一种光伏组件的加工方法与流程
1.本技术涉及光伏技术领域,特别涉及一种光伏组件的加工方法。
背景技术:
2.光伏组件是太阳能发电系统的核心部分,能够将太阳能转化为电能,以推动负载工作或通过蓄电池中存储起来。
3.现有技术中光伏组件的机械性能低,适用范围受限。
4.为了增强光伏组件的机械性能,常用的方式是增加光伏组件的光伏前玻璃和/或光伏后玻璃的厚度。但是光伏前玻璃和/或光伏后玻璃的厚度增加会降低透光率,影响光伏组件的发电效率,而且加厚的光伏前玻璃和光伏后玻璃的加工难度大。
5.因此,如何在不降低光伏组件的发电效率且不增加加工难度的前提下,得到机械性能增强的光伏组件,成为本领域技术人员亟待解决的技术问题。
技术实现要素:
6.本技术提出了一种光伏组件的加工方法,以在不降低光伏组件的发电效率且不增加加工难度的前提下,得到机械性能增强的光伏组件。
7.为了实现上述目的,本技术提供了一种光伏组件的加工方法,包括:
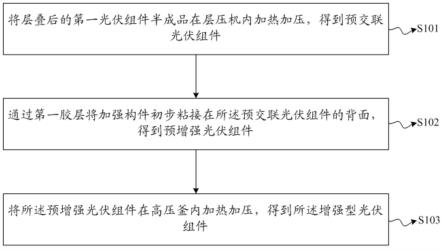
8.s101、将第一光伏组件半成品在层压机内加热加压,得到预交联光伏组件;
9.s102、通过第一胶层将加强构件初步粘接在所述预交联光伏组件的背面,得到预增强光伏组件;
10.s103、将所述预增强光伏组件在高压釜内加热加压,得到所述光伏组件。
11.优选地,在上述光伏组件的加工方法中,所述s102包括:以一层加强板作为所述加强构件,通过所述第一胶层将所述加强板初步粘接在所述预交联光伏组件的背面,得到所述预增强光伏组件。
12.优选地,在上述光伏组件的加工方法中,所述s102包括:
13.s1021、将至少两层加强板层叠布置,构成加强板组件;
14.s1022、以所述加强板组件作为所述加强构件,通过所述第一胶层将所述加强板组件初步粘接在所述预交联光伏组件的背面,得到所述预增强光伏组件。
15.优选地,在上述光伏组件的加工方法中,所述s1021包括:通过第二胶膜连接相邻两层所述加强板。
16.优选地,在上述光伏组件的加工方法中,
17.所述s1021和所述s1022之间还包括将所述加强板组件通过层压机或高压釜加热加压,得到预交联加强板组件;
18.所述s1022包括:以所述预交联加强板组件作为所述加强构件,通过所述第一胶层将所述预交联加强板组件初步粘接在所述预交联光伏组件的背面,得到所述预增强光伏组件。
19.优选地,在上述光伏组件的加工方法中,所述s1021中,所述层压机的加热温度为80-160℃,抽真空时间为6-10min,层压时间为1-20min,层压压力为10-100kpa,
20.所述高压釜的加热温度为130-150℃,加压压力为8-12mpa,热压时间为3-5h。
21.优选地,在上述光伏组件的加工方法中,所述s102包括:以第二光伏组件作为所述加强构件,通过所述第一胶层将所述第二光伏组件初步粘接在所述预交联光伏组件的背面,得到所述预增强光伏组件。
22.优选地,在上述光伏组件的加工方法中,所述s102包括:以第二光伏组件半成品作为所述加强构件,通过所述第一胶层将所述第二光伏组件半成品初步粘接在所述预交联光伏组件的背面,得到所述预增强光伏组件。
23.优选地,在上述光伏组件的加工方法中,所述s101中,所述层压机的加热温度为125-140℃,抽真空时间为3-5min,层压压力为0-100kpa,层压时间为5-8min。
24.优选地,在上述光伏组件的加工方法中,所述s103中,所述高压釜的加热温度为130-150℃,加压压力为8-12mpa,热压时间为3-5h。
25.本技术实施例提供的光伏组件的加工方法,首先制作预交联光伏组件,然后在预交联光伏组件的背面粘接加强构件得到预增强光伏组件,最后将预增强光伏组件在高压釜内进行交联,得到机械性能增强的光伏组件。通过光伏组件加工方法制得的光伏组件的机械性能是第一光伏组件和加强构件的机械性能的叠加,相对于第一光伏组件的机械性能增强,扩大光伏组件的适用范围;同时第一光伏组件半成品仅在层压机的第一腔体内加工,制成预交联光伏组件,缩短预交联光伏组件的加工时间,同时预增强光伏组件在高压釜内制成机械性能增强的光伏组件,高压釜能够对预增强光伏组件进行批量加工,进一步提高了光伏组件的加工效率。
附图说明
26.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本技术的一些示例或实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图,而且还可以根据提供的附图将本技术应用于其它类似情景。除非从语言环境中显而易见或另做说明,图中相同标号代表相同结构或操作。
27.图1是本技术第一个实施例公开的光伏组件的加工方法的流程图;
28.图2是本技术第二个实施例公开的光伏组件的加工方法的流程图;
29.图3是本技术第三个实施例公开的光伏组件的加工方法的流程图;
30.图4是本技术第四个实施例公开的光伏组件的加工方法的流程图;
31.图5是本技术第五个实施例公开的光伏组件的加工方法的流程图。
具体实施方式
32.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关申请,而非对该申请的限定。所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
33.需要说明的是,为了便于描述,附图中仅示出了与有关申请相关的部分。在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
34.应当理解,本技术中使用的“系统”、“装置”、“单元”和/或“模块”是用于区分不同级别的不同组件、元件、部件、部分或装配的一种方法。然而,如果其他词语可实现相同的目的,则可通过其他表达来替换该词语。
35.如本技术和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种”和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示包括已明确标识的步骤和元素,而这些步骤和元素不构成一个排它性的罗列,方法或者设备也可能包含其它的步骤或元素。由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、商品或者设备中还存在另外的相同要素。
36.其中,在本技术实施例的描述中,除非另有说明,“/”表示或的意思,例如,a/b可以表示a或b;本文中的“和/或”仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,在本技术实施例的描述中,“多个”是指两个或多于两个。
37.以下,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。
38.本技术中使用了流程图用来说明根据本技术的实施例的系统所执行的操作。应当理解的是,前面或后面操作不一定按照顺序来精确地执行。相反,可以按照倒序或同时处理各个步骤。同时,也可以将其他操作添加到这些过程中,或从这些过程移除某一步或数步操作。
39.请参阅图1-图5。
40.本技术一些实施例公开了一种光伏组件的加工方法,包括:
41.s101、将第一光伏组件半成品在层压机内加热加压,得到预交联光伏组件;
42.s102、通过第一胶层将加强构件初步粘接在预交联光伏组件的背面,得到预增强光伏组件;
43.s103、将所述预增强光伏组件在高压釜内加热加压,得到光伏组件。
44.s102中初步粘贴的意思是,将预交联光伏组件、第一胶层和加强构件进行层叠,第一胶层未进行交联,预交联光伏组件、第一胶层和加强构件之间的连接强度弱。
45.第一光伏组件半成品为第一光伏组件的各个构件仅通过层叠形成的结构,层叠结构内的光伏胶膜不发挥交联作用。以第一光伏组件是晶硅太阳能电池组件为例进行说明,晶硅太阳能电池组件包括第一光伏前玻璃、第一光伏胶膜、第一电池片、第二光伏胶膜和第二光伏后玻璃,第一光伏组件半成品为第一光伏前玻璃、第一光伏胶膜、第一电池片、第二光伏胶膜和第三光伏后玻璃仅通过层叠形成的结构,第一光伏胶膜和第二光伏胶膜不发挥交联作用。
46.预交联光伏组件是第一光伏组件半成品通过层压机加工制作,但是预交联光伏组件的光伏胶膜的交联强度低于常规光伏组件的光伏胶膜的交联强度,预交联光伏组件的交联强度能够保证预交联后第一光伏组件半成品形成一个整体,在与加强构件连接或位置移动时预交联光伏组件内的各个结构不会发生移位。
47.常规光伏组件为通过常规工序制作的光伏组件,此处以晶硅太阳能电池组件通过层压机制作为例,晶硅太阳能电池组件在层压机的第一腔体和第二腔体内分别进行层压,得到常规光伏组件,常规光伏组件的光伏胶膜的交联强度大于预交联光伏组件的光伏胶膜的交联强度。
48.预交联光伏组件的交联强度为常规光伏组件的交联强度的20-40%。现有技术中,光伏组件在层压机的第一腔体和第二腔体内依次加热加压制作,本技术中预交联光伏组件的制作是在层压机的第一腔体内加热加压,且对第一腔体的工作参数进行调整。第一腔体的工作参数调整具体为缩短了第一腔体对第一光伏组件半成品的加热时间和层压时间,同时降低了第一腔体对第一光伏组件半成品的加热温度。
49.在本技术的一些实施例中,制作预交联光伏组件时,层压机的工作参数如下:
50.层压机的加热温度为125-140℃,抽真空时间为3-5min,层压压力为0-100kpa,层压时间为5-8min。
51.在上述工作参数时,第一光伏组件半成品的光伏胶膜发生软化,流动性能弱,能够粘贴在光伏玻璃和电池片上。
52.第一光伏组件半成品在层压机内加热,对第一光伏胶膜和第二光伏胶膜进行预热,使第一光伏胶膜和第二光伏胶膜软化,能够贴在光伏玻璃和电池片上,且能够减少气泡。
53.第一光伏组件半成品在层压机内制成预交联光伏组件时,层压机施加在第一光伏组件半成品上的压力可以为0kpa,此时仅通过层压机对第一光伏组件半成品加热,使光伏胶膜软化即可。
54.光伏胶膜交联后形成的高分子结构一般比较疏松,需要配合层压机对第一光伏组件半成品施加层压压力,使光伏胶膜固化后更加致密,具有更好的力学性能,优选地,层压机施加在第一光伏组件半成品上的压力大于0kpa。
55.预增强光伏组件在高压釜内加热加压,实现预增强光伏组件中的预交联光伏组件在高压釜内进行二次交联,使其交联强度达到常规光伏组件的交联强度,同时实现预交联光伏组件与加强构件的交联。
56.高压釜的工作参数如下:
57.高压釜的加热温度为130-150℃,热压时间为3-5h,加压压力为8-12mpa,热压后,高压釜的加热温度需要降至40-50℃,降温时间控制在2-5h,高压釜内的压力逐渐降至常温。
58.本技术公开的光伏组件的加工方法,首先制作预交联光伏组件,然后在预交联光伏组件的背面粘接加强构件得到预增强光伏组件,最后将预增强光伏组件在高压釜内进行交联,得到机械性能增强的光伏组件。通过光伏组件加工方法制得的光伏组件的机械性能是第一光伏组件和加强构件的机械性能的叠加,相对于第一光伏组件的机械性能增强,扩大光伏组件的适用范围;同时第一光伏组件半成品仅在层压机的第一腔体内加工,制成预交联光伏组件,缩短预交联光伏组件的加工时间,同时预增强光伏组件在高压釜内制成机械性能增强的光伏组件,高压釜能够对预增强光伏组件进行批量加工,进一步提高了光伏组件的加工效率。
59.其中,机械性能增强的光伏组件的机械性能包括强度、硬度、冲击韧性和疲劳极限
等。
60.加强构件设置在第一光伏组件的背面,不影响光伏组件的受光率,光伏组件的发电效率得到保障。
61.此处对提高光伏组件的加工效率进行具体说明,层压机单次制作光伏组件的数量为4-8片,耗时40min,高压釜内能够容纳200片左右的光伏组件。以制作200片光伏组件为例,如果仅采用层压机,需要1000min-2000min,如果采用层压机与高压釜配合,层压机对第一光伏组件半成品进行加工,需要200-650min,预增强光伏组件在高压釜内经过300-600min制作,总共耗时500-1250min。从上述内容可以看出,通过层压机与高压釜配合制作光伏组件,使用的时间更短,加工效率更高。
62.另外,第一光伏组件与加强构件连接后形成的预增强光伏组件的厚度增厚,无法在常规层压机内层压,因此预增强光伏组件选择在对厚度要求较低的高压釜内进行,不需要对层压机进行结构上的改进。
63.在本技术的一些实施例中,加强构件为一层加强板。s102包括以一层加强板作为加强构件,通过第一胶层将加强板初步粘接在预交联光伏组件的背面,得到预增强光伏组件。
64.在加强构件为一层加强板的实施例中,加强板通过切削、铸造等工艺进行成型制作。
65.在本技术的另一些实施例中,加强构件为加强板组件,加强板组件由至少两层层叠布置的加强板组成。
66.s102包括:
67.s1021、将至少两层加强板层叠布置,构成加强板组件;
68.s1022、以加强板组件作为加强构件,通过第一胶层将加强板组件初步粘接在预交联光伏组件的背面,得到预增强光伏组件。
69.在加强构件为加强板组件的实施例中,加强板组件的相邻两层加强板可以通过机械零件连接,也可以通过第二胶膜连接。
70.在加强板组件的相邻两层加强板通过第二胶膜连接的实施例中,s1021和s1022之间还包括将加强板组件通过层压机或高压釜加热加压,得到预交联加强板组件;
71.s1022包括:以预交联加强板组件作为加强构件,通过第一胶层将预交联加强板组件初步粘接在预交联光伏组件的背面,得到预增强光伏组件。
72.预交联加强板组件中第二胶膜没有充分发挥交联作用,仅仅是保证预交联加强板组件在与预交联光伏组件连接或位置移动时预交联加强板组件内的各个结构不会发生移位。
73.预交联加强板组件在s103中进行二次交联。
74.间隔层叠的加强板和第二胶膜通过层压机加热加压得到预交联加强板组件的实施例中,层压机的加热温度为80-160℃,层压时间为1-20min,层压压力为10-100kpa。
75.间隔层叠的加强板和第二胶膜通过层压机加热加压得到预交联加强板组件的实施例中,高压釜的加热温度为130-150℃,热压时间为3-5h,工作压力为8-12mpa,热压后,高压釜的加热温度需要降至40-50℃,降温时间控制在2-5h,高压釜内的压力逐渐降至常温。
76.优选地,加强构件的机械性能高于第一光伏组件半成品或预交联光伏组件的机械
性能,能够至少将第一光伏组件半成品或预交联光伏组件的机械性能增加一倍。加强板可以为空心加强板,也可以为实心加强板,优选地,加强板为实心加强板,在采用同种材料的前提下,实心加强板的机械性能相对更强。
77.加强板的形状可以与第一光伏组件的形状相同,也可以与第一光伏组件的形状不相同;和/或,
78.加强板的尺寸可以与第一光伏组件的尺寸相同,也可以与第一光伏组件的尺寸不相同;和/或,
79.加强板的厚度可以等于第一光伏组件的厚度,可以小于第一光伏组件的厚度,也可以大于第一光伏组件的厚度。
80.在加强构件为加强板组件的实施例中,加强板组件的至少两层加强板的形状可以相同,也可以不同,具体的,构成加强板组件的全部加强板的形状可以相同,可以部分相同,优选地,构成加强板组件的全部加强板的形状相同;和/或,
81.加强板组件的至少两层加强板的尺寸可以相同,也可以不同,具体的,构成加强板组件的全部加强板的形状可以全部相同,可以部分相同,具体的,构成加强板组件的全部加强板的尺寸可以相同,也可以部分相同,优选地,构成加强板组件的全部加强板的尺寸相同;和/或,
82.加强板组件的至少两层加强板的材料可以相同,也可以不同,具体的,构成加强板组件的全部加强板的材料可以相同,可以部分相同,优选地,构成加强板组件的全部加强板的材料相同。
83.构成加强板组件的加强板的形状可以与第一光伏组件的形状相同,也可以不同,优选地,构成加强板组件的加强板的形状与第一光伏组件的形状相同;和/或,
84.构成加强板组件的加强板的尺寸可以与第一光伏组件的形状相同,也可以不同,优选地,构成加强板组件的加强板的尺寸与第一光伏组件的尺寸相同。
85.加强构件通过第一胶层与第一光伏组件的背面连接,和/或,加强板组件的任意相邻两层加强板通过第二胶层连接。
86.无论加强构件包括一层加强板,还是加强构件为加强板组件,加强板可以选择玻璃板、混凝土板、钢板或塑料板制作。
87.加强板不限于上述材料制作的板状结构,还可以是其他材料制作的板状结构,在此不做具体限定。
88.无论加强构件包括一层加强板,还是加强构件为加强板组件,加强板可以为等厚加强板,也可以为不等厚加强板,不等厚加强板可以为厚度逐渐增厚的加强板,或相邻位置厚度不等的加强板,或相邻两层加强板为凹凸对应的加强板,最终通过相邻加强板的凹凸配合达到加强构件各处厚度相等的状态。上述结构可以进一步增强光伏组件的适用范围。
89.在光伏组件的加强构件为一层加强板或为加强板组件的实施例中,仅第一光伏组件的受光面作为光伏组件的受光面。
90.在本技术的另一些实施例中,加强构件为第二光伏组件。
91.s102包括:以第二光伏组件作为加强构件,通过第一胶层将第二光伏组件初步粘接在预交联光伏组件的背面,得到预增强光伏组件。
92.第二光伏组件和第一光伏组件可以为同种光伏组件或不同种光伏组件。
93.在本技术的一些实施例中,第一光伏组件为晶硅太阳能组件,第二光伏组件可以为晶硅太阳能电池组件,第二光伏组件也可以为薄膜太阳能组件。
94.在第二光伏组件为晶硅太阳能组件时,第二光伏组件可以通过层压机制作,也可以通过高压釜制作。
95.在通过层压机加工晶硅太阳能组件半成品得到加强构件的实施例中,层压机的加热温度为80-160℃,层压时间为1-20min,层压压力为10-100kpa。
96.在通过高压釜加工晶硅太阳能组件半成品得到加强构件的实施例中,高压釜的加热温度为130-150℃,热压时间为3-5h,工作压力为8-12mpa,热压后,高压釜的加热温度需要降至40-50℃,降温时间控制在2-5h,高压釜内的压力逐渐降至常温。
97.在第二光伏组件为薄膜太阳能组件时,第二光伏组件通过高压釜制作。
98.在通过高压釜加工薄膜太阳能组件半成品得到加强构件的实施例中,高压釜的加热温度为130-150℃,热压时间为3-5h,工作压力为8-12mpa,热压后,高压釜的加热温度需要降至40-50℃,降温时间控制在2-5h,高压釜内的压力逐渐降至常温。
99.由于晶硅太阳能组件和薄膜太阳能组件均为现有技术中常用的光伏组件,其加工制作工艺可以由本领域技术人员根据实际需要进行选择,不限于上述内容。
100.本技术可以直接采购成品第二光伏组件作为加强构件。
101.第一胶层12和第二胶层13可以选用光伏胶膜,也可以选用对电性能要求较低的胶膜。例如第一胶层12和第二胶层13选用建筑胶膜,建筑用胶膜相对于光伏胶膜成本低,而且建筑用胶膜具有更好的粘性、柔性和抗冲击性。
102.在本技术的另一些实施例中,加强构件为第二光伏组件半成品。
103.s102包括:以第二光伏组件半成品作为加强构件,通过第一胶层将第二光伏组件半成品初步粘接在预交联光伏组件的背面,得到预增强光伏组件。
104.第二光伏组件半成品为第二光伏组件的各个部件仅进行层叠而不进行交联得到的结构。
105.此处对第二光伏组件半成品进行说明:
106.仍以第二光伏组件为晶硅太阳能组件为例,第二光伏组件半成品或晶硅太阳能组件半成品包括第二光伏前玻璃、第三光伏胶膜、第二电池片、第四光伏胶膜和第二光伏后玻璃,晶硅太阳组件的半成品为第二光伏前玻璃、第三光伏胶膜、第二电池片、第四光伏胶膜和第二光伏后玻璃仅通过层叠形成的结构,第三光伏胶膜和第二光伏胶膜不发挥交联作用。
107.以第二光伏组件为薄膜太阳能组件为例,第二光伏组件半成品或薄膜太阳能组件半成品包括第三光伏前玻璃、第五光伏胶膜、薄膜电池和第三光伏后玻璃,薄膜太阳组件的半成品为第三光伏前玻璃、第五光伏胶膜、薄膜电池和第三光伏后玻璃仅通过层叠形成的结构,第五光伏胶膜不发挥交联作用。
108.第二光伏组件的背光面与第一光伏组件的背光面连接,该实施例公开的光伏组件,第一光伏组件的受光面和第二光伏组件的受光面均可以发挥作用,在增强光伏组件的机械性能的基础上,还能够增强光伏组件的发电效率。
109.第二光伏组件的形状可以与第一光伏组件的形状相同,也可以不相同,优选地,第二光伏组件的形状与第一光伏组件的形状相同;和/或,
110.第二光伏组件的尺寸可以与第一光伏组件的尺寸相同,也可以与第一光伏组件的尺寸不相同,优选地,第二光伏组件的尺寸与第一光伏组件的尺寸相同。
111.第二光伏组件的厚度可以与第一光伏组件的厚度相同,也可以与第一光伏组件的厚度不相同,具体如何选择由本领域技术人员根据实际需要进行选择。
112.第一光伏组件和第二光伏组件可以为同种光伏组件,也可以为不同种光伏组件。
113.第一光伏组件和第二光伏组件为同种光伏组件的实施例中,第一光伏组件的组成结构与第二光伏组件的组成结构相同;在第一光伏组件和第二光伏组件为不同种光伏组件的实施例中,第一光伏组件和第二光伏组件的组成结构可以相同,也可以不相同。
114.更进一步的,在第一光伏组件和第二光伏组件为不同种光伏组件,且组成结构相同的实施例中,第一光伏组件和第二光伏组件采用不同种电池片,第一光伏组件选用的电池片可以为晶硅电池片,在第一光伏组件和第二光伏组件为不同种光伏组件且组成结构不同的实施例中,第一光伏组件可选晶硅太阳能电池组件,第二光伏组件可选薄膜太阳能电池组件。
115.加强构件的结构不同,适用的场景也存在差异。
116.在加强构件为第二光伏组件的实施例中,光伏组件包括第一光伏组件和第二光伏组件,第一光伏组件的背光面和第二光伏组件的背光面连接,光伏组件的两侧均可以采光。
117.在第一光伏组件和第二光伏组件均为晶硅太阳能光伏组件的实施例中,光伏组件适用于高速公路;
118.在第一光伏组件为晶硅太阳能电池组件,第二光伏组件为薄膜太阳能电池组件的实施例中,光伏组件适用于一侧朝向室内,一侧朝向室外的使用环境,具体的,第一光伏组件朝向室外,第二光伏组件朝向室内。
119.在加强构件为第二光伏组件半成品的实施例中,
120.省去了单独加工第二光伏组件的步骤,能够在一定程度上缩短光伏组件的加工时间,提高光伏组件的加工效率。
121.上描述仅为本技术的较佳实施例以及对所运用技术原理的说明而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。本技术中所涉及的申请范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离上述申请构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1