一种锂离子电池的制作方法
1.本发明属于锂离子电池领域,涉及一种锂离子电池。
背景技术:
2.锂离子电池因具有平台电压高、能量密度大、无记忆效应、寿命长等优点,在智能手机、笔记本电脑、蓝牙耳机、穿戴设备中得到了广泛应用。
3.现有的锂离子电池通常采用铝塑膜进行封装,铝塑膜具有质量轻、厚度薄、外形设计灵活等优点,在比容量和内阻方面相比于铝壳、钢壳等传统锂电池包装材料具有明显优势。然而铝塑膜的强度低、抵抗冲击力的能力弱,在发生重物冲击时,电池非常容易发生断裂,造成严重的内部短路,出现热失控的现象。
技术实现要素:
4.本发明提供一种锂离子电池,该锂离子电池通过对负极集流体延伸率的控制,使锂离子电池具有良好的安全性能。
5.本发明提供一种锂离子电池,包括负极片,所述负极片包括负极集流体,所述负极集流体的延伸率>7%。
6.如上所述的锂离子电池,其中,所述负极集流体的延伸率为10%~20%。
7.如上所述的锂离子电池,其中,所述负极片的延伸率>7%。
8.如上所述的锂离子电池,其中,所述负极片的延伸率为10%~20%。
9.如上所述的锂离子电池,其中,所述负极片的抗压强度>10mpa。
10.如上所述的锂离子电池,其中,所述负极片的抗压强度为15~50mpa。
11.如上所述的锂离子电池,其中,所述负极集流体的延伸率为δ%,所述负极集流体的厚度为d,d/δ<1。
12.如上所述的锂离子电池,其中,d/δ<1。
13.如上所述的锂离子电池,其中,所述负极集流体的厚度为6~14μm。
14.如上所述的锂离子电池,其中,所述锂离子电池还包括正极片,所述正极片包括正极集流体与设置于正极集流体至少一功能表面的安全涂层;所述安全涂层按照质量百分含量包括62%~96%的填料、0.1%~8%的导电剂、3%~30%的粘接剂。
15.本发明的锂离子电池,通过限定负极集流体的延伸率>7%,使集流体具有良好的韧性,在发生重物冲击、机械滥用时,集流体在拉伸形变后不易断裂,可避免极片断裂后刺穿隔膜导致电池短路,从而保证锂离子电池的安全性能。
具体实施方式
16.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明的实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造
性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.本发明提供一种锂离子电池,包括负极片,负极片包括负极集流体且负极集流体的延伸率>7%。
18.本发明限定负极片中的集流体的延伸率>7%,使集流体具有良好的韧性,在发生重物冲击、机械滥用时,集流体在拉伸形变后不易断裂,可避免极片断裂后刺穿隔膜导致电池短路,从而保证锂离子电池的安全性能。
19.可以理解的是,负极集流体的延伸率越大,电池的安全性能越高,但延伸率越大,负极集流体的厚度越大,会造成电池能量密度的损失,为兼具电池具有良好的安全性能和能量密度,可选择延伸率为10%~20%的负极集流体用于负极片中。
20.在负极集流体具有高延伸率的同时,同时控制负极片的延伸率>7%,进一步控制为10%~20%,能够进一步保证极片在重物冲击时不易断裂,提升电池的安全性能。通常情况下,负极片的延伸率受负极集流体与负极活性物质层的双重影响,在负极活性物质层不变的情况下,负极集流体的延伸率越高,负极片的延伸率也越高。同时负极活性物质与负极集流体的粘接效果也一定程度影响负极片的延伸率。因此可通过对负极集流体的延伸率和负极活性层的调整,使负极片的延伸率满足上述范围。
21.本发明中负极集流体和负极片的延伸率采用以下测试方法进行测试:
22.负极集流体的延伸率:将负极集流体裁切成宽度15mm的试样,然后放在拉力机上,试样初始长度为50mm,以100mm/s的速度拉伸试样,直至试样断裂。其延伸率δ%=(断裂长度-初始长度)/初始长度。
23.负极片的延伸率:将负极片裁切成宽度15mm的试样,然后放在拉力机上,试样初始长度为50mm,以100mm/min的速度拉伸试样,直至试样断裂。其延伸率δ%=(断裂长度-初始长度)/初始长度。
24.通过选择具有高延伸率的负极集流体和负极片,能够使负极片具有较高的抗压强度。发明人在研究中发现,当负极片的抗压强度>10mpa,进一步在15~50mpa的范围内时,更有利于电池在重物冲击时具有优异的安全性能。
25.随着负极集流体厚度的增加,锂离子电池的安全性能也能够得到相应提升,但同时也会导致电池体积能量密度的相应下降,为了兼具锂离子电池的安全性能和能量密度,可设置负极集流体的厚度为6~14μm。
26.进一步的,负极集流体的厚度为d,负极集流体的延伸率为δ%,当负极集流体的厚度d为6~14μm时,使d/δ<1,进一步使d/δ<0.8,在保证电池具有良好安全性能的同时可进一步避免能量密度的损失。
27.本发明的负极片除负极集流体外,还包括设置于负极集流体至少一功能表面的活性物质层。本发明的负极集流体和活性物质层的种类均可选用本领域常用的负极集流体或活性物质层。负极集流体的功能表面指的是负极集流体上最大的两个表面,用于活性物质层的涂覆。
28.本发明的锂离子电池还包括正极片,正极片包括正极集流体与正极集流体至少一功能表面的安全涂层,其中,安全涂层按照质量百分含量包括62%~96%的填料、0.1%~8%的导电剂、3%~30%的粘接剂。
29.正极集流体可选用本领域常用的正极集流体,如铝箔。正极集流体的功能表面指
的是正极集流体上最大的两个表面,用于功能层的涂覆。功能层既可以是安全涂层也可以是正极活性物质层。
30.正极集流体包括第一功能表面和第二功能表面,在一种可选的实施方式,正极集流体在第一功能表面上设置有安全涂层,在安全涂层远离正极集流体的表面还设置有第一正极活性物质层,正极集流体在第二功能表面设置有第二正极活性物质层;在另一种可选的实施方式中,正极集流体在第一功能表面设置有第一安全涂层,在第二功能表面设置有第二安全涂层,第一安全涂层和第二安全涂层远离正极集流体的表面分别设置有第一正极活性物质层和第二正极活性物质层。第一正极活性物质层和第二正极活性物质层的组成可以相同也可以不同,均可参考本领域常规的正极活性物质层组成。
31.本发明安全涂层中的填料选自正极活性物质、氧化物、碳化物、氮化物中的一种或多种。
32.具体的,正极活性物质包括但不局限于钴酸锂、镍钴锰酸锂、磷酸铁锂、锰酸锂、镍钴铝酸锂、镍钴锰铝酸锂中的至少一种,当填料选自正极活性物质时,存在于安全涂层中的正极活性物质的平均粒径小于存在于正极活性物质层中的正极活性物质的平均粒径,粒径越小越有利于实现安全涂层在于正极集流体上实现薄涂并且能够涂覆的更加致密,薄涂能够使锂离子电池具有更高的能量密度,致密的安全涂层则能够避免机械滥用时正极集流体与负极活性材料直接接触导致电池短路现象的发生。
33.氧化物包括但不局限于氧化铝、氧化钛、氧化镁、氧化锆、硫氧锑矿、氧化钡、氧化锰、氧化硅、氧化铁、四氧化三铁中的至少一种;
34.碳化物选自金属碳化物和/或非金属碳化物,金属碳化物包括但不局限于碳化钛、碳化钙、碳化铬、碳化钽、碳化钒、碳化锆、碳化钨中的至少一种,非金属碳化物包括但不局限于碳化硼和碳化硅中的至少一种;
35.氮化物选自金属氮化物和/或非金属氮化物,金属氮化物包括氮化锂、氮化镁、氮化铝、氮化钛、氮化钽中的至少一种。
36.为了保证锂离子电池在正常使用时具有良好的导电性能,可在安全涂层中加入导电剂,其中,导电剂选自导电炭黑、乙炔黑、石墨、石墨烯、碳纳米管、碳纳米纤维中的一种或多种。
37.此外,为了使安全涂层与正极集流体能够牢靠连接,安全涂层中还包括粘接剂,其中,粘接剂选自聚偏氟乙烯、丙烯酸改性的聚偏氟乙烯、丙烯酸酯类聚合物、聚酰亚胺、丁苯橡胶、苯丙橡胶中的一种或多种。
38.上述正极片可采用本领域常规技术手段制备得到,具体的,先分别将组成安全涂层的原料在溶剂中分散均匀得到安全涂层浆料,组成正极活性层的原料在溶剂中分散均匀得到正极活性层浆料,再将安全涂层浆料涂布于正极集流体表面上,干燥后得到安全涂层,再将正极活性层浆料涂布于安全涂层上,干燥后即可得到本发明的正极片。
39.本发明对涂布的方式不作具体限定,可以采用凹版涂布、挤压涂布、喷涂、丝网印刷等任意一种涂布方式实现安全涂层浆料和正极活性层浆料的涂布。
40.本发明对安全涂层浆料和正极活性层浆料制备中所使用的溶剂也不作特别限定,例如可选自n-甲基吡咯烷酮。
41.本发明的锂离子电池除正极片和负极片外,还包括隔膜,隔膜可选自本领域常规
使用的隔膜,如pp膜、pe膜等。
42.本发明的锂离子电池可以采用本领域常规方法制备得到,具体的,可将正极片、隔膜与负极片依序层叠放置后,通过叠片或者卷绕工艺得到电芯,而后再经过烘烤、注液、化成、封装等工序即可得到上述锂离子电池。
43.以下,通过具体实施例对本发明提供的锂离子电池进行详细的介绍。
44.如无特殊说明,以下实施例中用到的试剂、材料以及仪器均为本领域的常规试剂、常规材料以及常规仪器,均可通过商购获得,所涉及的试剂也可通过本领域常规方法合成获得。
45.实施例1
46.本实施例锂离子电池的制备包括以下步骤:
47.1、正极片的制备
48.1)将磷酸铁锂、炭黑、pvdf按照质量配比为90:3:7混合后得到混合物,以混合物与nmp的质量比为4:6的比例向混合物中加入nmp,经过搅拌得到安全涂层浆料;
49.2)将钴酸锂、炭黑、碳纳米管、pvdf按照质量配比为96:1:1:2混合后得到混合物,以混合物与nmp的质量比为3:7的比例向混合物中加入nmp,经过搅拌得到正极活性物质层浆料;
50.3)将安全涂层浆料涂覆于正极集流体铝箔的两个功能表面上,烘干得到安全涂层,再将正极活性物质层浆料涂覆于安全涂层的表面上,烘干后得到正极片;
51.其中,正极集流体的厚度为9μm,安全涂层的单面厚度为4μm,正极活性物质层的单面厚度为45μm。
52.2、负极片的制备
53.1)将人造石墨、炭黑、丁苯橡胶和羧甲基纤维素钠按照质量配比为96:1:1.5:1.5混合后得到混合物,以混合物与去离子水的质量比为4:6的比例向混合物中加入去离子水,通过搅拌得到负极活性物质层浆料;
54.2)将负极活性物质层浆料通过挤压涂布的工艺涂覆在延伸率为12%的负极集流体铜箔的两个功能表面上得到负极片;
55.其中,负极集流体的厚度为10μm,负极活性物质层的单面厚度为52μm。
56.3、锂离子电池的组装
57.1)分别使用辊压机和分切机对上述正极片和上述负极片进行辊压、分切后,将正极片和负极片上均焊接极耳并贴上保护胶纸;
58.2)将pe隔膜放在正极片和负极片之间进行卷绕,得到卷芯;
59.3)使用冲型模具将铝塑膜进行冲型,然后使用冲型的铝塑膜将卷芯封装起来,得到电芯,烘烤至水分合格,注入电解液;
60.4)使用锂离子电池化成设备,对电芯进行充放电,使电芯硬化,并分选出电芯的容量;
61.5)对电芯进行二次封口,并进行折边,即得到本实施例的锂离子电池。
62.实施例2
63.本实施例锂离子电池的制备包括以下步骤:
64.1、正极片的制备
65.正极片的制备步骤与实施例1一致。
66.2、负极片的制备
67.1)将人造石墨、炭黑、丁苯橡胶和羧甲基纤维素钠按照质量配比为95:1:2.5:1.5混合后得到混合物,以混合物与去离子水的质量比为4:6的比例向混合物中加入去离子水,通过搅拌得到负极活性物质层浆料;
68.2)将负极活性物质层浆料通过挤压涂布的工艺涂覆在延伸率为10%的负极集流体铜箔的两个功能表面上得到负极片;
69.其中,负极集流体的厚度为8μm,负极活性物质层的单面厚度为52μm。
70.3、锂离子电池的组装
71.锂离子电池的组装步骤与实施例1一致。
72.实施例3
73.本实施例锂离子电池的制备包括以下步骤:
74.1、正极片的制备
75.正极片的制备步骤与实施例1一致。
76.2、负极片的制备
77.1)将人造石墨、炭黑、丁苯橡胶和羧甲基纤维素钠按照质量配比为95.5:1:2:1.5混合后得到混合物,以混合物与去离子水的质量比为4:6的比例向混合物中加入去离子水,通过搅拌得到负极活性物质层浆料;
78.2)将负极活性物质层浆料通过挤压涂布的工艺涂覆在延伸率为12%的负极集流体铜箔的两个功能表面上得到负极片;
79.其中,负极集流体的厚度为8μm,负极活性物质层的单面厚度为52μm。
80.3、锂离子电池的组装
81.锂离子电池的组装步骤与实施例1一致。
82.实施例4
83.本实施例锂离子电池的制备包括以下步骤:
84.1、正极片的制备
85.正极片的制备步骤与实施例1一致。
86.2、负极片的制备
87.1)将人造石墨、炭黑、丁苯橡胶和羧甲基纤维素钠按照质量配比为96:1:1.5:1.5混合后得到混合物,以混合物与去离子水的质量比为4:6的比例向混合物中加入去离子水,通过搅拌得到负极活性物质层浆料;
88.2)将负极活性物质层浆料通过挤压涂布的工艺涂覆在延伸率为15%的负极集流体铜箔的两个功能表面上得到负极片;
89.其中,负极集流体的厚度为12μm,负极活性物质层的单面厚度为52μm。
90.3、锂离子电池的组装
91.锂离子电池的组装步骤与实施例1一致。
92.实施例5
93.本实施例锂离子电池的制备包括以下步骤:
94.1、正极片的制备
95.正极片的制备步骤与实施例1一致。
96.2、负极片的制备
97.1)将人造石墨、炭黑、丁苯橡胶和羧甲基纤维素钠按照质量配比为96:1:1.5:1.5混合后得到混合物,以混合物与去离子水的质量比为4:6的比例向混合物中加入去离子水,通过搅拌得到负极活性物质层浆料;
98.2)将负极活性物质层浆料通过挤压涂布的工艺涂覆在延伸率为7.5%的负极集流体铜箔的两个功能表面上得到负极片;
99.其中,负极集流体的厚度为6μm,负极活性物质层的单面厚度为52μm。
100.3、锂离子电池的组装
101.锂离子电池的组装步骤与实施例1一致。
102.实施例6
103.本实施例锂离子电池的制备包括以下步骤:
104.1、正极片的制备
105.正极片的制备步骤与实施例1一致。
106.2、负极片的制备
107.1)将人造石墨、炭黑、丁苯橡胶和羧甲基纤维素钠按照质量配比为96:1:1.5:1.5混合后加入去离子水,通过搅拌得到负极活性物质层浆料;
108.2)将负极活性物质层浆料通过挤压涂布的工艺涂覆在延伸率为12%的负极集流体铜箔的两个功能表面上得到负极片;
109.其中,负极集流体的厚度为14μm,负极活性物质层的单面厚度为52μm。
110.3、锂离子电池的组装
111.锂离子电池的组装步骤与实施例1一致。
112.实施例7
113.1、正极片的制备
114.1)将钴酸锂、炭黑、碳纳米管、pvdf按照质量配比为96:1:1:2混合后得到混合物,以混合物与nmp的质量比为3:7的比例向混合物中加入nmp,经过搅拌得到正极活性物质层浆料;
115.2)将正极活性物质层浆料涂覆于正极集流体铝箔的两个功能表面上,烘干后得到正极片;
116.其中,正极集流体的厚度为9μm,正极活性物质层的单面厚度为45μm。
117.2、负极片的制备
118.1)将人造石墨、炭黑、丁苯橡胶和羧甲基纤维素钠按照质量配比为96:1:1.5:1.5混合后得到混合物,以混合物与去离子水的质量比为4:6的比例向混合物中加入去离子水,通过搅拌得到负极活性物质层浆料;
119.2)将负极活性物质层浆料通过挤压涂布的工艺涂覆在延伸率为10%的负极集流体铜箔的两个功能表面上得到负极片;
120.其中,负极集流体的厚度为10μm,负极活性物质层的单面厚度为52μm。
121.3、锂离子电池的组装
122.锂离子电池的组装步骤与实施例1一致。
123.对比例1
124.本实施例锂离子电池的制备包括以下步骤:
125.1、正极片的制备
126.正极片的制备步骤与实施例1一致。
127.2、负极片的制备
128.1)将人造石墨、炭黑、丁苯橡胶和羧甲基纤维素钠按照质量配比为96:1:1.5:1.5混合后得到混合物,以混合物与去离子水的质量比为4:6的比例向混合物中加入去离子水,通过搅拌得到负极活性物质层浆料;
129.2)将负极活性物质层浆料通过挤压涂布的工艺涂覆在延伸率为4%的负极集流体铜箔的两个功能表面上得到负极片;
130.其中,负极集流体的厚度为6μm,负极活性物质层的单面厚度为52μm。
131.3、锂离子电池的组装
132.锂离子电池的组装步骤与实施例1一致。
133.对比例2
134.本实施例锂离子电池的制备包括以下步骤:
135.1、正极片的制备
136.正极片的制备步骤与实施例1一致。
137.2、负极片的制备
138.1)将人造石墨、炭黑、丁苯橡胶和羧甲基纤维素钠按照质量配比为96:1:1.5:1.5混合后得到混合物,以混合物与去离子水的质量比为4:6的比例向混合物中加入去离子水,通过搅拌得到负极活性物质层浆料;
139.2)将负极活性物质层浆料通过挤压涂布的工艺涂覆在延伸率为5%的负极集流体铜箔的两个功能表面上得到负极片;
140.其中,负极集流体的厚度为6μm,负极活性物质层的单面厚度为52μm。
141.3、锂离子电池的组装
142.锂离子电池的组装步骤与实施例1一致。
143.试验例
144.对以上实施例和对比例的负极片进行负极片延伸率、负极片抗压强度的测试,对以上实施例和对比例的锂离子电池进行能量密度和重物冲击通过率的测试,测试方法如下:
145.1、负极片延伸率
146.测试方法:将负极片裁切成宽度15mm的试样,然后放在拉力机上,试样初始长度为50mm,以100mm/min的速度拉伸试样,直至试样断裂。其延伸率δ=(断裂长度-初始长度)/初始长度。
147.2、负极片抗压强度
148.测试方法:将负极片裁切成直径为10mm的圆片,面积即为s,然后将20层小圆片叠加在一起,使用压力测试仪给圆片施加压力,记录仪器的压力值变化,压力值最大时为负极片的极限抗压力f0,则负极片的抗压强度m=f0/s。
149.3、能量密度
150.测试方法:将锂离子电池充电至设计的上限电压4.45v,然后以0.2c放电至下限电压3.0v,放电能量记为e。
151.能量密度ed=e/(锂离子电池长度
×
宽度
×
高度)
152.4、重物冲击通过率
153.测试方法:将锂离子电池充满电,然后将其放入重物冲击测试设备的测试台上,将直径为15.8mm的冲击件(棒材,总重为9.1kg)放在电池表面,在距离锂离子电池垂直高61cm的位置将冲击件掉落以撞击锂离子电池,电池不起火、不爆炸视为测试通过。每组测试20pcs电池。
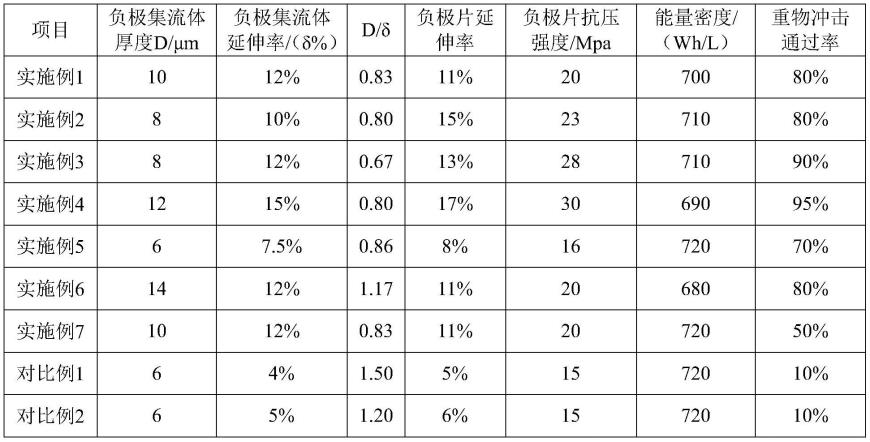
154.表1
[0155][0156]
从表1的数据中可看出,本发明通过负极集流体的延伸率>7%,能够明显提升电池在重物冲击时的通过率,提升电池的安全性能。
[0157]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1