栅线,第一面上的电极与主栅线32的位置部分重叠,可以减少栅线浆料的用量,降低了太阳能电池的生产成本。
97.在一些示例中,请参阅图5~图7,当主栅线32包括至少两个第一区域321时,相邻两个第一区域321之间的间距范围为13mm~15mm。
98.基于此,请参阅图5~图7,当主栅线32为间断式主栅线时,主栅线32位置处暴露出来的电极与焊带焊接,若主栅线32包括至少两个第一区域321,相邻两个第一区域321之间的间距范围可以为13mm~15mm,以保证良好的焊接效果和载流子收集能力。若相邻两个第一区域321之间的间距过小,一方面会导致细栅线31和电极之间的高度差过大,进而使得电极与焊带的焊接效果变差;另一方面细栅线31与电极的距离也会过近,当焊带热胀冷缩时会与细栅线31发生接触,导致太阳能电池发生隐裂等现象,进而影响到太阳能电池的质量。若相邻两个第一区域321之间的间距过大,则太阳能电池的载流子收集能力也较弱。
99.在一些示例中,多条细栅线31构成几何图案或异形图案;在第一区域321内,每条细栅线31沿相应细栅线31的延伸方向贯穿主栅线32。基于此,在太阳能电池的第一面上,多条细栅线31可以构成规则的几何图案,也可以构成形状不规则或较为复杂的异形图案,主栅线32上第一区域321内贯穿主栅的细栅线31在贯穿时可以沿着细栅线31各自的延伸方向来贯穿主栅线32,使得最终形成的第一栅线的栅线图案更具观赏性。
100.在一些示例中,请参阅图7,在第一区域321内,贯穿主栅线32的每条细栅线31与主栅线32垂直。基于此,当在太阳能电池的第一面上,多条细栅线31构成了规则的几何图案,或形状不规则或较为复杂的异形图案时,第一区域321内贯穿主栅线32的每条细栅线31均可以与主栅线32垂直,不仅可以连接更多的细栅线31,还由于贯穿位置处的细栅线31与主栅线32垂直时长度最短,降低了栅线处的电阻,进而降低了串联电阻,提高了太阳能电池的效率。
101.在一些示例中,请参阅图5~图7,每条细栅线31垂直于主栅线32。基于此,在太阳能电池的第一面上的每条细栅线31都与主栅线32垂直,此时对栅线浆料的消耗最少,且能保证载流子的正常收集。
102.在一些示例中,细栅线的宽度范围可以为30μm~200μm,若细栅线太窄,则容易发
生断栅,且会导致串联电阻增加,进而影响到太阳能电池的效率;若细栅线太宽,则会影响到太阳能电池与金属电极的复合,导致太阳能电池的效率降低,同时也会增加第一面上的遮光程度,降低太阳能电池的双面率。
103.在一些示例中,请参阅图5~图7,本技术实施例所提供的太阳能电池栅线结构上还可以包括设于栅线四角位置处的定位点34,用于在进行栅线印刷时与印刷设备定位,保证印刷的准确性。
104.在一些示例中,请参阅图5,本技术实施例所提供的太阳能电池栅线结构上还可以在第一面中间位置进行留白,不填充栅线浆料,便于在将整张太阳能电池片进行切片时的切割方便,若切割处填充有栅线浆料,进行激光10切割时的切割效果不佳,激光10功率较大则碎片率高,激光10功率较小则容易切割不彻底。切割完的半片太阳能电池连接起来,组件功率更高。
105.基于同一发明构思,本技术还提供一种太阳能电池,包括上述实施例所描述的太阳能电池栅线结构。
106.所包括的太阳能电池栅线结构中,形成的第一栅线是通过在同一设备上进行激光开槽和激光转印制得的,简化了工艺流程,同时降低了对栅线浆料的消耗,进而降低了太阳能电池的生产成本。形成第一栅线时所使用的激光相邻光斑之间的位置关系可以为相切、相离或者相交,其中,当所使用的激光相邻光斑的位置关系为相离或相交时,相邻光斑之间的距离可以为0.5μm~50μm,以保证形成的第一栅线具有良好的接触,且减少对太阳能电池基片的损伤。
107.为了验证本技术实施例所提供的太阳能电池栅线结构及其制作方法、太阳能电池的性能,在常规的perc(passivated emitterand rear cell)电池上分别采用常规的栅线结构及制作方法制得太阳能电池,作为对比例,与采用本技术实施例所提供的太阳能电池栅线结构及其制作方法制得的太阳能电池,作为实施例进行对比,并对实施例太阳能电池和对比例太阳能电池进行相关性能测试,得到的性能参数如下表1。其中的数量为实施例与对比例中进行测试的太阳能电池的数量,差值为实施例的数值减去对比例的数值得到的差值。
108.表1太阳能电池的性能参数对比表
[0109][0110]
由表1可知,在性能测试中,在进行了大量的测试后,与现有技术中采用常规的栅线结构及制作方法制得太阳能电池相比,采用本技术实施例所提供的太阳能电池栅线结构及其制作方法制得的太阳能电池,光电转换效率提升了0.066%,且开路电压降低了0.0009v,短路电流降低了0.003a,填充因子增加了0.36%,表明本技术实施例所提供的太阳能电池栅线结构及其制作方法、太阳能电池可以提高太阳能电池的效率。
[0111]
图8为本技术实施例所提供的太阳能电池老化前后的拉力表征箱线图,在组件端焊接机上对实施例太阳能电池与对比例太阳能电池分别进行老化前后的拉力测试,得到如图8所示的箱线图,其中,箱线图上方的数值为测试得到的平均拉力值。如图8所示,将多个实施例与对比例的测试结果绘制成箱线图后可以看出,本技术实施例所提供的太阳能电池的平均拉力值更大,老化前后的不合格率更小,表明本技术所提供的太阳能电池的焊接性能更好。
[0112]
综上,本技术提供的一种太阳能电池栅线结构及其制作方法、太阳能电池,至少实现了如下的有益效果:
[0113]
本技术所提供的一种太阳能电池栅线结构及其制作方法、太阳能电池中,当在太阳能电池基片上形成栅线结构,太阳能电池基片具有相对的第一面和第二面时,可以利用同一设备在太阳能电池基片第一面上制备第一栅线,来简化太阳能电池栅线制作时的工艺流程。具体地,可以先利用激光在第一面上按照栅线载板的图案进行开槽,将栅线图案刻划到第一面上,再按照栅线载板对第一面上形成的栅线图案刻划槽进行浆料的填充,之后再次使用激光设备,利用激光转印技术将槽中的浆料转移至太阳能电池第一面的表面,进而在太阳能电池的第一面表面形成第一栅线。与现有技术中所采用的丝网印刷技术相比,本技术利用激光转印技术在太阳能电池的表面制备栅线,使得对太阳能电池进行刻划开槽和浆料转印的步骤可以在同一设备上先后进行,简化了太阳能电池栅线制备的工艺流程,同时,本技术所选用的激光转印技术与丝网印刷技术相比可以降低对浆料的消耗,降低了栅线制作时的成本,进而降低了太阳能电池的生产成本。此外,在使用激光进行开槽或浆料填充时,所使用的激光相邻光斑之间的位置关系可以为相切、相离或者相交,其中,当所使用的激光相邻光斑的位置关系为相离或相交时,相邻光斑之间的距离可以为0.5μm~50μm,以保证形成的栅线具有良好的接触,且减少对太阳能电池基片的损伤;若相邻光斑之间的间距过小,则激光对太阳能电池基片的损伤较大,若相邻光斑之间的间距过大,则形成的栅线与太阳能电池基体之间的接触较差,进而影响到太阳能电池的效率。
[0114]
虽然已经通过例子对本技术的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本技术的范围。本领域的技术人员应该理解,可在不脱离本技术的范围和精神的情况下,对以上实施例进行修改。本技术的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1