一种三元软包锂电池分段式化成工艺的制作方法
1.本发明涉及锂电池技术领域,具体涉及一种三元软包锂电池分段式化成工艺。
背景技术:
2.锂电池的化成主要有两个方面的作用:一是使电池中活性物质借助于第一次充电转化成具有正常电化学作用的物质;二是使在电极固体相界面与电解液液相界面之间形成一个固体质界面(solid electrolyte interface膜,简称sei膜),电解液中有有机物,锂离子会与之形成溶剂化大分子,若没有这个sei膜,锂离子形成的溶剂化大分子,这个大分子比锂离子外形大,会嵌入碳负极层中,频繁嵌入或脱出,很容易导致碳层塌陷,电池容量降低。而sei膜的形成,可阻止大分子的进入,只让锂离子进入或让溶剂化大分子中的锂离子分离出来,嵌入碳分层中。负极表面的sei膜在锂电池的电化学反应中,对于电池的稳定性扮演着重要的角色。因此电池制造商除将材料及制造过程列为机密外,化成条件也被列为各公司制造电池的重要机密。目前,对于三元锂电池主要采用两步法进行化成处理,即先在低充电电流(例如0.03c)下充电10h,然后再在高充电电流(例如1c)下充电7h,利用该方法对三元锂电池进行化成后,针对同一工艺调下下生产的电池的容量数据很不稳定,且容量分散性较大,低容量电池的比例常会达到30%左右。
技术实现要素:
3.本发明的目的在于提供一种三元软包锂电池分段式化成工艺,以缓解利用现有化成工艺得到的三元锂离子电池容量不稳定,且容量分散性较大,低容量电池比例较大的技术问题,用该化成工艺得到的三元锂离子电池的容量更稳定,且同批电池中容量数据集中,低容量电池的比例较低。从而解决了上述背景技术中提出的问题。
4.本发明采用的技术方案如下:
5.一种三元软包锂电池分段式化成工艺,包括以下步骤:
6.步骤一、在恒温55~65℃的状态下,使用0.2c的电流,在0.2mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电5~15min,完后三元锂离子电池充电量的1%~2%;
7.步骤二、然后在0.2~0.4mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电10~15min,完后三元锂离子电池充电量的3%~5%;
8.步骤三、之后再在0.4~0.6mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电15~25min,完后三元锂离子电池充电量的8%~10%;
9.步骤四、最后再在0.6~0.8mpa下充电25~35min,完后三元锂离子电池充电量的42%~48%;
10.步骤五、在1.0mpa压力下对电芯以20~40hz的频率进行振动并进行65℃的高温烘烤20min~30min,让电极和隔膜能够充分吸收电解液并减少锂离子扩散的极化问题,同时提升电池硬度及平整度。
11.对三元锂离子电池进行气袋边朝上纵向充电过程中的截止电压为3.7~4.0v。
12.进一步地,所述的一种三元软包锂电池分段式化成工艺,包括以下步骤:
13.步骤一、在恒温55℃的状态下,使用0.2c的电流,在0.2mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电5min,完后三元锂离子电池充电量的1%;
14.步骤二、然后在0.2mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电15min,完后三元锂离子电池充电量的3%;
15.步骤三、之后再在0.4mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电15min,完后三元锂离子电池充电量的8%;
16.步骤四、最后再在0.6mpa下充电25min,完后三元锂离子电池充电量的42%;
17.步骤五、在1.0mpa压力下对电芯以20hz的频率进行振动并进行65℃的高温烘烤20min,让电极和隔膜能够充分吸收电解液并减少锂离子扩散的极化问题,同时提升电池硬度及平整度。
18.进一步地,所述的一种三元软包锂电池分段式化成工艺,包括以下步骤:
19.步骤一、在恒温60℃的状态下,使用0.2c的电流,在0.2mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电10min,完后三元锂离子电池充电量的1.5%;
20.步骤二、然后在0.3mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电20min,完后三元锂离子电池充电量的4%;
21.步骤三、之后再在0.5mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电20min,完后三元锂离子电池充电量的9%;
22.步骤四、最后再在0.7mpa下充电30min,完后三元锂离子电池充电量的44%;
23.步骤五、在1.0mpa压力下对电芯以30hz的频率进行振动并进行65℃的高温烘烤25min,让电极和隔膜能够充分吸收电解液并减少锂离子扩散的极化问题,同时提升电池硬度及平整度。
24.进一步地,所述的一种三元软包锂电池分段式化成工艺,包括以下步骤:
25.步骤一、在恒温65℃的状态下,使用0.2c的电流,在0.2mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电15min,完后三元锂离子电池充电量的2%;
26.步骤二、然后在0.4mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电15min,完后三元锂离子电池充电量的5%;
27.步骤三、之后再在0.6mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电25min,完后三元锂离子电池充电量的10%;
28.步骤四、最后再在0.8mpa下充电35min,完后三元锂离子电池充电量的48%;
29.步骤五、在1.0mpa压力下对电芯以40hz的频率进行振动并进行65℃的高温烘烤30min,让电极和隔膜能够充分吸收电解液并减少锂离子扩散的极化问题,同时提升电池硬度及平整度。
30.综上所述,由于采用了上述技术方案,本发明的有益效果是:
31.本发明提供的化成工艺中的压力选用的0.1~1.0mpa,并且在该压力范围内采用阶梯分段方式进行充电,即,先在小压力下充电一定时间,然后再在大压力下进行充电。在小压下,例如0.2~4mpa下充电,得到的sei膜质量较好,分布均匀,sei膜的界面清晰完整,然后再逐步增大充电压力,使形成的sei膜进一步致密化,且化成过程增加一定频率的振动跟高温利用该化成工艺制备得到的sei膜的热稳定性更好。sei膜的稳定性越高,电池容量
的发挥越高,且容量集中度和一致性提高。界面稳定性、平整度和硬度,并显著提高聚合物锂离子电池的耐高电压、耐高温性能、循环性能和安全性能。
附图说明
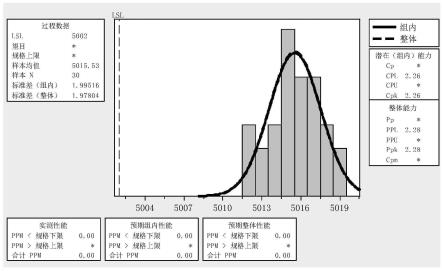
32.图1为本发明实施例1的电芯容量分布的过程能力图;
33.图2为采用现有传统两步法进行化成处理的三元锂电池的电芯容量分布的过程能力图;
具体实施方式
34.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
35.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.实施例1
37.本实施例提供一种三元软包锂电池分段式化成工艺,包括以下步骤:
38.步骤一、在恒温55℃的状态下,使用0.2c的电流,在0.2mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电5min,完后三元锂离子电池充电量的1%;
39.步骤二、然后在0.2mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电15min,完后三元锂离子电池充电量的3%;
40.步骤三、之后再在0.4mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电15min,完后三元锂离子电池充电量的8%;
41.步骤四、最后再在0.6mpa下充电25min,完后三元锂离子电池充电量的42%;
42.步骤五、在1.0mpa压力下对电芯以20hz的频率进行振动并进行65℃的高温烘烤20min,让电极和隔膜能够充分吸收电解液并减少锂离子扩散的极化问题,同时提升电池硬度及平整度。
43.对三元锂离子电池进行气袋边朝上纵向充电过程中的截止电压为3.7~4.0v。
44.实施例2
45.本实施例提供一种三元软包锂电池分段式化成工艺,包括以下步骤:
46.步骤一、在恒温60℃的状态下,使用0.2c的电流,在0.2mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电10min,完后三元锂离子电池充电量的1.5%;
47.步骤二、然后在0.3mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电20min,完后三元锂离子电池充电量的4%;
48.步骤三、之后再在0.5mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电20min,完后三元锂离子电池充电量的9%;
49.步骤四、最后再在0.7mpa下充电30min,完后三元锂离子电池充电量的44%;
50.步骤五、在1.0mpa压力下对电芯以30hz的频率进行振动并进行65℃的高温烘烤25min,让电极和隔膜能够充分吸收电解液并减少锂离子扩散的极化问题,同时提升电池硬度及平整度。
51.对三元锂离子电池进行气袋边朝上纵向充电过程中的截止电压为3.7~4.0v。
52.实施例3
53.本实施例提供一种三元软包锂电池分段式化成工艺,包括以下步骤:
54.步骤一、在恒温65℃的状态下,使用0.2c的电流,在0.2mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电15min,完后三元锂离子电池充电量的2%;
55.步骤二、然后在0.4mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电15min,完后三元锂离子电池充电量的5%;
56.步骤三、之后再在0.6mpa的压力下,对三元锂离子电池进行气袋边朝上纵向充电25min,完后三元锂离子电池充电量的10%;
57.步骤四、最后再在0.8mpa下充电35min,完后三元锂离子电池充电量的48%;
58.步骤五、在1.0mpa压力下对电芯以40hz的频率进行振动并进行65℃的高温烘烤30min,让电极和隔膜能够充分吸收电解液并减少锂离子扩散的极化问题,同时提升电池硬度及平整度。
59.对三元锂离子电池进行气袋边朝上纵向充电过程中的截止电压为3.7~4.0v。
60.通过实验验证采用实施例1的工艺化成处理的三元锂电池以及采用现有传统两步法进行化成处理的三元锂电池,可知如图1及图2所示,本发明提供的化成工艺中的压力选用的0.1~1.0mpa,并且在该压力范围内采用阶梯分段方式进行充电,即,先在小压力下充电一定时间,然后再在大压力下进行充电。在小压下,例如0.2~4mpa下充电,得到的sei膜质量较好,分布均匀,sei膜的界面清晰完整,然后再逐步增大充电压力,使形成的sei膜进一步致密化,且化成过程增加一定频率的振动跟高温利用该化成工艺制备得到的sei膜的热稳定性更好。sei膜的稳定性越高,电池容量的发挥越高,且容量集中度和一致性提高。界面稳定性、平整度和硬度,并显著提高聚合物锂离子电池的耐高电压、耐高温性能、循环性能和安全性能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1