带金属端子的电子部件、连接结构体、及连接结构体的制造方法与流程
1.本公开涉及带金属端子的电子部件、连接结构体、及连接结构体的制造方法。
背景技术:
2.目前,已知有例如在层叠陶瓷电容器等芯片型电子部件的一对端面上设置金属端子的带金属端子的电子部件。在上述的电子部件中,金属端子被用于向电路基板等被连接构件的安装。例如使比电子部件突出的金属端子的前端部分抵接于被连接构件的安装面,将金属端子的前端部分焊接于安装面上,由此,能够实现电子部件相对于被连接构件的电连接。
3.作为现有的带金属端子的电子部件,例如具有日本国特开昭62-213266号公报所记载的芯片型电子部件。在该现有的电子部件中,设置有沿着电子部件的外表面折弯加工而形成的板状的金属端子。金属端子的前端相对于沿着电子部件的外表面的部分,向电子部件侧折弯成锐角。
技术实现要素:
4.如上述的专利文献1所记载的电子部件,在采用使金属端子的前端弯曲的结构的情况下,能够以金属端子的前端的弯曲量抵消电子部件的高度尺寸的不均。因此,实现安装电子部件后的连接结构体的高度尺寸的不均的抑制。另一方面,在使金属端子的前端向电子部件侧弯曲成锐角的情况下,存在如下问题,在位于该弯曲部分和安装面之间的焊料膏熔融及凝固时,焊料容易向弯曲部分的基端侧即金属端子与安装面的抵接部分侧收缩。当焊料向弯曲部分的基端侧大幅收缩时,焊料形成的金属端子和安装面的接合面积不足,安装位置可能不稳定。
5.本公开是为了解决上述课题而研发的,其目的在于,提供能够抑制安装时的高度尺寸的不均且实现安装位置的稳定化的电子部件、连接结构体、及连接结构体的制造方法。
6.本公开的一方面提供一种带金属端子的电子部件,其具备:一个或多个电子部件,其具有素体和设置于素体中在第一方向上对置的一对端面的各个的一对外部电极;板状的一对金属端子,其具有与外部电极接合的接合部和以在与第一方向交叉的第二方向上比电子部件突出的方式设置的脚部,一对金属端子各自的脚部具有:延伸部分,其从接合部连续地向第二方向延伸;第一弯曲部分,其相对于延伸部分以成锐角的第一角度从延伸部分的前端向电子部件侧弯曲;第二弯曲部分,其相对于延伸部分以比第一角度大的第二角度从第一弯曲部分的前端弯曲。
7.在该带金属端子的电子部件中,一对金属端子各自的脚部具有相对于延伸部分以成锐角的第一角度从延伸部分的前端向电子部件侧弯曲的第一弯曲部分。由此,在使延伸部分的前端抵接于安装面时,能够以金属端子的前端的弯曲部分的弯曲量抵消电子部件的高度尺寸的不均,能够抑制安装时的高度尺寸的不均。另外,在该带金属端子的电子部件
中,一对金属端子各自的脚部具有相对于延伸部分以比第一角度大的第二角度从第一弯曲部分的前端弯曲的第二弯曲部分。通过设置这样的第二弯曲部分,在安装时位于脚部和安装面之间的焊料膏与第二弯曲部分相接且容易停留于该处,能够抑制焊料向金属端子与安装面的抵接部分侧收缩的量。因此,可充分确保焊料形成的金属端子和安装面的接合面积,实现安装位置的稳定化。
8.第二角度也可以为直角。在该情况下,在安装时位于脚部和安装面之间的焊料膏更容易与第二弯曲部分相接,能够进一步充分抑制焊料向金属端子与安装面的抵接部分侧收缩的量。
9.第二弯曲部分的长度也可以比第一弯曲部分的长度大。通过充分确保第二弯曲部分的长度,在安装时位于脚部和安装面之间的焊料膏更容易与第二弯曲部分相接,能够进一步充分抑制焊料向金属端子与安装面的抵接部分侧收缩的量。
10.第二弯曲部分的前端也可以位于比延伸部分的前端靠电子部件侧。在该情况下,在使延伸部分的前端抵接于安装面时,能够防止第二弯曲部分的前端与安装面接触。因此,能够避免抑制安装时的高度尺寸的不均的效果被阻碍。
11.在从第一方向观察的情况下,第二弯曲部分也可以以电子部件侧成凸的方式弯曲。在该情况下,在焊料膏的熔融
·
凝固时,焊料向第二方向的中央侧收缩,因此,实现安装位置在第二方向上的稳定化。
12.本公开的一方面提供一种连接结构体,将所述带金属端子的电子部件与被连接构件连接而成,其中,带金属端子的电子部件中的金属端子的延伸部分的前端、第一弯曲部分、及第二弯曲部分通过焊料与被连接构件的安装面接合。
13.在该连接结构体中,一对金属端子各自的脚部具有相对于从接合部连续地向第二方向延伸的延伸部分以成锐角的第一角度,从延伸部分的前端向电子部件侧弯曲的第一弯曲部分。由此,在使延伸部分的前端抵接于安装面时,能够以金属端子的前端的弯曲部分的弯曲量抵消电子部件的高度尺寸的不均,能够抑制安装时的高度尺寸的不均。另外,在该连接结构体中,一对金属端子各自的脚部具有相对于延伸部分以比第一角度大的第二角度从第一弯曲部分的前端弯曲的第二弯曲部分。通过设置这样的第二弯曲部分,在安装时位于脚部和安装面之间的焊料膏与第二弯曲部分相接且容易停留于该处,能够抑制焊料向金属端子与安装面的抵接部分侧收缩的量。因此,能够充分确保焊料形成的金属端子和安装面的接合面积,实现安装位置的稳定化。
14.第二弯曲部分也可以具有相对于被连接构件的安装面成为平行的部分。在该情况下,在安装时位于脚部和安装面之间的焊料膏更容易与第二弯曲部分相接,能够进一步充分抑制焊料向金属端子与安装面的抵接部分侧收缩的量。
15.本公开的一方面提供一种连接结构体的制造方法,是将所述带金属端子的电子部件与被连接构件连接而构成连接结构体的制造方法,该方法具备:第一工序,使带金属端子的电子部件中的金属端子的延伸部分的前端抵接于配置有焊料膏的被连接构件的安装面;第二工序,在使焊料膏与金属端子的延伸部分的前端、第一弯曲部分、及第二弯曲部分接触的状态下使焊料膏熔融及凝固,由此,将金属端子的脚部与被连接构件的安装面接合。
16.在该连接结构体的制造方法中,在使延伸部分的前端抵接于安装面时,能够以金属端子的前端的弯曲部分的弯曲量抵消电子部件的高度尺寸的不均,能够抑制安装时的高
度尺寸的不均。另外,通过使焊料膏与金属端子的延伸部分的前端、第一弯曲部分、及第二弯曲部分接触,在安装时位于脚部和安装面之间的焊料膏容易停留于该处,能够抑制焊料向金属端子与安装面的抵接部分侧收缩的量。因此,能够充分确保焊料形成的金属端子和安装面的接合面积,实现安装位置的稳定化。
17.在第二工序中,也可以在第二弯曲部分形成相对于被连接构件的安装面成为平行的部分。在该情况下,在安装时位于脚部和安装面之间的焊料膏更容易与第二弯曲部分相接,能够进一步充分抑制焊料向金属端子与安装面的抵接部分侧收缩的量。
附图说明
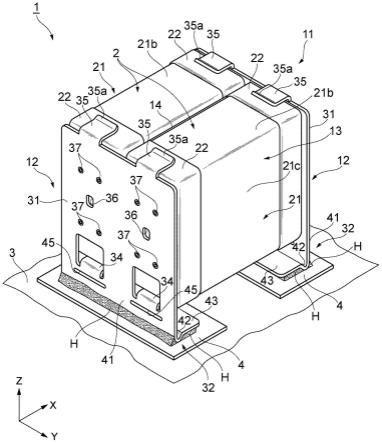
18.图1是表示使用本公开一方面的带金属端子的电子部件构成的连接结构体的一例的立体图。
19.图2是图1的侧视图。
20.图3是图1的俯视图。
21.图4是图2中的iv-iv线剖视图。
22.图5是表示金属端子的脚部周边的主要部分放大侧视图。
23.图6(a)~(c)是表示制造本实施方式的连接结构体的制造的情形的主要部分放大侧视图。
24.图7(a)及(b)是表示制造比较例的连接结构体的制造的情形的主要部分放大侧视图。
25.图8(a)~(c)是表示变形例的带金属端子的电子部件的脚部周边的主要部分放大侧视图。
26.图9是表示使用图8(b)所示的变形例时的连接结构体的构成例的主要部分放大侧视图。
27.图10是表示另一变形例的带金属端子的电子部件的脚部周边的主要部分放大侧视图。
具体实施方式
28.以下,参照附图详细地说明本公开一方面的带金属端子的电子部件、连接结构体、及连接结构体的制造方法的优选的实施方式。
29.图1是表示使用本公开一方面的带金属端子的电子部件构成的连接结构体的一例的立体图。图2是图1的侧视图,图3是图1的俯视图。图1~图3所示的连接结构体1通过将电子部件2与被连接构件3的焊盘(安装面)4电连接而构成。电子部件2是例如层叠陶瓷电容器等芯片型电子部件。被连接构件3是例如另一电子部件、电路部件、印刷基板等。
30.在向被连接构件3的电连接时,电子部件2作为带金属端子的电子部件11而构成。带金属端子的电子部件11具有利用板状的一对金属端子12、12保持一个或多个电子部件2的形态。在本实施方式中,带金属端子的电子部件11具有两个电子部件2沿着焊盘4的延伸方向排列的排列体13。一对金属端子12、12在与排列体13中的电子部件2的排列方向正交的方向上对置配置。排列体13具有在y方向上相邻的电子部件2、2和配置于电子部件2、2之间的绝缘部件14(参照图1及图3)。在以下的说明中,将一对金属端子12、12的对置方向设为x
方向,将排列体13中的电子部件2的排列方向设为y方向,将连结电子部件2和焊盘4的方向设为z方向。另外,为了便于说明,也有时将焊盘4侧称为下,将焊盘4的相反侧称为上。
31.如图1~图3所示,电子部件2具备素体21、配置于素体21的外表面的一对外部电极22、22。素体21构成长方体形状。长方体形状也可包含将角部及棱线部进行倒角的形状、使角部及棱线部带圆角的形状。素体21具有长边方向的一对端面21a、21a(参照图2及图3)、高度方向的一对端面21b、21b、宽度方向的一对端面21c、21c。端面21a、21a的对置方向为本公开的第一方向,与x方向一致。端面21b、21b的对置方向为本公开的第二方向,与z方向一致。端面21c、21c的对置方向与第一方向及第二方向正交,与y方向一致。
32.素体21通过在规定方向上层叠多个电介质层而构成。在素体21中,多个电介质层的层叠方向与y方向一致。各电介质层由包含电介质材料的陶瓷生坯片材的烧结体构成。作为电介质材料,例如可举出batio3系、ba(ti,zr)o3系、或(ba,ca)tio3系等电介质陶瓷。在实际的素体21中,各电介质层一体化成不能辨识各电介质层之间的边界的程度。
33.如图4所示,在素体21的内部配置有多个内部电极23a、23b。内部电极23a、23b可使用通常用作层叠型的电气元件的内部电极的导电性材料。内部电极23a、23b由包含导电性材料的导电性膏体的烧结体构成。作为导电性材料,例如可举出ni、cu等贱金属。在本实施方式中,作为导电性材料,使用ni。
34.内部电极23a、23b具有相互不同的电极性。在素体21内,在y方向上隔开一定间隔而交替配置。内部电极23a、23b具有在z方向上相互对置的对置部分。内部电极23a在一端面21a侧被引出,而在该一端面21a露出。内部电极23b在另一端面a侧被引出,而在该另一端面21a露出。
35.一对外部电极22、22具有相互不同的电极性。外部电极22、22的一方为正极,另一方为负极。如图1~图3所示,外部电极22以覆盖素体21的端面21a的方式设置。外部电极22具有在端面21b、21b及端面21c、21c伸出的电极部分。即,外部电极5以端面3a为中心,遍及包含端面21b、21b及端面21c、21c的5个面形成。这些电极部分彼此在素体21的棱线部相连而电连接。
36.外部电极22中、覆盖一端面21a的电极部分被配置为覆盖该一端面21a的内部电极23的露出部分。同样,外部电极22中、覆盖另一端面21a的电极部分被配置为覆盖该另一端面21a的内部电极23的露出部分。由此,内部电极23a、23b中的每一个相对于对应的外部电极5电连接。
37.外部电极22也可以包含素体21侧的第一电极层、与素体21相反侧(外表面侧)的第二电极层而构成。第一电极层可通过例如烧附对素体21的表面赋予的导电性膏体而形成。第一电极层是导电性膏体所含的金属成分(金属粉末)烧结而形成的烧结金属层。第一电极层可以是由cu构成的烧结金属层,也可以是由ni构成的烧结金属层。导电性膏体能够使用向由cu或ni构成的粉末中混合了玻璃成分、有机粘合剂、及有机溶剂的产物。第二电极层可通过例如镀敷法形成于第一电极层上。第二电极层也可以包含例如形成于第一电极层上的镀ni层和形成于镀ni层上的镀sn层。
38.具有以上那样的结构的电子部件2被配置为端面21a、21a及端面21c、21c相对于焊盘4垂直,且端面21b、21b相对于焊盘4平行。一端面21b成为与焊盘4对置的对置面。在排列体13中,电子部件2、2被排列为一电子部件2的一端面21c和另一电子部件2的另一端面21c
经由绝缘部件14对置。另外,电子部件2、2被排列为x方向上的两端位置及z方向上的两端位置相互一致。
39.绝缘部件14由例如环氧树脂等具有绝缘性的树脂构成。绝缘部件14也可以由具有绝缘性的塑料、陶瓷、或玻璃构成。绝缘部件14成为例如构成与端面21c同等的矩形形状的绝缘膜或绝缘片材。绝缘部件14被在排列方向上相邻的电子部件2、2夹持,与电子部件2、2中的每一个相连。绝缘部件14也可以粘接于电子部件2、2的至少一方。此外,绝缘部件14也可以不一定配置。
40.一对金属端子12、12均由具有导电性的金属材料形成为板状。作为金属材料,例如可举出铁、镍、铜、银、及包含它们的合金等。金属端子12具有与外部电极22接合的接合部31、和以在z方向上比电子部件2突出的方式设置的脚部32。
41.从x方向观察,接合部31构成与电子部件2、2中的每一个的一外部电极22、22重合的尺寸的矩形状。接合部31与外部电极22、22的接合中可使用接合部件33(参照图2及图3)。接合部件33具有导电性,将接合部31与外部电极22、22电连接。作为接合部件33,例如能够使用焊料或导电性粘接剂。作为导电性粘接剂,例如能够使用由热固化性树脂等树脂和ag等导电性填料构成的粘接剂。作为热固化性树脂,例如能够使用苯酚树脂、丙烯酸树脂、硅酮树脂、环氧树脂、聚酰亚胺树脂等。
42.在接合部31设置有在z方向上夹持电子部件2的上下一对臂部34、35。臂部34、35从接合部31沿着x方向向电子部件2侧突出。下侧的臂部34对应于成为与焊盘4的对置面的一端面21b,设置于接合部31的下部。下侧的臂部34在y方向上的宽度成为例如比电子部件2在y方向上的宽度小的宽度。下侧的臂部34通过如下形成,将接合部31的一部分除下边之外剪切成矩形状,将该剪切片向电子部件2侧弯曲。
43.上侧的臂部35对应于位于与焊盘4相反侧的另一端面21b,设置于接合部31的上端。上侧的臂部35在y方向上的宽度与下侧的臂部35在y方向上的宽度成为同程度。通过臂部34、35夹持电子部件2,电子部件2、2被金属端子12、12保持。在臂部34、35的前端分别设置有相对于基端侧向z方向打开的前端片34a、35a。前端片34a、35a作为向臂部34、35间插入电子部件2时的导向件发挥作用。
44.在接合部31,如图1所示,在与外部电极22对置的区域中设置有至少一个贯通孔36。贯通孔36用于例如向接合部31和外部电极22之间注入接合部件33。另外,贯通孔36用于确认接合部件33形成的接合部31与外部电极的接合状态。
45.如图1所示,在接合部31设置有向外部电极22侧突出的多个突起37。这些突起37降低接合部31与外部电极22的接触面积,抑制电子部件2中产生的振动通过金属端子12向焊盘4传播。另外,根据这些突起37,能够在接合部31和外部电极22之间设置与突起37的突出量对应的间隙。由此,能够向接合部31和外部电极22之间充分填充接合部件33。
46.脚部32是在与焊盘4之间通过焊料h进行接合的部分。脚部32具有与接合部31连续的延伸部分41、从延伸部分41的前端向电子部件2侧弯曲的第一弯曲部分42、以及从第一弯曲部分42的前端弯曲的第二弯曲部分43。延伸部分41从接合部31的下端与接合部31等宽地向z方向延伸。延伸部分41在z方向上的长度没有特别限制,但在本实施方式中,比臂部34、35在x方向上的长度长。
47.如图1所示,在接合部31和延伸部分41的边界附近设置有至少一个狭缝45。狭缝45
与电子部件2、2中的每一个对应,向y方向延伸。狭缝45在y方向上的宽度与例如臂部34、35在y方向上的宽度同程度,或比其略大。狭缝45在z方向上的位置比下侧的臂部34的位置靠下方。狭缝45抑制金属端子12与焊盘4接合的焊料h从脚部32上溢到接合部31。通过利用狭缝45抑制焊料h的上溢,能够抑制在脚部32和下侧的臂部34之间产生焊料的桥接。
48.图5是表示金属端子的脚部周边的主要部分放大侧视图。在同图中,表示一金属端子12的脚部32的周边,但另一金属端子12的脚部周边也具有同样的结构(相对于电子部件2的x方向的中心成对称的结构)。如图5所示,第一弯曲部分42相对于延伸部分41以成锐角的第一角度θ1从延伸部分41的前端向电子部件2侧弯曲。因此,延伸部分41和第一弯曲部分42在从y方向观察的情况下构成v字状。在本实施方式中,第一角度θ1成为例如30
°
以上且低于90
°
。第一角度θ1也可以为30
°
以上80
°
以下。在第一弯曲部分42,随着从基端42a侧(延伸部分41的前端41a侧)朝向前端42b侧(第二弯曲部分43的基端侧),与焊盘4的间隔变大。
49.第二弯曲部分43相对于延伸部分41以比第一角度θ1大的第二角度θ2从第一弯曲部分42的前端弯曲。在此,第二角度θ2成为直角。因此,第二弯曲部分43相对于延伸部分41正交,且相对于焊盘4平行。第二弯曲部分43的前端43b成为自由端。在第二弯曲部分43,从基端43a侧(第一弯曲部分42的前端42b侧)到前端43b侧(第二弯曲部分43的自由端),与焊盘4的间隔成为一定。第二弯曲部分43的前端43b位于比延伸部分41的前端41a靠电子部件2侧。即,延伸部分41的前端41a成为脚部32的最下点。
50.第二弯曲部分43的长度w2比第一弯曲部分42的长度w1大。在将第一弯曲部分42的长度w1设为1的情况下,第二弯曲部分43的长度w2成为例如1.5~5.0。在本实施方式中,第二弯曲部分43向x方向的投影长度w2a也比第一弯曲部分42向x方向的投影长度w1a大。第一弯曲部分42及第二弯曲部分43向x方向比臂部34、35长地延伸,第二弯曲部分43的前端43b位于比臂部34、35的前端靠电子部件2的x方向的中心侧(参照图2)。
51.脚部32和焊盘4通过例如回流焊接而接合。在本实施方式中,在形成焊料h时,能够使用例如sn-ag-cu系的焊料膏hp(参照图6(a)等)。在该情况下,焊料膏hp中包含sn、ag、cu和助焊剂。焊料膏hp中也可以包含溶剂。作为助熔剂,例如能够使用松香。
52.焊料h形成于延伸部分41的前端41a、前端外表面侧(第一弯曲部分42及第二弯曲部分43的相反侧)、及前端内表面侧(第一弯曲部分42及第二弯曲部分43的形成侧)和焊盘4之间。通过焊料h,进行金属端子12和焊盘4之间的电连接。延伸部分41的前端外表面侧的焊料h被形成为填满延伸部分41的前端41a和焊盘4构成的角部。延伸部分41的前端内表面侧的焊料h被形成为除了第二弯曲部分43的前端43b侧之外,填满第一弯曲部分42和焊盘4的间隙及第二弯曲部分43和焊盘4的间隙。
53.图6(a)~图6(c)是表示制造实施例的连接结构体的情形的主要部分放大侧视图。在形成连接结构体1时,首先,如图6(a)所示,制备带金属端子的电子部件11、在焊盘4配置有焊料膏hp的被连接构件3。焊料膏hp通过例如印刷法以规定厚度赋予到焊盘4的表面。焊料膏hp的厚度成为与例如下一第一工序中使金属端子12的延伸部分41的前端41a抵接于焊盘4时的第二弯曲部分43和焊盘4的间隔同程度。
54.接着,如图6(b)所示,使带金属端子的电子部件11中的金属端子12的延伸部分41的前端41a抵接于配置有焊料膏hp的被连接构件3的焊盘4(第一工序)。在使该金属端子12的延伸部分41的前端41a抵接于焊盘4的状态下,使焊料膏hp与金属端子12的延伸部分41的
前端41a、第一弯曲部分42、及第二弯曲部分43中的每一个接触。
55.接着,如图6(c)所示,在使焊料膏hp与金属端子12的延伸部分41的前端41a、第一弯曲部分42、及第二弯曲部分43接触的状态下,使焊料膏hp熔融及凝固,使金属端子12的脚部32与被连接构件3的焊盘4接合(第二工序)。在此,例如加热金属端子12,使焊料膏hp所含的sn-ag-cu系焊料熔融。冷却熔融的焊料膏hp,焊料膏hp凝固,由此,形成焊料h。通过焊料h,金属端子12的脚部32与焊盘4接合,形成图1所示的连接结构体1。
56.如以上说明,在带金属端子的电子部件11中,一对金属端子12、12各自的脚部32具有相对于延伸部分41以成锐角的第一角度θ1从延伸部分41的前端41a向电子部件2侧弯曲的第一弯曲部分42。由此,在使延伸部分41的前端41a抵接于焊盘4时,能够以金属端子12的前端的第一弯曲部分42及第二弯曲部分43的弯曲量抵消电子部件2的高度尺寸的不均,能够抑制安装时的连接结构体1的高度尺寸的不均。
57.另外,在带金属端子的电子部件11中,一对金属端子12、12各自的脚部32具有相对于延伸部分41以比第一角度θ1大的第二角度θ2从第一弯曲部分42的前端42b弯曲的第二弯曲部分43。通过设置这样的第二弯曲部分43,在安装时位于脚部32和焊盘4之间的焊料h与第二弯曲部分43相接且容易停留于该处,能够抑制焊料h向延伸部分41的前端41a与焊盘4的抵接部分侧收缩的量。
58.图7(a)及图7(b)是表示制造比较例的连接结构体的情形的主要部分放大侧视图。在比较例的带金属端子的电子部件中,如图7(a)所示,金属端子的脚部132仅具有延伸部分141及第一弯曲部分142。在该情况下,在使延伸部分141的前端141a抵接于配置有焊料膏hp的被连接构件3的焊盘4时,延伸部分141的前端内表面侧的焊料膏hp仅与第一弯曲部分142的基端侧接触。
59.在该状态下进行焊料膏hp的熔融
·
凝固时,如图7(b)所示,焊料h趋于向延伸部分141的前端141a与焊盘4的抵接部分侧收缩。认为当焊料h向延伸部分141的前端141a与焊盘4的抵接部分侧大幅收缩时,焊料h形成的金属端子和焊盘4的接合面积不足。另外,焊料h的体积比延伸部分141的前端内表面侧更偏向前端外表面侧,因此,脚部132容易在x方向上向电子部件的外侧被拉伸。因此,带金属端子的电子部件的安装位置可能不稳定。
60.与之相对,在本实施方式的带金属端子的电子部件11中,能够抑制焊料h向延伸部分41的前端41a与焊盘4的抵接部分侧收缩的量,因此,能够充分确保焊料h形成的金属端子12和焊盘4的接合面积。另外,能够在延伸部分41的前端内表面侧充分确保焊料h的体积,因此,也能够抑制金属端子12的脚部32在x方向上向电子部件2的外侧被拉伸。因此,实现带金属端子的电子部件11在x方向上的安装位置的稳定化。
61.在本实施方式中,第二弯曲部分43相对于延伸部分41的第二角度θ2成为直角。由此,在安装时位于脚部32和焊盘4之间的焊料膏hp更容易与第二弯曲部分43相接,能够进一步充分抑制焊料h向延伸部分41的前端41a与焊盘4的抵接部分侧收缩的量。
62.在本实施方式中,第二弯曲部分43的长度w2比第一弯曲部分42的长度w1大。通过充分确保第二弯曲部分43的长度w2,在安装时位于脚部32和焊盘4之间的焊料膏hp更容易与第二弯曲部分43相接,能够进一步充分抑制焊料h向延伸部分41的前端41a与焊盘4的抵接部分侧收缩的量。
63.在本实施方式中,第二弯曲部分43的前端43b位于比延伸部分41的前端靠电子部
件2侧。由此,延伸部分41的前端41a成为脚部32的z方向的最下点,因此,在使延伸部分41的前端41a抵接于焊盘4时,能够防止第二弯曲部分43的前端43b与焊盘4接触。因此,能够避免抑制安装时的高度尺寸的不均的效果被阻碍。
64.本公开不限于上述实施方式。例如在上述实施方式中,第二弯曲部分43相对于延伸部分41的第二角度θ2成为直角,但第二角度θ2也可以未必是直角,只要比第一弯曲部分42相对于延伸部分41的第一角度θ1大即可。如图8(a)所示,第二角度θ2也可以成为锐角,如图8(b)所示,第二角度θ2也可以成为钝角。即使在第二角度θ2为钝角的情况下,第二弯曲部分43的前端43b优选位于比延伸部分41的前端靠电子部件2侧。另外,如图8(c)所示,第一弯曲部分42相对于延伸部分41的第一角度θ1也可以实际上成为0
°
(与延伸部分41平行)。在该情况下,第二角度θ2也可以为直角、锐角、钝角中的任一种。
65.如图8(a)及图8(b)所示,在第二角度θ2不是直角的情况下,在将带金属端子的电子部件11与被连接构件3连接时,第二弯曲部分43也可以具有相对于被连接构件3的焊盘4成为平行的部分。图9是表示第二弯曲部分43具有图8(b)所示的结构时的连接结构体1的构成例的主要部分放大侧视图。在同图的例子中,通过使延伸部分41相对于焊盘4向x方向的外侧倾斜,能够将第二弯曲部分43的整体相对于焊盘4设为平行。
66.由此,与第二弯曲部分43相对于延伸部分41的第二角度θ2为直角的情况同样,在安装时位于脚部32和焊盘4之间的焊料膏hp更容易与第二弯曲部分43相接,能够进一步充分抑制焊料h向延伸部分41的前端41a与焊盘4的抵接部分侧收缩的量。虽然未图示,但在第二弯曲部分43具有图8(a)所示的结构的情况下,通过使延伸部分41相对于焊盘4向x方向的内侧倾斜,能够将第二弯曲部分43的整体相对于焊盘4设为平行。
67.另外,在上述实施方式中,第二弯曲部分43的长度w2比第一弯曲部分42的长度w1长,但长度w1、w2的关系不限于此。第二弯曲部分43的长度w2也可以与第一弯曲部分42的长度w1相等,也可以比第一弯曲部分42的长度w1小。
68.另外,如图10所示,在从x方向观察的情况下,第二弯曲部分43也可以以电子部件2侧成凸的方式弯曲。在该情况下,在焊料膏hp的熔融
·
凝固时,焊料h向y方向的中央侧收缩,因此,能够抑制金属端子12的脚部32在y方向上向电子部件2的外侧被拉伸。因此,实现带金属端子的电子部件11在y方向上的安装位置的稳定化。在图10的例子中,第二弯曲部分43构成顶面平坦的凸状,但不限于这种形状,例如也可以构成整体以描绘弧线的方式缓慢弯曲的凸状。
69.在上述实施方式中,作为电子部件2示例了层叠电容器,但可应用本公开的电子部件不限于层叠电容器。例如层叠电感器、层叠变阻器、层叠压电致动器、层叠热敏电阻、层叠复合零件等层叠电子部件、层叠电子部件以外的电子部件也能够应用本公开。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1