一种固态电解质-电极复合体及其制备方法和用途与流程
1.本发明属于电池生产制造技术领域,尤其涉及一种固态电解质-电极复合体及其制备方法和用途。
背景技术:
2.全固态电池同时具备高能量密度与高安全性的优势,在电池领域受到了广泛关注。全固态电池一般采用固态电解质与金属锂作为负极,常用的固态电解质包括硫化物与卤化物电解质,两者具备极高的离子电导率与良好的延展性,该类电解质一般采用湿法或干法成膜的工艺,电解质膜由固态电解质与粘结剂两部分组成。然而,为了提高电解质膜的离子电导率,粘结剂的占比低于3%,从而导致电解质膜的机械强度与柔韧性不足,生产过程中容易损坏,导致良品率低。
3.同时全固态电池中负极一般采用锂金属或锂合金材料,在电池工作过程中面临着严重的锂枝晶问题,受到锂沉积特性、界面空穴、表面缺陷和晶界等特性的影响。为了抑制锂枝晶生长,需要提高反应面积,降低电流密度,提高载流子浓度等,通常可通过外部加压、采用锂复合负极等技术实现,但是外部加压在大电芯中的可行性较低,而锂复合负极又会影响电池能量密度。
4.cn112736277a公开了固态电解质-锂负极复合体及其制备方法和全固态锂二次电池,所述固态电解质-锂负极复合体由以下组成:聚苯硫醚固态电解质层;气相沉积在所述固态电解质层一个表面上的锂层;和任选地,附着在所述锂层上的金属箔,作为集流体或极耳。该复合体在固态电解质的表面沉积锂层,虽然有效控制了锂层厚度,但是固态电解质与锂层的接触面积仍较小,并且也未解决固态电解质膜层机械强度不足,无法承受锂金属沉积/剥离过程中巨大的体积变化应力的问题。
5.cn110137560a公开了一种一体化复合电极材料及其制备方法与应用,所述一体化复合电极材料,包括活性物质的电极极片和位于所述电极极片表层的且与电极极片表层成一体化结构的固态电解质层,所述固态电解质层包括固态电解质和锂盐,所述固态电解质为聚合物电解质和/或有机/无机复合固态电解质。该一体化复合电极材料中仍在电极极片的表面直接形成固态电解质层,无法解决固态电解质与电极极片接触面积较小,以及固态电解质膜层机械强度不足的问题。
6.cn114171784a公开了一种一体化固态电解质-正极组件及其制备方法和应用,所述一体化固态电解质-正极组件包括层叠设置的固态电解质片和正极片,所述固态电解质片包括第一固态电解质和第一塑晶电解质;所述正极片包括正极材料、第二固态电解质和第二塑晶电解质。采用塑晶电解质作为界面导锂相,将正极和电解质粘成一体,实现正极材料和固态电解质之间的锂离子导通,使其具有较高的室温离子电导率,但是无法兼顾抑制锂枝晶和提供足够机械强度的效果。
7.因此,亟需开发一种一体化固态电解质-电极复合材料,有效增大电解质与电极之间的接触面积,抑制锂枝晶,同时兼顾离子电导率和固态电解质膜机械强度,对于进一步提
升电池的电化学性能至关重要。
技术实现要素:
8.针对现有技术存在的不足,本发明的目的在于提供一种固态电解质-电极复合体及其制备方法和用途,能够增大固态电解质与电极之间的接触面积,减小电流密度,抑制锂枝晶生长;并且本发明提供的固态电解质-电极复合体具有优异的机械强度,能够承受锂金属沉积/剥离过程中巨大的体积变化应力,解决了固态电解质膜机械强度不足的问题,从而进一步提升了固态电池的循环稳定性和倍率性能。
9.为达此目的,本发明采用以下技术方案:
10.第一方面,本发明提供了一种固态电解质-电极复合体,所述固态电解质-电极复合体包括多孔碳材料层,所述多孔碳材料层两侧分别设置有固态电解质层和电极层,所述固态电解质层和所述电极层形成互渗结构。
11.本发明的一体式固态电解质-电极复合体中设置有多孔碳材料层,在其两侧分别构建固态电解质层与电极层;由于多孔碳材料层中多孔结构的存在,在其一侧涂布固态电解质浆料时,受到毛细现象、渗透作用及表面沉积的作用,可在多孔碳材料层表面形成一种独特的固态电解质包覆结构,大大提升了固态电解质层的比表面积,从而可以进一步提高与电极层的反应面积。
12.在多孔碳材料层的另一侧通过压延贴合有电极层,由于电极层优秀的延展性,压延过程中电极层会渗透入多孔碳材料层的孔隙中,与固态电解质形成一种大面积的互渗结构,两者接触面积大幅增加,有效降低了电流密度,抑制锂枝晶生长,有效延长了固态电池的循环寿命。此外,多孔碳材料层具有高拉伸强度,可承受锂金属沉积/剥离过程中巨大的体积变化应力,从而改善循环稳定性与倍率性能,同时也解决了固态电解质膜机械强度不足的问题。
13.本发明提供的固态电解质-电极复合体通过固态电解质层和电极层的互渗结构与多孔碳材料层之间的协同作用,不仅能够增大固态电解质与电极之间的接触面积,减小电流密度,抑制锂枝晶生长;并且具有优异的机械强度,能够提供足够的支撑强度,从而可以承受锂金属沉积/剥离过程中巨大的体积变化应力,解决了固态电解质膜机械强度不足的问题,从而进一步提升了固态电池的循环稳定性和倍率性能。
14.作为本发明一种优选的技术方案,所述互渗结构位于所述多孔碳材料层的内部。
15.优选地,所述互渗结构位于所述多孔碳材料层的内部以及所述多孔碳材料层的两侧,且所述互渗结构与所述固态电解质层远离所述多孔碳材料层的一侧表面之间留有间隔。
16.对于固态电解质-电极复合体中的互渗结构,本发明中提供了如下两种技术方案:(1)固态电解质层和电极层形成的互渗结构位于多孔碳材料层的内部;(2)固态电解质层和电极层形成的互渗结构位于多孔碳材料层的内部以及多孔碳材料层的两侧,且互渗结构与固态电解质层远离多孔碳材料层的一侧表面之间留有间隔。
17.也就是说,本发明需确保固态电解质层和电极层形成的互渗结构不能与固态电解质层远离多孔碳材料层的一侧表面接触,即固态电解质层远离多孔碳材料层的一侧表面不能形成互渗结构,这是由于在全固态电池的组装过程中,固态电解质层远离多孔碳材料层
的一侧表面需要与电池中的另一个电极叠加贴合,若固态电解质-电极复合体中固态电解质层远离多孔碳材料层的一侧表面也形成互渗结构,则会导致电池短路。
18.作为本发明一种优选的技术方案,所述多孔碳材料层的厚度为50~100μm,例如可以是50μm、55μm、60μm、65μm、70μm、75μm、80μm、85μm、90μm、95μm或100μm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
19.本发明限定了多孔碳材料层的厚度为50~100μm,多孔碳材料层的厚度设置目的是为了使其同时具备高表面积与高机械强度:当厚度低于50μm时,电解质层与电极层界面面积增大,但其机械强度无法承受工作过程中的体积膨胀,不利于电芯工作稳定性提升;当厚度高于100μm时,依靠电解质分散液的渗透作用无法使电解质均匀的分布在多孔碳层内部,反而会导致电解质与电极接触面积减小,电芯阻抗增大,性能快速劣化。
20.优选地,所述固态电解质层的厚度为10~20μm,例如可以是10μm、11μm、12μm、13μm、14μm、15μm、16μm、17μm、18μm、19μm或20μm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
21.本发明限定了固态电解质层的厚度为10~20μm,固态电解质层的厚度设置考虑到锂离子传输与机械强度两方面的作用:当电解质层厚度过低时,由于锂金属负极在充电过程中极大的体积膨胀效应,电解质层易被多孔碳材料层表面的毛刺刺破,导致电芯短路;而厚度超过20μm时,锂离子在电解质内的传输路径大幅延长,倍率性能下降。
22.优选地,所述电极层的厚度为10~48μm,例如可以是10μm、12μm、15μm、18μm、20μm、23μm、25μm、28μm、30μm、32μm、35μm、38μm、40μm、42μm、45μm或48μm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
23.本发明限定了电极层的厚度为10~48μm,电极层厚度的设置主要考虑电芯n/p比以及生产可行性:当厚度<10μm时,由于锂金属负极在电芯循环过程中会被持续消耗,过少的锂负极无法支撑电芯长时间稳定循环;当厚度超过48μm时,压延锂金属容易出现褶皱、粘辊等现象,不利于产品均匀性的提升。
24.优选地,所述固态电解质层的压实密度为2.0~2.5g/cm3,例如可以是2.0g/cm3、2.1g/cm3、2.2g/cm3、2.3g/cm3、2.4g/cm3或2.5g/cm3,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;进一步优选为2.2~2.3g/cm3。
25.本发明限定了固态电解质层的压实密度为2.0~2.5g/cm3,这是由于随着压实密度的上升,虽然固态电解质层的离子电导率会上升,但是多孔碳材料层的机械强度会逐渐下降;因此,本发明将固态电解质层的压实密度调控至2.0~2.5g/cm3范围内,可以兼顾固态电解质层的离子电导率和多孔碳材料层的机械强度。
26.优选地,所述多孔碳材料层的孔隙率为30~60%,例如可以是30%、32%、35%、38%、40%、42%、45%、48%、50%、53%、55%、58%或60%,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;进一步优选为40~50%。
27.本发明限定了多孔材料层的孔隙率为30~60%,当孔隙率低于30%时,会导致电池倍率性能、循环稳定性下降,这是由于电解质无法在多孔碳材料层中形成连续的渗透网络,与电极的接触面积减小,内阻极化增大;当孔隙率高于60%时,会导致电芯易短路、循环稳定性下降,这是由于大量空隙的存在导致多孔碳材料层的机械强度下降,无法在循环过程中保持良好的孔隙结构。
28.优选地,所述多孔碳材料层的孔径为2~5μm,例如可以是2μm、2.2μm、2.5μm、2.8μm、3μm、3.2μm、3.5μm、3.8μm、4μm、4.2μm、4.5μm、4.8μm或5μm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;进一步优选为3~4μm。
29.本发明限定了孔径为2~5μm,当孔径低于2μm时,易发生堵塞现象,从而导致电解质无法渗透入电极内部形成均匀的界面层;当空降高于5μm时,会导致电解质直接渗透过多孔碳材料层,无法在多孔碳材料层表面形成均匀的电解质层,这是由于孔隙过大时,表面张力无法支撑电解质在孔隙中的分布,会持续渗透直至流出多孔碳材料层。
30.作为本发明一种优选的技术方案,所述多孔碳材料层包括碳纤维层。
31.本发明采用的碳纤维膜具有极佳的机械强度,电芯工作过程中,可有效承受电解质的体积变化应力,从而改善循环稳定性与倍率性能。
32.优选地,所述碳纤维层包括碳纸或碳布,进一步优选为碳纸。
33.本发明中碳布具有极高的机械强度,但由于其表面粗糙度较大,形成稳定均匀界面的效果较差;而碳纸机械强度相对偏低,但其表面更为光滑,更有利于电极层的均匀沉积。
34.优选地,所述固态电解质层的材质包括硫化物电解质或卤化物电解质。
35.优选地,所述硫化物电解质包括锂磷硫氯、锂锗磷硫、锂磷硫氯衍生物或锂锗磷硫衍生物中的任意一种或至少两种的组合,进一步优选为锂磷硫氯。
36.优选地,所述卤化物电解质包括氯化铟锂、氯化钇锂、氯化锆锂、氯化铟锂衍生物、氯化钇锂衍生物或氯化锆锂衍生物中的任意一种或至少两种的组合,进一步优选为氯化铟锂。
37.优选地,所述电极层包括锂金属层或锂合金层。
38.本发明中锂金属层和锂合金层具有优秀的延展性,压延过程中锂金属或锂合金会渗透入多孔碳材料层的孔隙中,与固态电解质形成一种大面积的互渗结构,两者接触面积大幅增加,有效降低了电流密度。
39.此外,本发明中锂合金层包括锂-镁合金、锂-碳合金、锂-锡合金、锂-硒合金或锂-铝合金中的任意一种。
40.第二方面,本发明提供了一种第一方面所述的固态电解质-电极复合体的制备方法,所述制备方法包括:
41.在多孔碳材料层的一侧涂覆固态电解质浆料形成固态电解质层,将电极压延至所述多孔碳材料层的另一侧形成电极层,并且所述固态电解质层和所述电极层在所述压延的过程中形成互渗结构。
42.本发明首先在多孔碳材料层的一侧采用湿法涂布固态电解质浆料,在毛细现象、渗透作用及表面沉积的作用下,固态电解质浆料在多孔碳材料层的表面形成一种独特的包覆结构,大大提升了固态电解质层的比表面积;而在另一侧通过压延贴合电极层时,由于电极层优秀的延展性,压延过程中电极层会渗透入多孔碳材料层的孔隙中,与固态电解质形成一种大面积的互渗结构,得到的一体式固态电解质-电极复合体中电极/固态电解质具备极高的反应面积与极低的电流密度,并且可提供足够的支撑强度。
43.作为本发明一种优选的技术方案,所述多孔碳材料层经干燥处理后,再涂覆所述固态电解质浆料。
44.优选地,所述多孔碳材料层的干燥处理的温度为60~100℃,例如可以是60℃、65℃、70℃、75℃、80℃、85℃、90℃、95℃或100℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
45.优选地,所述多孔碳材料层的干燥处理在真空条件下进行。
46.优选地,经所述干燥处理后,所述多孔碳材料层的水分含量≤200ppm,例如可以是200ppm、190ppm、180ppm、170ppm、160ppm、150ppm或140ppm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
47.本发明中在对多孔碳材料层进行干燥处理时,可以每隔6h对其水分含量进行检测,直至多孔碳材料层的水分含量≤200ppm,将水分测试达标的多孔碳材料层真空密封备用。若多孔碳材料层水分含量过高,可能会导致固态电解质分解,以及电极层与水分发生副反应等问题。
48.作为本发明一种优选的技术方案,所述固态电解质浆料的制备过程包括:将固态电解质粉体与溶剂混合并分散得到所述固态电解质浆料。
49.本发明的固态电解质浆料的制备过程中,无需使用粘结剂,减少了由于粘结剂的引入导致的离子电导率降低等问题。
50.优选地,所述固态电解质粉体经干燥处理后,与所述溶剂进行混合并分散。
51.优选地,所述固态电解质粉体的干燥处理的温度为60~100℃,例如可以是60℃、65℃、70℃、75℃、80℃、85℃、90℃、95℃或100℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
52.优选地,所述固态电解质粉体的干燥处理在真空条件下进行。
53.优选地,经所述干燥处理后,所述固态电解质粉体的水分含量≤200ppm。
54.本发明中在对固态电解质粉体进行干燥处理时,可以每隔6h对其水分含量进行检测,直至固态电解质粉体的水分含量≤200ppm,将水分测试达标的固态电解质粉体真空密封备用。若固态电解质粉体水分含量过高,可能会导致固态电解质分解,以及电极层与水分发生副反应等问题。此外,本发明中可以将多孔碳材料层和固态电解质粉体一同进行干燥和水分检测。
55.优选地,所述溶剂为非极性溶剂。
56.优选地,所述溶剂包括对二甲苯、甲苯、正庚烷、对二甲苯衍生物、甲苯衍生物或正庚烷衍生物中的任意一种或至少两种的组合,进一步优选为对二甲苯和/或正庚烷。
57.优选地,所述分散的过程包括:所述固态电解质粉体与所述溶剂混合后,依次进行超声分散和搅拌分散。
58.优选地,所述搅拌分散的转速为1000~1500rpm,例如可以是1000rpm、1000rpm、1000rpm、1000rpm、1000rpm或1000rpm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
59.优选地,所述搅拌分散的时间为1~3h,例如可以是1h、1.5h、2h、2.5h或3h,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
60.优选地,所述固态电解质浆料的固含量为20~60wt%,例如可以是20wt%、25wt%、30wt%、35wt%、40wt%、45wt%、50wt%、55wt%或60wt%,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
61.作为本发明一种优选的技术方案,所述固态电解质浆料的涂覆方法包括流延涂覆。
62.本发明采用流延机对固态电解质浆料进行涂覆,将多孔碳材料层安装于流延机上作为流延基底,固态电解质浆料作为流延层,前刮刀厚度为200μm,后刮刀厚度为150μm,将固态电解质浆料均匀的涂布至多孔碳材料层表面,在流延过程中固态电解质浆料会逐渐渗透入多孔碳材料层的内部,在多孔碳材料层表面形成一层均匀的包覆层。需要说明的是,本发明中固态电解质浆料的涂覆方法并不局限于流延涂覆,其他能够将固态电解质浆料均匀的涂布在多孔碳材料层的表面的涂覆方法均适用于本发明。
63.优选地,所述流延涂覆的流延速度为0.05~0.4m/min,例如可以是0.05m/min、0.1m/min、0.15m/min、0.2m/min、0.25m/min、0.3m/min、0.35m/min或0.4m/min,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
64.本发明限定流延涂覆的流延速度为0.05~0.4m/min范围内,当流延速度过低,固态电解质浆料容易堆积,在多孔碳材料层表面形成波浪固态电解质层;当流延速度过高,容易产生划痕;因此,将流延速度调控至0.05~0.4m/min范围内,有利于将固态电解质浆料均匀的涂布在多孔碳材料层的表面,有助于控制固态电解质层的厚度。
65.优选地,所述流延涂覆在干燥条件下进行。
66.优选地,所述干燥条件的露点温度为-50~-40℃,例如可以是-50℃、-49℃、-48℃、-47℃、-46℃、-45℃、-44℃、-43℃、-42℃、-41℃或-40℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
67.本发明限定了露点温度为-50~-40℃,这是由于固态电解质对水分较为敏感,当露点高于-40℃时,电解质干燥过程中易水解;露点低于-50℃对制造成本要求过高。
68.优选地,将所述固态电解质浆料涂覆至所述多孔碳材料层的一侧后,依次进行干燥和冷压,形成所述固态电解质层。
69.优选地,所述干燥的温度为60~100℃,例如可以是60℃、65℃、70℃、75℃、80℃、85℃、90℃、95℃或100℃,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
70.本发明采用流延机进行涂覆和干燥时,流延机共有四段烘道,流延温度分别控制为60℃、80℃、80℃、80℃,对固态电解质浆料进行分阶段干燥。
71.优选地,所述干燥的时间为10~80min,例如可以是10min、20min、30min、40min、50min、60min、70min或80min,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
72.优选地,所述固态电解质层的压实密度为2.0~2.5g/cm3,例如可以是2.0g/cm3、2.1g/cm3、2.2g/cm3、2.3g/cm3、2.4g/cm3或2.5g/cm3,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用;进一步优选为2.2~2.3g/cm3。
73.优选地,将厚度为15~50μm的所述电极压延至所述多孔碳材料层远离所述固态电解质层的一侧形成电极层。
74.优选地,所述压延的压力为1~3mpa,例如可以是1mpa、1.2mpa、1.4mpa、1.6mpa、1.8mpa、2mpa、2.2mpa、2.4mpa、2.6mpa、2.8mpa或3mpa,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
75.本发明限定压延的压力为1~3mpa,当压力过大时,容易导致互渗结构与固态电解质远离多孔碳材料层的一侧表面接触,即在固态电解质远离多孔碳材料层的一侧表面形成互渗结构;当压力过小时,固态电解质层和电极层形成的互渗结构效果不明显,甚至无法形成互渗结构。
76.优选地,所述电极层包括锂金属和锂合金层。
77.作为本发明一种优选的技术方案,所述制备方法包括:
78.s1:将将孔隙率为30~60%,孔径为2~5μm,以及厚度为50~100μm的多孔碳材料层在60~100℃下进行真空干燥处理,直至所述多孔碳材料层的水分含量≤200ppm;
79.s2:将固态电解质粉体在60~100℃下进行真空干燥处理,直至所述固态电解质粉体的水分含量≤200ppm,随后将所述固态电解质粉体与溶剂混合,并依次进行超声分散和搅拌分散,得到固含量为20~60wt%的固态电解质浆料,其中,搅拌分散的转速为1000~1500rpm,时间为1~3h;
80.s3:在露点温度为-50~-40℃的干燥条件下,将所述固态电解质浆料涂覆至所述多孔碳材料层的一侧,在60~100℃下干燥10~80min后进行冷压,在所述多孔碳材料层的一侧形成压实密度为2.0~2.5g/cm3,厚度为10~20μm的固态电解质层;
81.s4:在1~3mpa的压力下,将厚度为15~50μm的电极压延至所述多孔碳材料层远离所述固态电解质层的一侧,形成厚度为10~48μm的电极层,并且所述固态电解质层和所述电极层在所述压延的过程中形成互渗结构,得到所述固态电解质-电极复合体。
82.第三方面,本发明提供了一种全固态电池,所述全固态电池包括第一方面所述的固态电解质-电极复合体。
83.与现有技术相比,本发明的有益效果为:
84.本发明提供的固态电解质-电极复合体通过固态电解质层和电极层的互渗结构与多孔碳材料层之间的协同作用,不仅能够增大固态电解质与电极之间的接触面积,减小电流密度,抑制锂枝晶生长;并且具有优异的机械强度,能够提供足够的支撑强度,从而可以承受锂金属沉积/剥离过程中巨大的体积变化应力,解决了固态电解质膜机械强度不足的问题,从而进一步提升了固态电池的循环稳定性和倍率性能。
具体实施方式
85.下面通过具体实施方式来进一步说明本发明的技术方案。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
86.实施例1
87.本实施例提供了一种固态电解质-电极复合体的制备方法,制备方法包括:
88.s1:将孔隙率为45%,孔径为3.5μm,以及厚度为80μm的碳纸在80℃下进行真空干燥处理,直至碳纸的水分含量≤200ppm;
89.s2:将锂磷硫氯粉体在80℃下进行真空干燥处理,直至锂磷硫氯粉体的水分含量≤200ppm,随后将锂磷硫氯粉体与对二甲苯混合,并依次进行超声分散和搅拌分散,得到固含量为40wt%的固态电解质浆料,其中,搅拌分散的转速为1200rpm,时间为2h;
90.s3:在露点温度为-45℃的干燥条件下,以0.1m/min的流延速度将固态电解质浆料涂覆至碳纸的一侧,依次分别在60℃、80℃、80℃和80℃下干燥10min后进行冷压,在碳纸的
一侧形成压实密度为2.3g/cm3,厚度为15μm的固态电解质层;
91.s4:在2mpa的压力下,将厚度为30μm的锂金属压延至碳纸远离固态电解质层的一侧,形成厚度为26μm的电极层,并且固态电解质层和电极层在压延的过程中形成互渗结构,得到固态电解质-电极复合体。
92.实施例2
93.本实施例提供了一种固态电解质-电极复合体的制备方法,制备方法包括:
94.s1:将孔隙率为40%,孔径为4μm,以及厚度为50μm的碳纸在60℃下进行真空干燥处理,直至碳纸的水分含量≤200ppm;
95.s2:将氯化铟锂粉体在60℃下进行真空干燥处理,直至氯化铟锂粉体的水分含量≤200ppm,随后将氯化铟锂粉体与正庚烷混合,并依次进行超声分散和搅拌分散,得到固含量为20wt%的固态电解质浆料,其中,搅拌分散的转速为1000rpm,时间为3h;
96.s3:在露点温度为-50℃的干燥条件下,以0.4m/min的流延速度将固态电解质浆料涂覆至碳纸的一侧,依次分别在60℃、80℃、80℃和100℃下干燥10min后进行冷压,在碳纸一侧形成压实密度为2.2g/cm3,厚度为10μm的的固态电解质层;
97.s4:在1mpa的压力下,将厚度为50μm的锂金属压延至碳纸远离固态电解质层的一侧,形成厚度为48μm的电极层,并且固态电解质层和电极层在压延的过程中形成互渗结构,得到固态电解质-电极复合体。
98.实施例3
99.本实施例提供了一种固态电解质-电极复合体的制备方法,制备方法包括:
100.s1:将孔隙率为50%,孔径为3μm,以及厚度为100μm的碳纸在100℃下进行真空干燥处理,直至碳纸的水分含量≤200ppm;
101.s2:将锂磷硫氯粉体在100℃下进行真空干燥处理,直至锂磷硫氯粉体的水分含量≤200ppm,随后将锂磷硫氯粉体与对二甲苯混合,并依次进行超声分散和搅拌分散,得到固含量为60wt%的固态电解质浆料,其中,搅拌分散的转速为1500rpm,时间为1h;
102.s3:在露点温度为-40℃的干燥条件下,以0.05m/min的流延速度将固态电解质浆料涂覆至碳纸的一侧,依次分别在60℃、80℃、80℃和80℃下干燥10min后进行冷压,在碳纸的一侧形成压实密度为2.3g/cm3,厚度为20μm的固态电解质层;
103.s4:在3mpa的压力下,将厚度为15μm的锂金属压延至碳纸远离固态电解质层的一侧,形成厚度为10μm的电极层,并且固态电解质层和电极层在压延的过程中形成互渗结构,得到固态电解质-电极复合体。
104.实施例4
105.本实施例提供了一种固态电解质-电极复合体的制备方法,制备方法包括:
106.s1:将孔隙率为30%,孔径为5μm,以及厚度为60μm的碳布在80℃下进行真空干燥处理,直至碳布的水分含量≤200ppm;
107.s2:将氯化铟锂粉体在80℃下进行真空干燥处理,直至氯化铟锂粉体的水分含量≤200ppm,随后将氯化铟锂粉体与甲苯混合,并依次进行超声分散和搅拌分散,得到固含量为30wt%的固态电解质浆料,其中,搅拌分散的转速为1200rpm,时间为2h;
108.s3:在露点温度为-48℃的干燥条件下,将固态电解质浆料涂覆至碳布的一侧,在80℃下干燥40min后进行冷压,在碳布的一侧形成压实密度为2.0g/cm3,厚度为18μm的固态
电解质层;
109.s4:在2mpa的压力下,将厚度为40μm的锂金属压延至碳布远离固态电解质层的一侧,形成厚度为37μm的电极层,并且固态电解质层和电极层在压延的过程中形成互渗结构,得到固态电解质-电极复合体。
110.实施例5
111.本实施例提供了一种固态电解质-电极复合体的制备方法,制备方法包括:
112.s1:将孔隙率为60%,孔径为2μm,以及厚度为70μm的碳布在80℃下进行真空干燥处理,直至碳布的水分含量≤200ppm;
113.s2:将氯化铟锂粉体在80℃下进行真空干燥处理,直至氯化铟锂粉体的水分含量≤200ppm,随后将氯化铟锂粉体与对二甲苯混合,并依次进行超声分散和搅拌分散,得到固含量为50wt%的固态电解质浆料,其中,搅拌分散的转速为1200rpm,时间为2h;
114.s3:在露点温度为-42℃的干燥条件下,将固态电解质浆料涂覆至碳布的一侧,在60℃下干燥50min后进行冷压,在碳布的一侧形成压实密度为2.5g/cm3,厚度为20μm的固态电解质层;
115.s4:在2mpa的压力下,将厚度为20μm的锂金属压延至碳布远离固态电解质层的一侧,形成厚度为26μm的电极层,并且固态电解质层和电极层在压延的过程中形成互渗结构,得到固态电解质-电极复合体。
116.实施例6
117.本实施例与实施例1的区别在于,步骤s1中,碳纸的孔隙率为25%,其余工艺参数和操作条件与实施例1相同。
118.实施例7
119.本实施例与实施例1的区别在于,步骤s1中,碳纸的孔隙率为65%,其余工艺参数和操作条件与实施例1相同。
120.实施例8
121.本实施例与实施例1的区别在于,步骤s1中,碳纸的孔径为1μm,其余工艺参数和操作条件与实施例1相同。
122.实施例9
123.本实施例与实施例1的区别在于,步骤s1中,碳纸的孔径为6μm,其余工艺参数和操作条件与实施例1相同。
124.实施例10
125.本实施例与实施例1的区别在于,步骤s3中,流延的速度为0.02m/min,得到平均厚度为25μm的固态电解质层,其余工艺参数和操作条件与实施例1相同。
126.实施例11
127.本实施例与实施例1的区别在于,步骤s3中,流延的速度为1m/min,得到厚度为8μm的固态电解质层,其余工艺参数和操作条件与实施例1相同。
128.实施例12
129.本实施例与实施例1的区别在于,步骤s3中,固态电解质层的压实密度为1.5g/cm3,其余工艺参数和操作条件与实施例1相同。
130.实施例13
131.本实施例与实施例1的区别在于,步骤s3中,固态电解质层的压实密度为3g/cm3,其余工艺参数和操作条件与实施例1相同。
132.实施例14
133.本实施例与实施例1的区别在于,步骤s3中,在露点温度为-30℃的干燥条件下将固态电解质浆料涂覆至碳纸的一侧,其余工艺参数和操作条件与实施例1相同。
134.实施例15
135.本实施例与实施例1的区别在于,步骤s3中,在露点温度为-60℃的干燥条件下将固态电解质浆料涂覆至碳纸的一侧,其余工艺参数和操作条件与实施例1相同。
136.对比例1
137.本对比例与实施例1的区别在于,步骤s1中,采用致密碳纳米管薄膜代替碳纸,其余工艺参数和操作条件与实施例1相同。
138.对比例2
139.本对比例提供的固态电解质-电极复合体省去了多孔碳材料层,即直接在固态电解质层的两侧分别设置正极极片和负极极片得到叠片电芯,其制备过程包括:
140.s1:将锂磷硫氯粉体在80℃下进行真空干燥处理,直至锂磷硫氯粉体的水分含量≤200ppm,随后将锂磷硫氯粉体与对二甲苯混合,并依次进行超声分散和搅拌分散,得到固含量为40wt%的固态电解质浆料,其中,搅拌分散的转速为1200rpm,时间为2h;
141.s2:将步骤s1中的固态电解质浆料涂布于ptfe膜表面,其中刮刀的厚度为300μm,随后在100℃下干燥12h,即可得到干燥完成的固态电解质层;随后将固态电解质层通过辊压机转印至正极极片表面;
142.s3:在2mpa的压力下,将厚度为30μm的锂金属压延至固态电解质层远离正极极片的一侧,得到叠片电芯。
143.将实施例1-15、对比例1中的固态电解质-电极复合体以及对比例2中的叠片电芯组装为全固态电池,其组装过程包括:
144.将固态电解质-电极复合体分别裁切成所需的形状,并与全固态电池正极极片依次叠加,形成叠片电芯,并进行封装、等静压等步骤即可得到所需的全固态软包电池;其中,正极极片为叠片式复合正极极片,其制备方法为:称取三元材料811正极材料(65%-89%)、固态电解质(5%-20%)、导电剂(5%-10%)、聚四氟乙烯粘结剂(1-5%)四者,先采用混料机将三者均匀混合,而后放入球磨机中,以600rpm转速破碎细化1-3h,即可得到混合均匀的纳米化复合正极材料。将上述混合材料在超强剪切力作用下加热,温度为80℃-120℃,使聚四氟乙烯颗粒剪切变形混合。而后对上述粉体进行垂直辊压,复合正极粉料由上至下穿过两个热压辊之间的间隙并成型,垂直辊的压力为5t-20t,垂直辊压的温度为100-200℃,两个热压辊之间的缝隙宽度为20-50μm。垂直辊压后进行水平辊压,水平辊的压力为5t-20t,两个水平辊之间的缝隙宽度为20-50μm。此时即可得到成型的复合正极膜,再将该膜压延至集流体表面即可得到制备完成的正极极片。
145.对实施例1-15和对比例1中的固态电解质-电极复合体,以及对比例2中叠片电芯组装成的全固态电池进行电化学性能测试,测试参数如下:
146.(1)电阻测试:采用交流内阻仪对每支待测试电池进行acr测试,并记录每支待测试电池的交流内阻与对应的电压值。测试温度固定位25℃。
147.(2)循环性能测试:取3支待测试电池进行容量标定。根据电芯实际容量,对电池进行循环充放电测试,测试工步为:1c恒流充电至4.3v,4.3v恒压充电至电流为0.05c,搁置10min,恒流放电至2.75v,搁置10min。上述工步循环进行,直至电芯放电容量降至标定容量80%以下。测试温度固定为25℃。
148.(3)倍率性能测试:取3支待测试电池进行容量标定。根据电芯实际容量,对电池进行倍率性能测试。测试方法为采用0.2c,0.33c,0.5c,1c,2c,3c电流进行持续放电。每次放电之前采用1c恒流充电至4.2v,而后4.2v恒压充电至0.05c。测试温度固定为25℃。
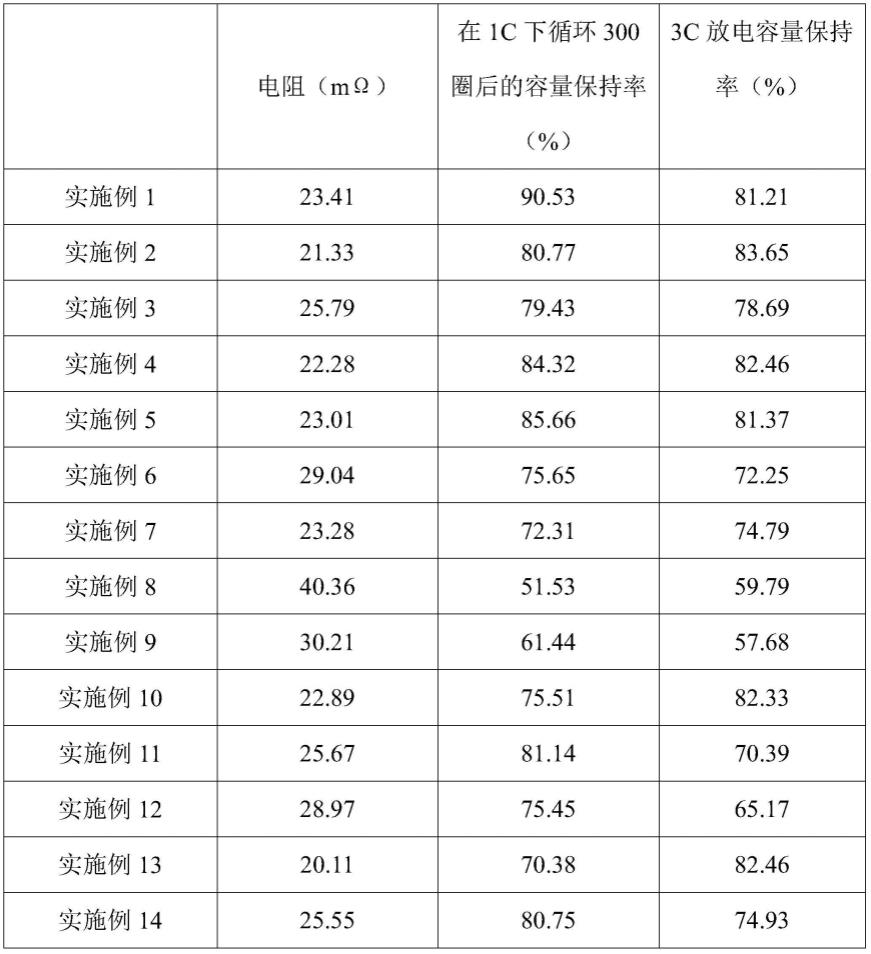
149.对实施例1-15和对比例1-2中的固态电解质-电极复合体组装成的全固态电池进行电化学性能测试的结果,见表1。
150.表1
151.[0152][0153]
由表1的数据可得:
[0154]
(1)实施例1-5所制备的固态电解质-电极复合体组装成的全固态电池具有较低的电阻、良好的倍率性能和优异的循环性能,说明了本发明通过固态电解质层和电极层的互渗结构与多孔碳材料层之间的协同作用,不仅能够增大固态电解质与电极之间的接触面积,减小电流密度,抑制锂枝晶生长;并且具有优异的机械强度,能够提供足够的支撑强度,从而可以承受锂金属沉积/剥离过程中巨大的体积变化应力,解决了固态电解质膜机械强度不足的问题,从而进一步提升了固态电池的循环稳定性和倍率性能。
[0155]
(2)实施例6所制备的固态电解质-电极复合体组装成的全固态电池,其电阻高于实施例1,循环性能和倍率性能均低于实施例1,这是由于实施例6中多孔碳材料层的孔隙率过低,电解质无法在多孔碳材料层中形成连续的渗透网络,与电极的接触面积减小,内阻极化增大,从而导致电池倍率性能和循环性能的下降。而实施例7所制备的固态电解质-电极复合体组装成的全固态电池,其电阻与实施例1相差不大,而循环性能和倍率性能均低于实施例1,这是由于实施例7中多孔碳材料层的孔隙率过高,大量空隙的存在导致多孔碳材料层的机械强度下降,无法在循环过程中保持良好的孔隙结构,导致电芯易短路、循环稳定性下降。
[0156]
(3)实施例8和9所制备的固态电解质-电极复合体组装成的全固态电池,其电阻高于实施例1,循环性能和倍率性能均低于实施例1,这是由于实施例8中多孔碳材料层的孔径过低,易发生堵塞现象,从而导致电解质无法渗透入电极内部形成均匀的界面层;实施例9中多孔碳材料层的孔径过高,表面张力无法支撑电解质在孔隙中的分布,会持续渗透直至流出多孔碳材料层,从而无法在多孔碳材料层表面形成均匀的固态电解质层。
[0157]
(4)实施例10所制备的固态电解质-电极复合体组装成的全固态电池,其循环性能低于实施例1,这是由于实施例1中固态电解质浆料的流延速度过低,固态电解质浆料容易堆积,在多孔碳材料层表面形成波浪固态电解质层;而实施例11所制备的固态电解质-电极复合体组装成的全固态电池,其电阻高于实施例1,循环性能和倍率性能均低于实施例1,这是由于实施例11中固态电解质浆料的流延速度过高,容易产生划痕。
[0158]
(5)实施例12所制备的固态电解质-电极复合体组装成的全固态电池,其电阻高于实施例1,循环性能和倍率性能均低于实施例1,实施例13所所制备的固态电解质-电极复合体组装成的全固态电池,其循环性能低于实施例1,这是由于实施例12中固态电解质的压实密度过低,实施例13中固态电解质的压实密度过高,随着压实密度的上升,虽然固态电解质层的离子电导率会上升,但是多孔碳材料层的机械强度会逐渐下降;因此,本发明将固态电解质层的压实密度调控至2.0~2.5g/cm3范围内,可以兼顾固态电解质层的离子电导率和多孔碳材料层的机械强度。
[0159]
(6)实施例14所制备的固态电解质-电极复合体组装成的全固态电池,其电阻高于实施例1,循环性能和倍率性能均低于实施例1,实施例15所制备的固态电解质-电极复合体
组装成的全固态电池,其性能与实施例1的性能相差不大,这是由于实施例14中露点温度过高,实施例15中露点温度过低,当露点温度过高时,固态电解质浆料在干燥过程中易水解,而当露点温度进一步降低时,电池的性能也不会进一步提升,反而增加成本。
[0160]
(7)对比例1采用致密碳纳米管膜代替多孔碳材料层,无法形成固态电解质和电极层的互渗结构,并且锂离子无法迁移;而对比例2省去了多孔碳材料层,均无法实现本技术固态电解质层和电极层的互渗结构与多孔碳材料层之间的协同作用,其组装成的电池性能均低于实施例1;由此说明了,本发明提供的固态电解质-电极复合体通过固态电解质层和电极层的互渗结构与多孔碳材料层之间的协同作用,不仅能够增大固态电解质与电极之间的接触面积,减小电流密度,抑制锂枝晶生长;并且具有优异的机械强度,能够提供足够的支撑强度,从而可以承受锂金属沉积/剥离过程中巨大的体积变化应力,解决了固态电解质膜机械强度不足的问题,从而进一步提升了固态电池的循环稳定性和倍率性能。
[0161]
申请人声明,以上所述仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,所属技术领域的技术人员应该明了,任何属于本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1