一种软包电池及其应用的制作方法
1.本发明属于二次电池技术领域,具体涉及一种软包电池及其应用。
背景技术:
2.按包装分类,二次电池通常可分为软包电池和硬包电池,其中硬包电池又可以分为方形电池和圆柱电池,硬包电池的电池壳为金属或合金;软包电池的包装通常为铝塑膜,结构刚性较硬包电池小,但是质量轻,因此和硬包电池相比,具有较高的质量比能量。
3.为了保证电芯内部不短路,隔膜的尺寸通常大于正、负极的尺寸;在软包电池封装过程中,为了保证集流体和外极耳之间形成接触良好的焊点,同时保证铝塑膜封装(热封)过程中不破坏上述焊点;最终所得软包电池的电池壳和电芯之间会形成一段空隙,工业上常采用抽真空的方式排出上述空隙内的气体、电解液,以达到固定电芯的作用。
4.二次电池在循环过程中,厚度逐渐增加,电解液逐渐消耗,最终导致电解液不足。电解液不足是锂离子电池循环失效的一个重要原因。特别是软包叠片电池和软包卷绕电池。
5.为解决电解液不足的问题,有研究在极片上涂一层大孔隙率的涂层来储存电解液。涂层中约束电解液的是毛细管力。但是这么做增加了电池厚度。也有研究人员考虑在封装时多留电解液,这一方面会导致软包电池软,另一方面活性锂容易迁移至没有正极正对的负极悬空区(负极面积通常大于正极),进而在循环过程中更容易发生电池边缘析锂鼓起的问题。
技术实现要素:
6.本发明旨在至少解决上述现有技术中存在的技术问题之一。为此,本发明提出一种软包电池,通过结构的设计,能在不增加软包电池厚度以及牢固固定电芯的基础上,提升软包电池的保液量,最终显著提升所述软包电池的循环性能。
7.本发明还提出上述软包电池的应用。
8.根据本发明的一个方面,提出了一种软包电池,包括:
9.电芯;所述电芯包括极耳,所述电芯中极耳所在一侧边缘设有储液结构;
10.所述储液结构包括隔膜、包裹在所述隔膜内的吸液物质,以及附着在隔膜和电芯间的粘结剂;
11.包装膜,包裹所述电芯和储液结构。
12.根据本发明的一种优选的实施方式,至少具有以下有益效果:
13.(1)传统的软包电池的制备工艺中,电芯中极耳所在一侧边缘通常存在空隙;本发明充分利用上述空隙设置储液结构,没有增加软包电池的厚度、长度等尺寸,同时提升了保液量;因此所得软包电池与传统产线、动力电池组的设计等,相容性良好。
14.(2)本发明在上述空隙中设置了储液结构,其中的吸液物质通过毛细管力和低的化学势约束富余的电解液,避免电池软以及循环过程中电池边缘析锂、鼓起等问题;循环过
程中电解液逐渐消耗,储液结构中的电解液逐渐释放出来,被电芯主体吸收,延缓了电解液不足造成的循环失效。
15.(3)本发明提供的储液结构具有隔膜外层,一方面可以避免所述吸液物质散落对电芯的影响,另一方面保证储液结构具有可塑的外形,可随电芯形状的变化而变化,储液结构和电芯接触位置还设有粘结剂,可确保两者间的紧密相连。
16.在本发明的一些实施方式中,所述包装膜上设有容纳所述电芯的凹陷区a,和容纳所述储液结构的凹陷区b。
17.在本发明的一些实施方式中,所述包装膜上设有角封区,所述角封区与所述凹陷区a的角相邻。
18.在本发明的一些实施方式中,所述包装膜上设有气囊,所述气囊设于所述凹陷区a和所述凹陷区b之外的位置。
19.所述角封区固定所述电芯和吸液结构。
20.在本发明的一些实施方式中,所述包装膜的材质选自铝塑膜。
21.传统的软包电池的制备工艺中,电芯中极耳所在一侧边缘通常存在空隙。
22.在本发明的一些实施方式中,所述储液结构的体积无需固定,可由所述空隙的体积决定,也可由实际注液量的要求决定。
23.在本发明的一些实施方式中,所述吸液物质包括吸液树脂。
24.在本发明的一些实施方式中,所述吸液树脂包括吸油树脂和吸水树脂中的至少一种。
25.在本发明的一些实施方式中,所述吸液树脂的吸液质量与自身重量的比值≥1.2。
26.所述吸液树脂可吸收大于其重量1.2倍的电解液,吸液后会发生膨胀,也会具有一定的粘性,确保所述储液结构中的吸液物质和所述电芯紧密相连,进而避免两者之间的电解液输送发生中断。
27.在本发明的一些实施方式中,所述吸液物质还包括多孔材料。
28.在本发明的一些实施方式中,所述多孔材料包括膨胀珍珠岩和多孔氧化铝中的至少一种。
29.在本发明的一些实施方式中,所述吸液树脂和多孔材料的质量比为0.1~10:1。
30.在本发明的一些实施方式中,所述粘结剂和所述吸液树脂的材质选择范围相同。
31.所述粘结剂吸收电解液后可发生膨胀,提升所述储液结构和电芯之间粘附的紧密度。
32.在本发明的一些实施方式中,所述极耳包括正极耳和负极耳;
33.在本发明的一些实施方式中,所述正极耳和负极耳位于所述电芯的同一条边上。
34.在本发明的一些实施方式中,所述正极耳和负极耳分别设于所述电芯相对的两个边上。
35.在本发明的一些实施方式中,所述电芯包括正极片、负极片和隔膜。
36.在本发明的一些实施方式中,所述正极片的活性材料包括磷酸铁锂、钴酸锂、镍酸锂、锰酸锂和镍钴锰酸锂中的至少一种。
37.在本发明的一些实施方式中,所述负极片的活性材料包括石墨、锂金属、锂合金和硅碳基材料中的至少一种。
38.在本发明的一些实施方式中,将容量保持率≤80%视为循环寿命终止,所述储液结构至少可延长所述软包电池的平均循环寿命200周。
39.在本发明的一些实施方式中,所述软包电池的制备方法,包括如下步骤:
40.s1.在所述包装膜上设置所述凹陷区a,和所述凹陷区b;
41.s2.将所述电芯和储液结构分别放置于所述凹陷区a和凹陷区b中,顶侧封;
42.s3.真空烘烤;
43.s4.注液,封口;
44.s5.搁置;
45.s6.化成;
46.s7.搁置老化;
47.s8.二封;
48.s9.分容。
49.根据本发明的再一个方面,提出了所述软包电池在动力电池领域中的应用。
50.根据本发明的再一个方面,提出了所述软包电池在储能领域中的应用。
附图说明
51.下面结合附图和实施例对本发明做进一步的说明,其中:
52.图1为本发明实施例1中软包电池的结构示意图;
53.图2为本发明实施例1中软包电池的吸液结构的示意图;
54.图3为本发明实施例1中软包电池的包装膜的结构示意图;
55.图4为本发明实施例2中软包电池的结构示意图;
56.图5为本发明实施例2中软包电池的包装膜的结构示意图;
57.图6为相关技术中软包电池的结构示意图;
58.图7为相关技术中软包电池的结构示意图。
59.附图标记:
60.100、电芯;110、极耳;111、正极耳;112、负极耳;
61.200、储液结构;210、隔膜;220、吸液物质;221、多孔材料;222、吸液树脂;230、粘结剂;
62.300、包装膜;310、凹陷区a;320、凹陷区b;330、顶封区;340、侧封区;350、角封区;360、气囊;
63.400、顶封未封区。
具体实施方式
64.以下将结合实施例对本发明的构思及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。
65.实施例1
66.本实施例提供了一种同侧设置极耳的软包电池,具体结构如图1所示:
67.本实施例提供的软包电池由以下部件组成:
68.电芯100:电芯100是由正极片、负极片和隔膜叠片形成的,型号为86118125(电芯100的厚度为8.3mm,宽度为116mm,长度为110mm,软包电池的设计容量为12ah),其中正极片的活性物质为磷酸铁锂;电芯100的同一边上设有正极耳111和负极耳112(正极耳和负极耳的相互位置可以调换);
69.储液结构200:储液结构200位于电芯100中极耳110所在一侧边缘;如图2所示,储液结构200包括隔膜210、包裹在隔膜210内部的吸液物质220和设于隔膜210外侧(与电芯100相邻一侧)的粘结剂230;储液结构200的形状是不固定的,可以根据电芯100和顶封区330之间留存的位置进行调整;本实施例中设置有两个吸液结构,每个吸液结构中均含有1.34-1.36g的多孔氧化铝(多孔材料221)和0.74-0.76g的吸液树脂222;粘结剂230的材质与吸液树脂222相同,当吸收电解液后,粘结剂230膨胀并且有粘性,确保储液结构200和电芯100粘连,实现电解液传输;
70.包装膜300:如图3所示,包装膜300沿中轴线呈对称结构,其上设有容纳电芯100的凹陷区a310,和容纳储液结构200的凹陷区b 320;凹陷区a 310和凹陷区b 320的深度为4.3mm;凹陷区b 320的尺寸为9mm
×
94mm
×
4.3mm;在凹陷区a310和凹陷区b 320之外,设有气囊360;
71.软包电池的制备过程中,需先在包装膜300上设置凹陷区a310,和凹陷区b 320;之后先在凹陷区b 320内放置一个储液结构200;再在凹陷区a 310内放置带有极耳110的电芯100;再次在凹陷区b 320上方放置一个储液结构200后,将包装膜300沿中轴线翻折,然后将顶封区330、远离气囊360一侧的侧封区340和角封区350热封后,经过真空烘烤,沿气囊360一侧注液,并将气囊360远离电芯100的一侧封口,搁置,化成,搁置老化,二封(即裁去气囊360后,将电芯100和气囊袋360之间的侧封区340封装),分容即得成品。
72.经称量,电池分容后每个储液结构200吸收电解液2.6~2.7g;电池循环结束后,每个储液结构200中残留的电解液重0.7~0.8g;本实施例中,软包电池的循环过程中,储液结构200共提供了不小于3.6g的电解液。
73.本实施例中,软包电池的循环条件为:1c倍率,循环电压为2.5~3.65v,直至容量保持率≤80%时停止。
74.共进行三个平行试验,试验结果如表1所示。
75.实施例2
76.本实施例提供了一种两侧出极耳的软包电池,其结构示意图如图4所示:
77.本实施例提供的软包电池由以下部件组成:
78.电芯100:电芯100是由正极片、负极片和隔膜叠片形成的,型号为104136263(电芯100的厚度10.1mm,宽度134mm,长度233mm,设计容量为46ah),其中正极片的活性物质为锰酸锂和ncm811按照8:2的质量比形成的混合物;电芯100相对的两条边上分别设有正极耳111和负极耳112(正极耳和负极耳的相互位置可以调换);
79.储液结构200:储液结构200分别设于电芯100中正极耳111和负极耳112所在一侧边缘;储液结构200的具体结构和实施例1相同(如图2);其区别在于,多孔材料221选自膨胀珍珠岩。本实施例中设置有四个吸液结构,每个吸液结构中均含有0.33-0.35g的膨胀珍珠岩(多孔材料221)和0.89-0.91g的吸液树脂222;粘结剂230的材质与吸液树脂222相同,当
吸收电解液后,粘结剂230膨胀并且有粘性,确保储液结构200和电芯100粘连,实现电解液传输;
80.包装膜300:包装膜300的结构示意如图5所示,包括两片完全相同的铝塑膜,每一片铝塑膜上均设有容纳电芯100的凹陷区a 310,和容纳储液结构200的凹陷区b 320;凹陷区a 310和凹陷区b 320的深度为5.2mm;凹陷区b 320的尺寸为8mm
×
105mm
×
5.2mm;与实施例1的区别在于图3的中轴线附近设有顶封区330,且中轴线处断开;即本实施例中包装膜300分为形状相似的第一封装膜和第二封装膜,封装过程中需封装四个边;
81.软包电池的制备过程中,需先在包装膜300上设置凹陷区a310,和凹陷区b 320;之后先在两个凹陷区b 320内分别放置一个储液结构200;再在凹陷区a310内放置带有极耳110的电芯100;再次分别在两个凹陷区b 320上方放置一个储液结构200后,将包装膜300的两个部分合在一起,然后将顶封区330、远离气囊360一侧的侧封区340和角封区350热封后,经过真空烘烤,沿气囊360一侧注液,并将气囊360远离电芯100的一侧封口,搁置,化成,搁置老化,二封(即裁去气囊360后,将电芯100和气囊袋360之间的侧封区340封装),分容即得成品。
82.经称量,电池分容后每个储液结构200吸收电解液2.9-3.0g;电池循环结束后,每个储液结构200中残留的电解液重0.8-0.9g;本实施例中,软包电池的循环过程中,储液结构200共提供了不小于8.0g的电解液。
83.本实施例中,软包电池的循环条件为:1c倍率,循环电压为3.0~4.2v,直至容量保持率≤80%时停止。共进行三个平行试验,试验结果如表1所示。
84.对比例1
85.本对比例提供了一种软包电池,与实施例1的区别在于:
86.顶封未封区400内未设置储液结构200,而是直接进行真空封装,具体结构如图6所示。
87.对比例2
88.本对比例提供了一种软包电池,与实施例2的区别在于:
89.顶封未封区400内未设置储液结构200,而是直接进行真空封装,具体结构如图7所示。
90.试验例
91.本试验例测试了实施例1~2和对比例1~2所得软包电池的循环性能,测试条件如实施例1~2所示,测试结果如表1所示。
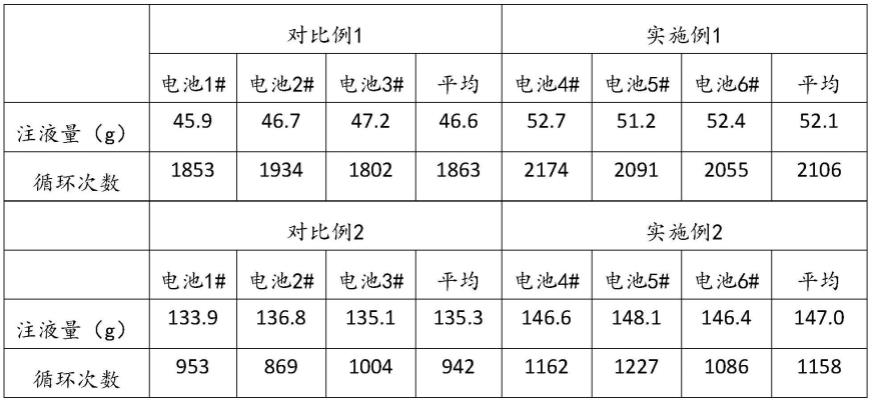
92.表1实施例1~2和对比例1~2所提供软包电池的注液量以及容量保持率为80%时的循环次数
[0093][0094]
表1结果显示,本发明设计的软包电池(实施例1~2),相较于传统的软包电池(对比例1~2),按80%容量保持率为软包电池循环寿命的终点,本发明通过增设储液结构后,软包电池的循环寿命至少可以提升200周。
[0095]
上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。此外,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1